8-武钢CSP连铸结晶器液面波动控制实践
连铸结晶器钢水流动控制技术范本
连铸结晶器钢水流动控制技术范本摘要连铸结晶器是在连铸过程中发挥至关重要作用的设备之一,其钢水流动控制技术对于连铸产品质量的稳定和连铸效率的提高至关重要。
本文通过文献综述和实践案例分析,总结了连铸结晶器钢水流动控制的常见技术,并提出了一种技术范本。
该技术范本包括四个方面的内容:温度控制、流速控制、流向控制和液相级控制。
希望通过本文的介绍,能够为连铸结晶器钢水流动控制技术的研究和应用提供参考。
关键词:连铸结晶器;钢水流动控制;温度;流速;流向;液相级一、引言连铸是一种将熔化状态的金属直接铸造成所需形状的方法,可以生产出各类铸坯、薄板、线材等产品。
在连铸过程中,结晶器作为关键设备,直接影响着产品的质量和生产效率。
结晶器内钢水的流动控制技术,是提高连铸产品质量和生产效率的关键。
二、连铸结晶器钢水流动控制技术2.1 温度控制钢水的温度对于连铸产品的质量具有重要影响。
在结晶器中,钢水的温度应在一定的范围内保持稳定,并能满足产品的铸造要求。
温度控制主要包括两个方面的内容:钢水的初始温度控制和在线温度控制。
2.1.1 初始温度控制初始温度是指连铸开始之前的钢水温度,其直接影响着结晶器中钢水的凝固过程。
初始温度过高会导致结晶器中的渣浮,影响钢水流动和连铸产品质量;初始温度过低会导致结晶器中的孔隙和偏析,同样会影响产品质量。
因此,正确控制初始温度非常重要。
2.1.2 在线温度控制在线温度控制是指在连铸过程中对钢水温度进行实时监测和调整。
通过对结晶器中的温度传感器数据进行采集,结合温度模型和算法,可以控制结晶器中的钢水温度在一定范围内波动,并根据需要进行调整。
在线温度控制可以提高连铸产品的凝固结构和力学性能。
2.2 流速控制钢水的流速是指在结晶器中钢水的流动速度。
流速的大小直接影响着结晶器中钢水的凝固过程和均匀度。
流速控制主要包括连铸速度和结晶器内壁的涂层。
2.2.1 连铸速度控制连铸速度是指金属连续凝固过程中的铸造速度。
薄板坯连铸结晶器水质攻关实践
2020年第5期宝 钢 技 术薄板坯连铸结晶器水质攻关实践王红军,王春锋,钱 龙(武汉钢铁有限公司条材厂,湖北武汉 430080) 摘要:武汉钢铁有限公司条材厂CSP产线在2017年开始发现结晶器铜板水侧结垢严重,对水垢取样化验,其主要组成是钙化物、磷酸盐和铁锈。
通过对工艺数据分析发现,引起结晶器水侧结垢的主要原因是铸机提拉速导致结晶器水温上升,加上结晶器水处理药剂不合理,导致了结晶器水处理药剂发生水解、失效,导致了管道的锈蚀、钙酸盐的形成,最终由于结晶器铜板的温度升高而黏附在结晶器铜板壁上。
通过对结晶器药剂的更换、设备改造升级等措施,结晶器水质得到了改善,Fe2+含量基本控制在1.0mg/L以下,pH值控制在8~9之间,电导率和浊度都控制在合理范围内,而且比较稳定,结晶器铜板水侧没有发生结垢现象。
关键词:薄板坯;聚磷酸盐;结垢;结晶器水质中图分类号:TG233.6 文献标志码:B 文章编号:1008-0716(2020)05-0055-06doi:10.3969/j.issn.1008-0716.2020.05.012PracticeonkeyproblemsofwaterqualityinthinslabcontinuouscastingmouldWANGHongjun,WANGChunfengandQIANLong(PlantofLongProduct,WuhanIron&SteelCo.,Ltd.,Wuhan430080,Hubei,China) Abstract:Since2017,scalingonthewatersideofthemouldcopperplateofCSPofWISCOwasfoundouttobeserious.Aftertest,themaincomponentsofthescalingwerecalcification,phosphateandrust.Throughtheanalysisofprocessdata,itisfoundthatthemaincauseofscalingonthewatersideofthemouldisthatthewatertemperatureofthemouldrisesduetotheincreaseofcastingspeed,andtheirrationalwatertreatmentagentofthemouldleadstothehydrolysisandfailureofthewatertreatmentagentofthemould,whichleadstothecorrosionofthepipelineandtheformationofcalciumsalts.Finally,theplateisadheredtothewallofthemouldcopperplateasthetemperaturerises.Thewaterqualityofthemouldhasbeenimprovedbymeansofchangingthemouldreagentandupgradingtheequipment.ThecontentofFe2+isbasicallycontrolledbelow1.0mg/L,thepHvalueiscontrolledbetween8and9,theconductivityandturbidityarecontrolledwithinareasonablerange,andarerelativelystable.Thereisnoscalingphenomenononthewatersideofthecopperplateofthemould.Keywords:thinslab;polyphosphate;scaling;waterqualityofmould王红军 工程师 1985年生 2008年毕业于武汉科技大学现从事连铸工艺研究 电话 15926433358E mail E82187@baosteel.com 连铸结晶器冷却水为软水,为连铸结晶器冷却的核心介质,通过在结晶器管道内循环,起到冷却结晶器铜板从而带走钢水热量的作用。
连铸结晶器钢水流动控制技术范文(二篇)
连铸结晶器钢水流动控制技术范文一、引言连铸结晶器是连铸过程中的核心设备之一,在钢水凝固过程中起着至关重要的作用。
钢水的流动控制技术对铸坯质量和生产效率具有重要影响。
本文将介绍连铸结晶器钢水流动控制技术的发展现状和研究进展。
二、连铸结晶器钢水流动的基本原理连铸结晶器钢水流动的基本原理是通过控制钢水的流动速度和流动方向来控制结晶器内的温度场分布和结晶器壁面温度。
钢水的流动速度和流动方向影响了结晶器内的温度分布,进而影响了铸坯的凝固过程和凝固组织的形成。
三、连铸结晶器钢水流动控制技术的分类连铸结晶器钢水流动控制技术可分为机械控制技术和流场控制技术两大类。
1. 机械控制技术机械控制技术主要通过调整结晶器内的导流板、转轴和转子等机械装置来改变钢水的流动速度和流动方向。
通过改变机械装置的结构参数和运行参数来实现流动控制。
2. 流场控制技术流场控制技术主要通过改变结晶器内的钢水流动状态来实现流动控制。
主要包括利用激振器产生的振动力改变钢水流动状态,利用电磁场改变钢水流动状态,以及利用气体喷射改变钢水流动状态等。
四、连铸结晶器钢水流动控制技术的研究进展1. 机械控制技术的研究进展机械控制技术主要包括导流板的设计和优化、转轴和转子的结构设计等方面。
近年来,研究者通过数值模拟和实验研究等手段,对机械控制技术进行了深入研究。
通过优化导流板的形状和位置,可以改变钢水的流动速度和流动方向,进而改善结晶器内的温度分布和凝固组织形成。
2. 流场控制技术的研究进展流场控制技术的研究主要集中在利用激振器、电磁场和气体喷射等手段改变钢水流动状态的方法上。
研究者通过对结晶器内流场的数值模拟和实验研究,探索了不同流场控制方法对钢水流动的影响。
研究结果表明,适当的振动力、电磁场和气体喷射等手段可以改变钢水的流动状态,进一步优化铸坯的凝固过程和凝固组织形成。
3. 综合控制技术的研究进展综合控制技术是机械控制技术和流场控制技术的结合,旨在通过相互协调和优化,实现更好的流动控制效果。
结晶器液面波动成因及控制
应相 变 8 F e+L 一- y F e , 会 产生 约 0 . 3 8 % 的 体 积 收 缩, 坯 壳 与 结 晶器 铜 板 问产 生 问 隙 , 影响传热, 造成
初生 坯壳不 均 匀 , 出结 晶器 后易 产生鼓 肚 , 从 而 引起 液面 波动 ; 再如 , 对 于铝镇 静钢 , 钢水处 理不 好 , 或保 护浇 铸 效 果 差 时 , 钢 中夹杂物 和脱氧产 物 ( 如 A l , O 、 C a O、 S i O , 等) 易形成 高熔 点 聚合 物 附着在 水
( 1 . 河北钢铁集 团 河北钢铁技术研究 总院, 河北 石家庄 0 5 2 1 6 5 ; 2 . 唐山不锈钢有限责任 公司 , 河 北 唐
山 0 6 3 0 1 0 )
摘要 : 结 晶器 液 面 波动 是连 铸 过 程 中 的常 见 现 象 , 液面波动过 大会造成 铸坯夹 杂物含量 超标 、 纵 裂 等 产
0 5 2 1 6 5; 2 . T a n g s h a n S t a i n l e s s S t e e l Co . , L t d . , Ta n g s h a n, He i b e i , 0 6 3 01 0)
Abs t r a c t :Th e l e v e l f lu c t u a t i o n i n m ol d i s a n o r ma l s i t ua t i on i n c o nt i nu o us ca s t i ng. Too l a r g e f lu c t ua t i o n
连铸 过程 中要求 将结 晶器 液面 波动控 制在 一定 范 围 内( 一般为 ± 3 mm) , 液 面波 动过 大将会 影 响结 晶器 保护 渣 的三层结 构 , 破 坏其 润滑 和传 热平 衡 , 导
结晶器液面自动控制系统功能的优化与创新
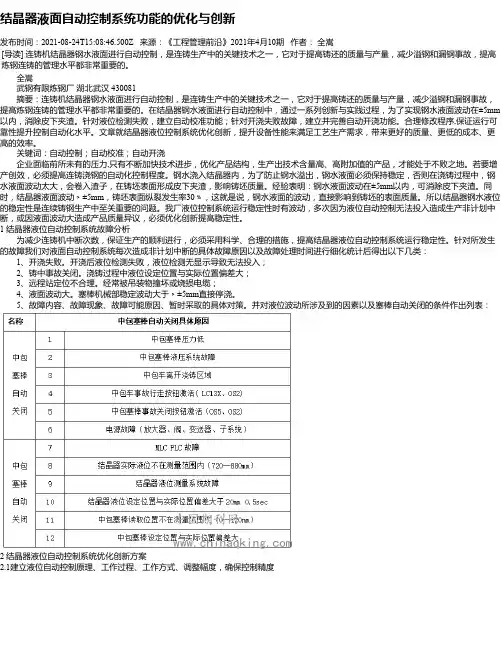
结晶器液面自动控制系统功能的优化与创新发布时间:2021-08-24T15:08:46.500Z 来源:《工程管理前沿》2021年4月10期作者:全嵩[导读] 连铸机结晶器钢水液面进行自动控制,是连铸生产中的关键技术之一,它对于提高铸还的质量与产量,减少溢钢和漏钢事故,提高炼钢连铸的管理水平都非常重要的。
全嵩武钢有限炼钢厂湖北武汉 430081摘要:连铸机结晶器钢水液面进行自动控制,是连铸生产中的关键技术之一,它对于提高铸还的质量与产量,减少溢钢和漏钢事故,提高炼钢连铸的管理水平都非常重要的。
在结晶器钢水液面进行自动控制中,通过一系列创新与实践过程,为了实现钢水液面波动在±5mm 以内,消除皮下夹渣。
针对液位检测失败,建立自动校准功能;针对开浇失败故障,建立并完善自动开浇功能。
合理修改程序,保证运行可靠性提升控制自动化水平。
文章就结晶器液位控制系统优化创新,提升设备性能来满足工艺生产需求,带来更好的质量、更低的成本、更高的效率。
关键词:自动控制;自动校准;自动开浇企业面临前所未有的压力,只有不断加快技术进步,优化产品结构,生产出技术含量高、高附加值的产品,才能处于不败之地。
若要增产创效,必须提高连铸浇钢的自动化控制程度。
钢水浇入结晶器内,为了防止钢水溢出,钢水液面必须保持稳定,否则在浇铸过程中,钢水液面波动太大,会卷入渣子,在铸坯表面形成皮下夹渣,影响铸坯质量。
经验表明:钢水液面波动在±5mm以内,可消除皮下夹渣。
同时,结晶器液面波动﹥±5mm,铸坯表面纵裂发生率30﹪,这就是说,钢水液面的波动,直接影响到铸坯的表面质量。
所以结晶器钢水液位的稳定性是连续铸钢生产中至关重要的问题。
我厂液位控制系统运行稳定性时有波动,多次因为液位自动控制无法投入造成生产非计划中断,或因液面波动大造成产品质量异议,必须优化创新提高稳定性。
1 结晶器液位自动控制系统故障分析为减少连铸机中断次数,保证生产的顺利进行,必须采用科学、合理的措施,提高结晶器液位自动控制系统运行稳定性。
结晶器内钢液面波动分析与控制
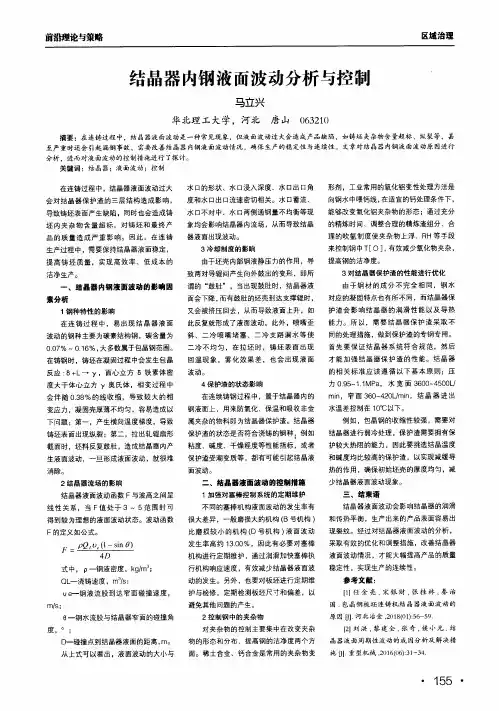
1钢种特性的影响 在连铸过程中。易出现结晶器液面 波动的钢种主要为碳素结构钢,碳含量为 0.07%~0.16%,大多数属于包晶钢范围。 在铸钢时,铸坯在凝固过程中会发生包晶 反应:6+L—y。面心立方6铁素体密 度大于体心立方y奥氏体,相变过程中 会伴随O 38%的线收缩,导致较大的相 变应力,凝固壳厚薄不均匀。容易造成以 下问题:第一。产生横向温度梯度,导致 铸坯表面出现纵裂;第二,拉出轧辊扇形 截面时.坯料反复鼓肚,造成结晶器内产 生液面波动,一旦形成液面波动,就很难 消除。 2结晶器流场的影响 结晶器液面波动函数F与波高之间呈 线性关系,当F值处于3~5范围时可 得到较为理想的液面波动状态。波动函数 F的定义如公式。
连铸结晶器钢水流动控制技术
连铸结晶器钢水流动控制技术是指在连铸结晶过程中,通过合理的流动控制手段,优化钢水流动状态,实现均匀结晶生长,提高结晶器内钢水温度和浓度分布的均匀性,从而保证坯料的质量和性能。
连铸结晶器是连铸工艺中最重要的关键设备之一,其主要功能是将钢水从浇铸盘导入到结晶器内,并通过结晶器的结晶生长过程使钢水冷凝成坯料。
在结晶生长过程中,钢水的流动状态对坯料的质量和性能有重要影响。
因此,钢水流动控制技术成为提高坯料质量和生产效率的关键。
钢水流动控制技术主要包括三个方面的内容:流量控制、流速控制和流向控制。
流量控制是指通过调节钢水流量的大小,控制钢水在结晶器内的流动情况。
合理的流量控制可以保证结晶器内的流动速度和流动方向,防止钢水在流动过程中出现堵塞或煮沸现象,确保坯料的内部结构和外观质量。
流量控制主要通过控制浇铸速度和钢水浇注深度来实现。
浇铸速度是指钢水注入结晶器的速度,根据坯料的尺寸和形状,可调整浇铸速度来控制钢水的流动情况。
钢水浇注深度是指钢水注入结晶器的深度,通过控制浇铸深度,可以控制钢水在结晶器内的流动速度和流动状态。
流速控制是指通过调节钢水流速的大小,控制钢水在结晶器内的流动速度。
流速控制可以改变钢水的流动状态,使其更加均匀地流过结晶器内的结晶生长区域,从而实现结晶生长的均匀性。
流速控制主要包括控制结晶器出口的流速和控制结晶器内的流速。
结晶器出口的流速可以通过调节结晶器出口的形状和尺寸来实现。
结晶器内的流速可以通过调整结晶器内的流道和流道尺寸来实现。
流向控制是指通过调节钢水的流向,控制钢水在结晶器内的流动方向。
流向控制可以改变钢水在结晶器内的流动路径,使其更加均匀地流过结晶生长区域,从而实现结晶生长的均匀性。
流向控制主要包括调整结晶器内的流道设计和控制钢水的注入方向。
结晶器内的流道设计可以通过增加或减小流道的数量和尺寸来实现。
控制钢水的注入方向可以通过调整浇铸角度和钢水注入位置来实现。
以上所述为连铸结晶器钢水流动控制技术的主要内容。
连铸结晶器钢水流动控制技术详细版
文件编号:GD/FS-9807(解决方案范本系列)连铸结晶器钢水流动控制技术详细版A Specific Measure To Solve A Certain Problem, The Process Includes Determining The Problem Object And Influence Scope, Analyzing The Problem, Cost Planning, And Finally Implementing.编辑:_________________单位:_________________日期:_________________连铸结晶器钢水流动控制技术详细版提示语:本解决方案文件适合使用于对某一问题,或行业提出的一个解决问题的具体措施,过程包含确定问题对象和影响范围,分析问题,提出解决问题的办法和建议,成本规划和可行性分析,最后执行。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
连铸板坯的表面和内部缺陷与结晶器内钢液的流动状态密切相关。
伴随着连铸机拉速的提高,结晶器内液面波动加剧,容易产生卷渣,造成铸坯质量恶化。
采用结晶器钢水流动控制技术可以改善结晶器内流场形态,抑制水口出流速度以平稳液面,促进夹杂物上浮。
连铸板坯的表面和内部缺陷与结晶器内钢液的流动状态密切相关。
伴随着连铸机拉速的提高,结晶器内液面波动加剧,容易产生卷渣,造成铸坯质量恶化。
采用结晶器钢水流动控制技术可以改善结晶器内流场形态,抑制水口出流速度以平稳液面,促进夹杂物上浮。
用于板坯结晶器的电磁制动(EMBr)、电磁流动控制(FC结晶器)和多模式电磁搅拌(M-MEMS)是结晶器钢水流动控制技术的典型代表。
电磁制动器通过对结晶器施加一个与铸流方向垂直的静态磁场而对流动的钢液进行制动。
钢流由于电磁感应而产生感应电压,因此在钢液中产生感应电流,这些电流由于受到静态磁场的作用而产生一个与钢水运动方向相反的制动力。
连铸结晶器液面波动控制及检测技术研究
d1 d 2 Vm vs cos d nail
d d2 1 b2 b1 (a2 hlump a1hlump ) cos 1 d (d lump ) 5 d nail
dVm
Vm Vm Vm d (d lump ) d (hlump ) d (d1 d 2 ) d lump hlump (d1 d 2 )
NF
90 92 94 96
Casting speed 2.0 m/min Casting speed 2.5 m/min Casting speed 3.0 m/min
90 92 94 96
0
100
200
ቤተ መጻሕፍቲ ባይዱ
300
400
500
600
0
100
200
300
400
500
600
Distance from center of nozzle (mm)
液面波动剧烈,3.0m/min最 高波动达~12mm 更易造成表面卷渣
0
100
200
300
400
500
600
0
100
200
300
400
500
600
Distance from center of nozzle (mm)
Distance from center of nozzle (mm)
t=60s
板坯连铸结晶器内钢水流动模式非常复杂,结晶器内钢水流速 检测方法主要包括以下几点:
放射同位素法
缺点是放射性元素污染
安装在结晶器一侧放射线源连续不断地放射出一定强度的γ射线,利用钢液对γ射 线的吸收程度来反映钢液液面的高度。
CSP连铸结晶器液位波动的分析
杨勇(马鞍山钢铁股份有限公司)摘要结晶器液位控制系统用于自动开浇,并在浇铸期间保持钢水液位在预设定恒定液位上,任何对预设恒定液位偏移都通过塞棒位置调整来补偿。
但是在实际生产中,仍然经常会发生钢水液面波动,这不仅严重影响了板坯质量,而且还降低了生产效率。
通过对马钢热轧连铸结晶器液面波动分析,发现了结晶器液面波动产生的原因,并提出了预防措施,降低了液面波动发生的几率。
关键词结晶器液位控制液位波动分析液面波动预防措施An Analysis of Fluctuat ions in the Mould Level of CSP CasterYa ng Yong(Ma anshan Iron & Ste el Co. Ltd. )Abstract The mould le vel control system se rve s to sta rt ca sting automatic ally and maintains a constant pre se tlevel during c asting. Any fluctuations f rom the pre se t level a re compensate d by a djusting the po sition of the stopperwhich controls the steel flow from the tundish into the mould. In practic al ope ration , howe ve r , level fluctuations oftenoccur , which seriously aff ects pro duction a s well a s sla b quality. Cause s of level fluctuations wer e found out through an2alyzing the mould level fluctuations at Maste el’s CSP ca ster a nd eff ective mea sure s wer e taken to control fluctuations.Key wor ds mould level control analysis of le vel fluctuations me asure s to control fluctuations0前言结晶器液位控制系统在CSP连铸系统中起着很重要的作用,是不可缺少的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武钢CSP连铸结晶器液面波动控制实践朱志强武钢股份条材总厂2012-7-10主要内容工艺装备与背景概述典型液面波动的特点及原因 控制液面波动的措施结论一、背景与工艺装备1. 背景薄板坯连铸机由于结晶器厚度薄,容积小,其流动强度是传统厚板坯铸机的3-4倍,高拉速下容易产生液面波动,极易发生卷渣,恶化保护渣的熔化、润滑与传热,导致薄板坯出现裂纹、凹陷、夹杂等质量缺陷,严重时还将导致漏钢事故。
2.武钢CSP连铸机主要设备工艺参数3250mm弯曲半径10305mm 冶金长度18185mm 铸机长度5段7个冷却区,17个冷却回路扇形段数自动(Co60放射源)结晶器液面控制1100mm 结晶器长度漏斗型冷坯宽度:900—1600mm 结晶器类型72mm结晶器:70—50mm (液芯压下后)92mm结晶器:90—70mm (液芯压下后)浇铸厚度(扇形段5出口):72/92mm 浇铸厚度(结晶器出口)900—1600mm 浇铸宽度(标称或冷宽度)2.8—6.0m/min 拉速33t 中包容量170t 钢包容量技术参数项目二、结晶器液面波动的特点及原因分析实际生产中,拉速、过钢量的变化对液面波动的影响是显著的,但除此之外,浇注过程中仍出现了一些异常情况导致的结晶器液面波动,这些异常导致的结晶器液面波动现象的特征也是不一样的。
根据这些结晶器液面异常波动的特点,结晶器液面波动可分为:·包晶反应与鼓肚现象·共振现象·液位检测与控制系统故障·结晶器流场异常1.包晶反应与鼓肚现象鼓肚现象是连铸过程中的常见现象,常见于高拉速、大断面铸坯尺寸的钢种连铸生产条件下,主要原因是冷却不足、坯壳强度不足以抵抗钢水静压力,导致铸坯在两排辊子之间产生鼓肚,鼓肚时产生泵吸效应,导致结晶器液面下降,随着拉坯的进行,鼓肚区域在同一排辊子之间被挤压,液相穴内钢水又回流到结晶器内,导致结晶器内钢水又迅速上涨,如此反复,结晶器内液面呈有节奏的锯齿状的波动。
包晶钢因其包晶反应,坯壳在结晶器内收缩剧烈且不均匀,传热减弱,坯壳厚度减薄,铸坯进入二冷区后,钢水静压力增加后也会发生因鼓肚导致的液面波动。
1.包晶反应与鼓肚现象(a)锯齿状的液面波动 (b)铸坯在扇形段辊子之间鼓肚 武钢CSP铸机生产某低碳合金钢时出现的液面波动结晶器液面呈锯齿状波动,波动周期3.7s,拉速为2.9m/min,对应的辊间距为:3.7/60×2.9×1000mm=179mm,基本对应铸机扇形2段辊间距:180mm。
2.共振现象在浇注过程中,也经常出现类似于铸坯鼓肚的有节奏的结晶器液面波动现象,但与鼓肚现象不同的是,这种结晶器液面波动的周期约为0.8-1.0s 。
共振现象导致的液面波动(a )结晶器液面、塞棒位置波动(b )结晶器液面、塞棒位置波动、拉速局部放大结晶器液面波动的周期为0.9s ,而实际拉速波动周期为0.3s ,二者周期呈3倍的关系,构成了液面波动与实际拉速波动共振的条件。
3.液面检测与控制系统故障武钢CSP薄板坯连铸机的结晶器液位采用辐射系统测量,包括放射源和检测装置,分置于结晶器的两个宽边。
放射源采用Co60,被严格密封在保护箱内,放射强度(脉冲数/s)通过闪烁计数器测量,放射源与计数器之间的辐射吸收度是由结晶器液位高度决定的,放射强度与结晶器液位之间的关系近似为线性关系。
Co放射源闪烁计数器3.液面检测与控制系统故障液位检测系统将自动计算射线特性强度分布。
射线强度越高,即检测到的脉冲数越高,液面控制精度也就越高。
这套系统的液面控制精度受到以下几个方面的影响。
(1)铜板厚度的影响结晶器铜板越厚,结晶器空校得到的脉冲数越低,此时,结晶器实际液面的波动就越大。
300040005000600070008000900010000161820222426铜板厚度/mm 脉冲数统计分析表明,铜板厚度为25-26mm 时,结晶器液面控制的实际波动标准差约在1.5mm ,而铜板厚度在17-18mm 时,结晶器液面波动的标准差约为0.9mm 。
3.液面检测与控制系统故障(2)测量信号的衰减武钢2台CSP 连铸机,其中1#连铸机液面波动的监测画面总是显示出三角状的液面波动曲线,但实际上结晶器液面几乎没有变化,而且塞棒也没有动作。
如下图所示。
由于传输线路的布置原因,1#连铸机液位检测系统的信号传输线路较长,信号衰减较多,脉冲数低。
当脉冲数超过6000后,这种波动就基本消失了。
3.液面检测与控制系统故障(3)液位检测系统的零点漂移现象液位检测系统的零点漂移现象主要发生在结晶器校准后,结晶器放射源完全关闭或完全打开后,闪烁计数器仍然检测到放射源信号。
放射源关闭后,显示液位仍然有波动液位检测系统的零点漂移现象3.液面检测与控制系统故障(4)Co60放射源开关故障由于放射源长期在恶劣条件下工作,开关部位积渣或变形,导致开浇前,放射源没有完全打开,导致闪烁计数器实际接收到的脉冲数减少,从而导致结晶器的液面出现波动。
(5)不同结晶器水冷结构的影响不同结晶器水冷结构对结晶器液面波动的影响,主要表现在脉冲数的差异上。
武钢有两种不同冷却结构的结晶器,一种是常规水槽式冷却的,一种是深钻孔形式的。
从结晶器“空校”得到的脉冲数来看,深钻孔形式的结晶器较常规冷却水槽的结晶器高出1000左右。
4.结晶器流场的影响结晶器流场的影响主要是钢水流动特征变化引起的液面波动,主要包括:· 浸入式水口的设计参数和工艺参数· 生产异常,如水口破损、吸气,水口结瘤、结冷钢等。
(1)水口类型的影响4.结晶器流场的影响武钢CSP连铸机主要使用的是2种类型的浸入式水口,按照水口出口处的最大宽度进行区分,一为230型,一为320型。
(a)230型(b)320型从实际生产统计来看看,二者液面波动存在不同,在同等工况下相比,320型浸入式水口与230型水口相比,液面波动标准差要低1.0mm。
其原因可能是320型水口出口面积更大,流股流速更低。
(2)浸入式水口插入深度的影响 4.结晶器流场的影响为最大限度提高水口寿命,需要变化水口插入深度。
但来自CSP 厂的经验表明,为了避免对结晶器液面造成负面影响(如卷渣),结晶器液面和SEN 的上口之间的最小距离应为90mm 。
对武钢CSP 厂实际生产过程中,中包车的高度与结晶器液面波动进行了跟踪和分析 。
浸入式水口插入深度与结晶器液面波动的关系 1.251.251.221.221.221.21液面波动标准差/mm 758597110122142插入深度/mm水口插入深度为97mm 时,结晶器内液面波动变化不大,当中包车高度过高,插入深度低于97mm 时,结晶器内液面波动总体虽然仍然不大,但已经急剧增加。
(3) 结晶器流场不对称4.结晶器流场的影响实际生产过程中,常见的一些生产异常也会导致结晶器液面出现波动,其具体特征及原因如下:结晶器流场不对称导致的液面波动的分析操作粗心大意无规律的结晶器液面波动SEN未对中4水口内结冷钢造成水口出口两侧流股不对称中包钢水温度低(<8℃),保护渣燃烧火焰小,在结晶器内出现偏流水口结冷钢3保护浇注未做好,钢水不纯净,造成夹杂物在水口内壁富集结晶器内钢液面呈较大幅度的波动(波动约3%或更大),且伴随塞棒上涨水口结瘤2水口、塞棒材质不合格有规律的间歇性的结晶器液位波动(3%或更大);左右两个窄边热流差异大。
SEN破损或塞棒棒头缺损1主要原因典型现象导致液面波动的原因序号三、控制液面波动的措施通过对武钢CSP连铸机结晶器液面波动现象的分析,可以看出,不同的异常会导致不同的液面波动现象,具体原因可根据实际异常进行综合判断。
武钢CSP在连铸生产中,采取了下述措施对结晶器液面波动异常进行控制:1)严格控制钢水的碳当量,避开0.060%-0.18%的包晶钢范围,特别是要控制好[C]、[Mn]的含量;做好扇形段和拉矫机的设备精度维护,特别是要避免扇形段过滤网的堵塞,以及管道、喷嘴的脱落现象,避免二次冷却不足造成鼓肚。
三、控制液面波动的措施2)针对拉速与液面波动出现的共振现象,及时调整拉速,避免共振造成液面波动逐步加剧。
同时做好拉矫机系统的维护,确保运转正常,避免拉速周期性波动。
3)做好结晶器液面波动检测与控制系统的维护,确保放射源在密闭环境下工作,避免保护渣等粉尘进入放射源。
同时对放射源的接收系统定期更换,保证液面检测系统有较高的检测精度;保证放射源系统在“空校”状态下,脉冲数≥6000。
三、控制液面波动的措施4)提高钢水温度的控制精度,提高钢水的纯净度,做好保护浇注避免二次氧化。
改善浸入式水口、塞棒的材质,提高低温抗水化能力,以防止高温下发生氧化;同时规范水口、塞棒的安装,避免人为损坏。
通过采取上述措施,武钢CSP连铸机的液面波动得到了有效控制,铸坯缺陷改判率从1.1%下降到0.7%,因结晶器液面波动导致的漏钢事故也降为0。
结晶器液面波动的特点及原因分析三、结论1)薄板坯连铸结晶器液面波动的原因复杂,不同的液面波动特征代表不同的生产异常,在实际生产中要根据波动的规律和生产的异常进行综合判断。
2)为控制好结晶器液面波动,主要是要做好设备精度维护,提高钢水成分、温度的控制精度和钢水纯净度,提高耐材的质量,提高液面控制系统的检测精度等。
3)通过采取有针对性的措施,结晶器液面波动得到有效控制,铸坯质量得到显著改善,连铸机的漏钢控制水平得到提高。
汇报完毕谢谢大家。