DEK刮浆机培训教材(doc 29页)
培训体系豆浆机培训资料豆浆机
(培训体系)豆浆机培训资料豆浆机豆浆机培训资料豆浆机工作原理:先通过电机马达带动转页把黄豆打碎,磨成粉末状态。
然后把水加热,豆浆机壹般的均是于先把水温加热到80多度再打浆熬浆,然后经过壹段时间的加热煮制,即成熟豆浆。
产品卖点n可制作干豆(真正)(干豆的好处、1.2)(为什么可制作干豆靠的是什么)(制作干豆的技术)n可真正制做营养糊首先要区分浆糊(江湖)为什么可真正做非常粘稠营养糊n可搅拌果汁必须要加水只做搅拌使用不能误导顾客榨果汁使用什么是聚流技术?“聚流技术”是通过对流体力学中著名的“聚流原理”的大量研究,采用聚能环,聚流柱,匹配X型强力旋风刀片,豆浆于经过聚流柱的碰撞,使流速骤然增强加快,且经过聚能环收缩,让五谷配料于立体空间高速剪切、碰撞,经过上万次精细研磨,各种植物蛋白、矿物质、卵磷脂、维生素、异黄酮等营养精华充分融入豆浆中,豆浆营养均衡全面,机器更易清洗。
无网聚流技术优势1、无网,便于清洗;2、通过聚能环,增加豆浆的浓度,豆浆营养更均衡;3、通过聚能柱,增加豆和刀的接着面,且加速搅拌,豆的出浆率更高;4、豆浆桶内面积大,增加五谷的均衡,更易于营养健康。
无网聚流技术原理1、专利刀片高速转动,于刀片、内壁凸条及底部凸台的合力下,形成自下而上的动力涡流。
2、豆子被旋涡卷起,和刀片形成千万次的研磨切割。
3、经多次反复精细研磨之后,豆子营养最大化融入豆浆,口感更柔滑细腻,营养更丰富。
1、聚流技术豆浆程序:第壹阶段:泡豆技术预热大约5分钟,搅拌1次约5秒钟;(干豆技术)第二阶段:乳化技术加热13分钟,正式搅拌6-8次16秒/次,间隔10秒/次;第三阶段:聚能技术搅拌6-8次16秒钟/次,间隔10秒;(搅拌中)第四阶段:熬煮技术熬煮32次。
全过程需要20—26分钟2、聚流技术豆浆程序:第壹阶段:乳化技术加热大约5分钟,搅拌1次5秒/次再加热(湿豆技术)第二阶段:聚能技术加热到13分钟,正式搅拌6-8次16秒/次,间隔10秒;(搅拌中)第三阶段:熬煮技术熬煮36次。
DEK印刷机高级培训教材
一、基本电脑操作:1、BIOS ——软件2、CMOS——硬件3、电池——提供RAM电源4、基本DOS文件 MSDOS.SYS、IO.SYS、5、SYS指令的用法6、AUTOEXEC.BAT/CONFIG.SYS7、F5/F8键的使用8、软件版本如AUTOEXEC.BAT内RR210019、硬盘更换需将大硬盘分区---------目前市场上所有硬盘都是1G以上10、病毒------设备使用过程要控制软盘使用,防止病毒11、DOS COMMAND二、DEK 相关265文件1、软件安装时提供的文件DOS4SW.EXEVIS022。
SAVVIS0213。
SAVSDRCONF。
CFGCFGSDR。
EXESDR140。
EXE2、调校和LOAD时生成的文件TRACE。
DATBAUDRATE。
TXTLOCATION。
DATFIDUCIAL。
DATTHETA。
DATVIDEOXY。
DATOFFSET。
DATPRESSURE。
DAT3、丝印机其它条件生成的文件MANINF。
DATMANINT。
DATSPC。
CFGCONF170。
CFGEVENT。
DATLOCAL。
LPFTEMP。
LPF三、相关文件功能DOS4GW.EXE DOS扩展软件因为265运行在保护模式,它使应用软件直接进入更多内存(MEMORY). VIS0213.SAV这一二位码文件用来和VISION卡作用,它用在2.09以上软件版本.SDRCONF.CFG是ASCII文件,被用来配置HOSTS连接.CFGSDR.EXE它利用上文件配置HOST连接它在开机是被AUTOEXEC.BAT调用,将驱动程序装入TSR内存用作串行连接.BAUDRATE.TXT是DOWNLOAD MINT时产生的一个文本文件,它决定265与MINT连接速度.CALIB.CAL本文件产生于265CALIBRATE 过程中,它给出识别点间距,第一识别点原点,PCB和钢网上识别点数量,所有这些信息被写在DEK软件,每次调校时使用。
DEK印刷机操作培训教材

操
注 意
作
事
项
Rev: A 准备:陈小高
审核:
批准:
日期:2016.04.30
操作
操作
•主画面的识別 •开关机 •调程序 •换钢网 •换顶针 •加锡膏 •安装与清洗刮刀 •换清洁纸与溶剂 •照识别点 •注意事项
主画面的识別(1)
主画面的识別(2)
• Mode印刷模式,有自动Auto,过板No Print,只刷一
List
• 按Load
Load
Rebuild Left Right Up
List
• 按Exit ,退回主菜单
Mode
Load Data
Edit Data
Setup Squeegee
Change Screen
Change Tooling
Down Exit Down Exit
Change
Exit
language
BOARD CLAMPS
•按Exit ,退回主菜单
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME SOLVENT
PRIME PAPER
PRIME SOLVENT
maint
Exit Exit
换顶针(1)
• 在主画面面,按Setup
Run Open Paste Clean Adjust Setup monitor maint
Exit
Cover Setup
Step
Reset
• 如果识别点位置偏移较多,可按Adjust调整 识别点座标.
• 如果画面上找不到识别点,可通过Search Step手动寻找识别点,直至找到为止.如果错 过,可按Search Reset搜寻位置复位.
Dek印刷机中文培训
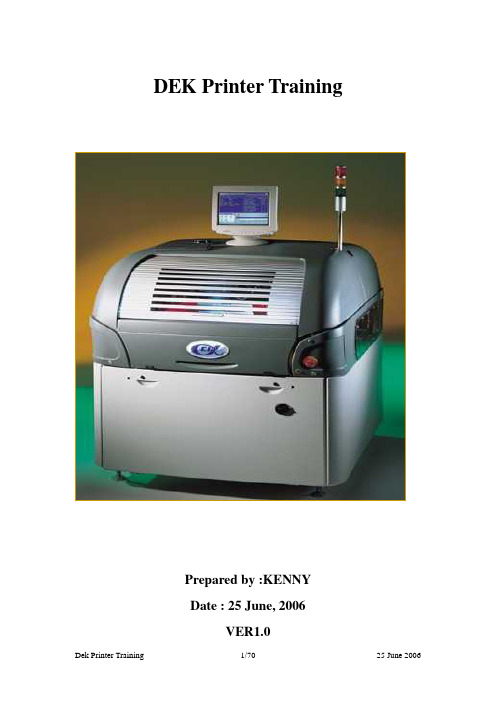
DEK Printer TrainingPrepared by :KENNYDate : 25 June, 2006VER1.01.Machine Overview机器概述DEK 710Stencil Size : 29” X 29”. If the stencil is not this size. Need to using Adapter.钢网大小: 29 寸 X 29 寸.如果不是这大小要用钢网适配器Camera: Cyber optic digital camera(Interface : IEEE1394 ,camera model is GREEN)相机用Cyber optic 数码相机(用IEEE1394连接, 相机型号 : GREEN)2XCMOS用二倍CMOS 镜头FOV=11.3 x 8.5 mm每次可照大小是11.3 x 8.5 mm15 microns per pixelFiducial Size : 0.5mm - 3.0mmConveyor type : Front Fixed , L-L,R-R,L-R,R-L(If using Right to Left, it have right feed delay time) 送板模式: 固定边在前面, 左进左出,右进右出,左进右出,右进左出(如果设定是右进左出‧,会有一延迟时间设定)PCB support : 81mm height 顶针是81mm高Setup Machine Frame Leg : 36mm & 24 mm Spanner.机器脚的板手用36mm及24mm Voltage : 230V single phase(max 10A)230伏单相电‧最大电流10安培Weight :650kg 重量650kg.Table is fixed. Stencil can adjust.抬XY固定.只可上落U,钢网可XY方向走动Screen Offset Adjust钢网走动X,Y offset : +-3 degreeX & Y正负三度X have two offset motor (Fwd & rear) X 方向有两个马达Y only have one offset motor. Y方向有一个马达Only 2 fiduical moark can setup. 只有二个MARK(PCB 2 个, 钢网2个)Board stop : Only mechnical stopper. 停板用机械气动顶住One Board detect sensor有一个看PCB的感应器Board Handling :Minimum Size 40 x 50mmMaximum Size 508 x 508mmThickness 0.2mm - 6mmMaximum Weight 1KgWarpage Up to 8mm including PCB thicknessUnderside Clearance Programmable 3mm - 42mmOperating EnvelopeTemperature 10 - 35°C (50 - 95°F)Humidity 30 - 70% Relative Humidity (non condensing)Approx. Weight 650kgApprox. Dimensions 1314mm X 1608mm X 1825mm (Machine)2.E-STOP Button & Signal Tower紧急按纽及信号灯3.PCB Clamping & System Switch 夹板刀和开机按纽PCB clamping is very SHAPE(0.1mm Thickness). Please take care.夹板刀十分锋利(0.1mm厚)!请小心4.Left & Right Toggle Button左右两按纽控制Left & Right Toggle Button are using in Diagnostic Mode.左右两按纽控制在诊断模式用5.Power up machine.开机的次序3Check Air Pressure. Normal is 0.5Bar – 0.6Bara. If Lower than 0.3Bar will have pressure too low alarm.检查气压,正常在 0.5Bar 至 0.6 Bar.如果少于0.3 Bar 会有气压过低的报警机器开不了的3Measure the AC input power is within 230V +/- 10%. Power Consumption Max 10A.检查电源在230 伏正负百分之十内.最大电流10安培3Release E-stop Button.放开紧急停止按纽3Turn on the Main Power Switch.At Machine Front Right Middle Position. 打开总电开关在机器前面右中位置3Computer will automatic Turn on. 计算机会自动开机3Please make sure the Under screen cleaner at the Front Home position.If not, I will have an Screen Cleaner out of position Alarm要把擦网纸的部分拉到最前面原点的位置o不然就会出擦网纸超出位置3Take out all Table’s tooling support pins.先把所有放在的顶针取出来3After computer boot up , it will automatic start the DEK Printer Software.当计算机开了!自动会启动DEK Printer应用程序.然后出现以下图像It will do Dongle Initialised & Vision System initialised.先启动加密狗及相机初始化If Dongle Initialised Fail, please check the USB Key & Flash disk. 如果加密狗初始失败,先检查一下加密锁及U盘有没有弄松If Vision System initialized, Please check the IEEE1394 cable to Camera & PC. 如果相机初始化失败,先检查一下IEEE1394的线有没有弄松3Press System power Blue Button. It will Perform Reference Position按蓝色的按纽,自动回到原点!3Dongle initialized3Vision system unit3Squeegees(go to front & rear squeegees home sensor)3Rising table(go to table home sensor)3Camera(go to X & Y home sensors)3Print carriage(go to print carriage home sensor)3Screen changer(X fwd , X rear & Y offset motor home position)3Rail to board width(go to rail home sensor at 508mm)3Tooling(go to lifter table home sensor)6.LOAD PRODUCT 运行程序7.SETUP MENU设定菜单WORK PARAMETER网络参数9.OPTION PARAMETER选择参数11.PERFORMANCE PARAMETER施行参数13.CREATE PRODUCT MENU建立产品14.TOOLING顶板工具Tooling Type = MAGNETIC 顶针一般都用磁铁的Board Stop X = Board Length板长 / 2 Board Stop Y = Board Width 板宽* 2/3 Setup ToolingUnder Clearance 板底的空间高度点Transport Height送板高度点Contact Height印刷板高度点Board Clamp板会夹紧点VISION HEIGHT 位置会走到看MARK 点的高度右进左出方向15.SETUP CONSUMABLES设定消耗品Select Blue Cleaner.Setup Wet Clean, Dry clean & Vacuum Clean(Max 6 sweep) 设定湿擦,干擦及真空.最多六个16.SETUP SQUEEGES设定刮刀17.SCREEN SETUP钢网类别ADJUSTMENTS AND SETTINGS Screen Depth AdjusterThe screen depth adjuster has two scales as follows:The rear of stencil to front of image scale, marked on the top of the screen depth adjuster, can be used for either centre justified or front justified stencils. The scale has both imperial and metric units as follows:•Metric - 150mm to 650mm •Imperial - 6” to 26”When using this scale the screen depth adjuster is set to the rear of stencil to front of image value. The figure below shows this measurement for both centre and front justified stencilsFigure 12-3 Rear of Stencil to Front of Image MeasurementIf the Screen is Center justified image,use Right Hand Side Marker Put the screen location. Position must the PCB width.放钢网的时侯要注意!中间开孔要看右手边!位置定了是PCB的宽度If the Screen is Edge justified image, Use Right Hand Side Marker Put the screen location. Position must the distance from Front Stencil to Front Image. 放钢网的时侯要注意!钢网边开孔的要看右手边!位置定了是钢网边开孔的长度.18.SPC SETUP统计设定19.LOAD BOARD送PCB板****Must select Auto Board.一定要用自动送PCB板20.SETUP FIDUCIAL设定MARK点.21.CONFIRM ALIGN确定校正22.Print Board & Unload Board印PCB板及送PCB板走23.RISING TABLE CHANGING PRINT POSITION更改印刷高度Go to Diagnostic Mode.一定要在诊断模式24.Squeegee print height calibration(In Diagnostic menu)•Select Calib Machine menu•Select Pressure•Select Continue•Select Step up /Step down to adjust the squeegee pressure•It will setup the Front & Rear Squeegee pressure.DEK印刷机调机教材1、正确了解程序中的每一参数在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
DEK操作教材 ppt课件

PPT课件
15
PPT课件
16
PPT课件
17
A-265 Infinity鋼版更換:
假如鋼版已經在印刷機內部將要更換﹒ 步驟1.-按更換鋼版(Change Screen-F5)﹒
Mode
Load Data
Edit Setup Change Change Change Data Squeege Screen Tooling language Exit
21
步驟6.按下綠色(藍色)SYSTEM系統按鍵:(圖22)
SYSTEM STRAT
PPT课件
(圖22)
22
工具的設定(Tooling Setup):
在生產時選擇適當要求撐pin支撐板子﹒ 步驟1.按更換工具(Change Tooling-F6):
Mode
Load Data
Edit Setup Change Change Change Data Squeege Screen t Tooling language Exit
Lower Board Head Clamp
Prime paper
PPT课件
Prime Solvent
Exit
29
步驟9. 取下已用完之紙捲, 換上新紙捲
面對機器右視 圖
卷紙方向
PPT课件
30
END THANKS !
PPT课件
31
Paste Clean
Run
Head Load Screen Adjust Setup
Monitor Maint.
步驟2.按手動放置(Manual Load-F2)
Auto Manual
Load
Dispense Load
德森印刷机培训教材.doc
版本/版次A0页次/页数2/21 1.0、目的:1.1、确保能够熟练,高校的运用德森1.2 使操作员正确规范使用德森2.0、范围:仅限于SMT 德森印刷站3.0、定义:无4.0、职责:工程课: 负责机器的保养/调试/维护生产课: 操作员在培训后规范的操作机器5.0、内容:5.1、德森PRINTER 的外观介绍:5.1.1 外观介绍.( 1.三色信号灯.2.两按钮控制.3.系统按钮.4.主电源文件.5.机器照明灯6.紧急停止按钮7.监视器)5.1.2 机器菜单介绍.版本/版次A0页次/页数3/215.2打开机器主电源开关,将自动进入主窗口画面。
操作程序如下:打开总电源开关打开气源开关打开机器主电源开关进入机器主画面(主菜单)4.2.1归零操作版本/版次 A0 页次/页数4/21第四章 操作系统说在主窗口显示的“现在进行归零操作吗?”对话框中,选择“否”,机器仍回到主窗口画面;选择“是”,机器进行归零操作,出现如图4–2画面,并显示[当前位置]对话框,显示各运动轴当前的坐标值:4.2.2主菜单栏如图4–3所示、主菜单包含[文件]、[操作]、[设置]、[查看]、[帮助]所有的控制命令。
4-3 主菜单栏4-3 主菜 4-3 主菜单栏图单击主菜单中的每一项均有下拉菜单出现,如单击[文件],出现下拉菜单,可以进行文件[新建]、[打开]、[保存]、[保存为]、[退出]等项操作,如图4–4所示。
选择“新建”按钮,输入密码后再输入新建文件目录名(Prj 文件形式),在以后的操作中所有设置即保存在此文件名下。
图4-4 〈档〉下拉菜单单击主菜单中的[操作],出现下拉菜单,可以进行 [开始生产]、[停止生产]、[ I/O 检测]、[归零操作]、[过板]、[复位]、[联机工作]、[产量清零]、[生产设置]、[刮刀后退] [刮刀前进] [运动测试] [机器参数]等项操作,如图4–5所示。
版本/版次A0页次/页数5/21图4-7〈查看〉下拉菜单单击主菜单中[帮助],出现下拉菜单击主菜单中[帮助],出现下拉菜单击主菜单中[帮助],出现下拉菜单,可对本机器的[操作说明],[故障查询]及公司简介[关于DESEN]等项目进行阅读,如图4–8所示。
Jingdaxing-line操作工技术培训资料(1)
2、粗筛 在碎浆后的第二次除渣由 1段粗筛和2个高浓除渣器, 2段粗筛和3段粗筛完成。这个工序有两个作用:第一,去除重杂质, 包括纸夹子、订书订、石头。另一个作用是去除任何的存在浆里的轻杂质。筛板的孔径为 2.0mm。 粗筛系统包括:一个 CS-250LF筛在1段,2个HC-200B的高浓除渣器,一个 CS-90LF筛在2段,和CS-90LF在3段。1段 和2段粗筛的良浆流向卸料塔, 3段粗筛的良浆则流向二段粗筛喂料浆泵。 一段粗筛的重杂质流入二段粗筛喂料泵,在通过高浓除渣器后良浆是流入到二段粗筛。轻杂质从粗筛顶部的 liteflo分离器 除掉。 一段粗筛的生产能力由良浆阀来调节,良浆进入卸料塔。一段粗筛的渣浆流量是与良浆流量的比率而控制的,排渣比率是 由操作者设定的。 二段粗筛喂料泵出口有一个调节阀,浆通过高浓除渣器后到二段粗筛,二段粗筛喂料泵控制着除渣器良浆压力。高浓除渣 器恒定的工作条件由良浆的回流来调节,通过测量高浓除渣器的进浆和良浆压力,使循环浆重新回流。 通过废渣捕集器周期的开动闸阀来排渣,系统有两个闸阀 1#和2#来排除杂质。冲洗水阀门 4#和除气阀3#和两个冲洗阀。 冲洗水进入重杂质捕集器由一个手动阀控制。重杂质被导入螺旋提渣机。 二段粗筛的生产能力由良浆阀调节,它的流量是由良浆流量和渣浆流量的比率来控制。比率是由操作者设定。良浆进入卸 料塔。 粗筛稀释槽的液位由稀释水控制,稀释水来自 1#清滤液槽。 三段粗筛的生产能力由良浆阀调节,它的流量是由良浆和渣浆的比率控制。良浆是进入到二段粗筛喂料泵的入口。流量调 节阀控制着三段粗筛的渣浆流量。三段粗筛出来的渣浆进入污泥槽。 三段粗筛的渣浆排放是由时间控制的。当三段喂料泵启动,集渣时间开始计时。排渣阀的最小开度是 20%,阀门的开度根 据渣浆流量调节。当集渣时间过去,渣浆阀完全打开,在排渣时间结束后关闭到预先的位置。 一、二、三段粗筛的压差测量可以预防堵塞问题。事实上,压差上升太多(即高于 0.5bar),排渣阀和稀释水阀开始打 开,而良浆阀开始关闭,以 1%/s的步调关,直到压力转为正常(比如 0.4bar以下)。当压力正常了,流量控制就恢 复。当压差升过 HH-限位,则粗筛急停。在这种情况下,筛的电机停止,良浆阀关闭,喂料泵停止。 轻杂质的排放由时间间隔控制。当给定了集渣时间后,在 litoflo-元件顶部的排渣阀和稀释水阀完全打开。轻杂质就从 litoflo元件排走。在排渣时间之后,排渣阀和稀释水阀关闭到原先设定的开度。 在开机组启动时,一、二、三段粗筛自动充水,筛顶部的轻杂质排渣阀和底部的稀释水阀打开(其它的阀门都关上)。当 喂料压力上升到 20KPa,阀门关上。 当停机4小时以上,在电机开动前必须把粗筛充满水。
制浆岗位培训教材
绞绳断应如何处理,应注意哪些方面 如果剩余绞绳足够长,则立即放下重引,绞绳控制改为手 动,按下降按钮,把绞绳放入碎浆机内,直到绞绳重新拉 紧。 如果绞绳不够长,则抬起压轮,用行车将绞绳掉出,重新 放入引绳。 注意: 重引时,应将绞绳控制改为手动控制 重引时,碎解浓度不宜过大,要适当降浓。 重引后,要密切注意绞绳的拉紧程度,如果拉紧则已接 上,此时不要忙于拉,要适当延长一段时间后再拉,确 信接上后,若断绳时间短,则手动拉出一点,再将绞绳 控制投入自动状态,若断绳时间长或绞绳接上时绑的太 紧,则可能是大头,需要立即拉出大头,重换引绳。
常见问题汇总 断绞绳的因素 碎解液位太低 适当提高液位设定值,保证渣井有溢流即可。 调节碎浆机液位控制PID参数,以避免液位波动大。 碎解浓度不能太小,以防卸料量大。 原料中铁丝太少或原料中铁丝投入不均匀 加强检查并及时调整绞绳控制时间 碎解浓度太大 上料不均匀 碎解浓度太小 上料不均匀 绞绳控制时间设定不合理,收集时间短造成绳细。
根据运行情况,调节好室外蒸汽手阀开度;注意气 动阀开度是否正确有无“卡死”现象 。 每小时对所属设备巡回检查一次,检查有无跑冒滴 漏现象,设备运转声音有无异常。
正常运行时检查:
检查多盘运行情况、喷淋水压及喷嘴堵塞、盘扇剥 离和卸料情况。 每班仔细检查所属除渣器运行,堵塞,损坏及疏通 情况。 检查系统白水温度是否符合工艺要求。 检查各筛运行是否良好、有无异响,进浆、良浆及 尾浆(渣)压力和流量是否正常。 检查各除渣器运行、堵塞和损坏情况,能处理的及 时处理;
检查热分散系统运行情况有无异常;螺旋压榨机筛 板有无堵、糊筛板的情况,有问题要及时反映并进 行正确的处理。 检查盘磨系统运行是否正常:轴承是否过热、振动 是否过大、盘根密封水压力、进出口浆压是否在工 艺范围内,有无碰刀等异响。 在检查过程中如果所属设备出现故障,立即用对讲 机通知值长,并协调设备人员积极处理。 停机后工作: 停机时各筛子的排渣阀必须打开,将筛子内渣浆排 空,防止筛子被卡启动不了,严重损坏筛鼓或烧毁 皮带。 停机前要弄清楚停机时间长短,要根据停机时间长短作好 相应的工作安排,并提前作好准备工作。
DEK印刷机培训教程
DEK印刷机培训教程2010.6.25目录1安全注意事项………………………………………………………1-2页2开机………………………………………………………………………….3页3程序的调用………………………………………………………………3-7页4印刷机程序制作……………………………………………………….7页4.1新产品建立……………………………………………………………...7-9页4.2程序参数界面设置………………………………………………………9页4.2.1.支撑……………………………………………………………………9页4.2.2.耗材选项………………………………………………………………10页4.2.3.刮刀……………………………………………………………………12页4.2.4.钢网……………………………………………………………………13页4.2.5.基准点…………………………………………………………………13页4.2.6.2D检测………………………………………………………………..17页4.2.7.基板限定数……………………………………………………………23页5关机………………………………………………………………………..22-24页6耗材的更换………………………………………………………………..24页6.1,网板擦拭纸的更换……………………………………………………..25页6.2,网板清洗液的添加……………………………………………………..28页7设备异常处理……………………………………………..28页1、安全注意事项: (3)1.1、接触焊锡膏时应佩戴手套 (3)1.2、取放刮刀时,避免刀锋划 (3)1.3、手动移动设备内各部件时, (3)1.4、手动移动设备时,必须确认 (4)1.6、设备使用中如果发生非正常 (4)2 开机 (5)1、安全注意事项:1.1、接触焊锡膏时应佩戴手套如果焊锡膏接触皮肤,应立即用水冲洗.1.2、取放刮刀时,避免刀锋划过皮肤,防止划伤身体。
造纸工艺原理与设备培训教材(DOC 32页)
造纸工艺原理与设备培训教材(DOC 32页)(1)低浓打浆在低浓范围内打浆,随着打浆的浓度的逐渐增加,则刀辊之间的浆层较厚,纤维数量提高,有利于纤维间的挤压和揉搓作用,有助与纤维分散,溶胀和纤维化.同时单根纤维所分担承受的压力也相应的减少,从而减轻了纤维的切断作用.(2)中浓打浆中浓打浆多是带有强制喂料装置的特殊的盘磨机中进行.中浓打浆能有助于提高纸张强度,但其效果不堪显著,且动力消耗又较高,所以一般不用.(3)高浓打浆高浓打浆主要依靠磨盘间的纸料相互摩擦,而不是依靠磨盘本身的作用,因此盘磨的间隙可以加大,从而避免了纤维的过渡压和切断。
高浓打浆增加了纤维的细纤维化程度和比表面积,提高了纸料的保水值和增加了纤维间的结合力,为此当纸页在纸机干燥时,成纸的伸长率大幅度的增加,这对纸袋纸特别有效.3打浆温度打浆时由于纸料和刀的摩擦,以及纤维相互之间的摩擦而产生的热量,特别是打沾状奖量更为显著.浆料温度高,影响纤维溶胀,打浆时间长,打浆度不易提高,并影响施胶效果和纸张性质.4纤维性质和纸料化学成分不同种类的纤维原料,经不同纸浆制浆方法的处理,其纤维的物理性质,结构形态和化学组成均不相同,打浆的难易和成纸的性质和各有差异.在纤维形态方面主要有纤维的长度,宽度,长宽比,臂腔比和筛分等,对打尖和纸料性质影响大.纤维细而长,长宽比值大,打浆时纤维有较大的结合面积,成纸的强度高.臂腔比小,打浆时容易被压溃,分丝帚化,.成纸的强度高.(5)PH值对打浆的影响打浆的PN值主要取决于用水的质量和浆料的洗条。
在酸性条件下打浆,成纸强度低易发脆,对打浆不利,即在碱性条件下打浆,对纸页的耐破度有所提高,而撕裂度和透气度则有所下降。
四、打浆过程质量控制为控制好成浆质量,要进行打浆质量的检查。
1、打浆度俗称叩解度。
以打浆度值反映将料脱水的男易程度,综合的表示纤维被切断、分裂、润胀和水化等打浆作用的效果。
2、纤维长度纤维长度的测定常用的方法有显微法和显微湿重法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DEK刮浆机培训教材(doc 29页)
部门: xxx
时间: xxx
制作人:xxx
整理范文,仅供参考,勿作商业用途
第3章DEK丝网刮浆机
3.1设备概观
3.1.1 DEK PRINTER的外观介绍
1.触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。
2.JOG BUTTON:用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上
的提示。
3.鼠标触屏:用手在屏幕上移动来移动鼠标。
4.系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER
DOWN),按下此键执行机器初始化。
5.急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。
6.静电接口
7.主电源开关
8.机器前盖
9.锡膏滚动灯开关
10.灯塔:用三种颜色标示机器当前的工作状态。
三色灯
红灯:设备无法作动
系统电源关闭
错误讯息显示
黄灯:设备未在准备状态
设备在初始化
设备在设定中
设备在维护下
黄绿灯:设备提示操作者注意
卡匣锡膏不足
擦拭纸卷用尽
擦拭溶剂耗尽
绿灯:设备可作动
设备在就绪状态等待
3.1.2机器内部动作机构组成介绍
DEK PRINTER的动作机构主要由以下几个部分组成:
1.PRINTHEAD MODULE
可升降,方便维修和操作。
2.PRINT CARRIAGE MODULE
用以驱动刮刀前后移动
3.SQUEEGEE MODULE
执行锡膏印刷功能
4.CAMERA MODULE
主要抓取PCB板和SCREEN 的FIDUCIAL。
5.SCREEN ALIGNMENT MODULE
执行印刷前PCB板和SCREEN的校准功能。
6.RAIL MODULE
执行过板和夹板功能
7.RISING TABLE MODULE
上升到VISION和印刷高度,
8.UNDERSCREEN MODULE
清洁SCREEN底部和网孔。
3.1.3 DEK PRINTER 的常用参数表
3.1.4 DEK PRINTER的常用操作
第一部分:一些常见指令含义
Abort:按下该键得重新初始化机器,或忽略当前提示。
Retry: 按下该键重新检查错误的情况。
Recover: 按下该键立即继续其操作,该功能模组回到他们的原点位置,并不用重新初始化整个机器,若出现该提示,该项为首选。
Diagnostics(Diagnos): 按下该键进入诊断,为进一步研究该问题。
Head: 按下该键允许升头操作,进入印刷头下面。
Continue: 按下该键继续进行当前的操作。
Fiducial Setup: 按下该键,设置基准点。
Maint.(Maintenance): 进行保养或维修。
第二部分:常用操作
下载生产程序
1:按下SETUP
2:按下LOAD DATA
3:利用LEFT/RIGHT/UP/DOWN键,选择所需生产文档
4:按下LOAD
5:按下EXIT
6:按下EXIT
换钢板
1:按下SETUP
2:按下CHANGE SCREEN
3:打开机器前盖
4:更换钢板
5:放下机器前盖
6:按下SYSTEM键。