铝铸件工艺流程图
铝合金压铸件机加工工艺流程制作
4)确定加工定位面,定位孔,和压紧位置, 并确定是否需要辅助支撑
• A)加工定位面选取 • (1)必须和加工尺寸关联 • (2)定位面必须足够大 • (3)定位面最好由3点组成,每个点选取要足够
小 • (4)定位面最好变形小,最好是铸件定模面,否
则,夹具设计必须注意 • 如图示,定位面由三点组成一个平面,且与C基准
压紧位置选取
• A)原则需要与定位面3点一对一压紧,如没有与定 位点对应,会形成局部力矩,造成工件局部变形, 平面度和位置度要求严格产品不可取,如下面图 A
• B)压紧点选取要尽量小,不要大于定位面对应点, 以免形成力矩造成变形,对平面度和位置度要求 严格的产品一定注意(C1305M,D07XXM)如下面图 A
1)仔细阅读图纸,将图纸上基准标 出
A)用色笔标出基准面和基准孔,如图示1,A,B 基准 孔和C基准面,并分清压铸基准和加工基准,一般 压铸基准是加工定位用,A,B,C全部为加工基 准,如图示2中X,Y,Z为压铸基准,机加工定位 用,压铸基准除定位外,还可控制加工尺寸和与 铸件外形偏移
B)分清整体基准和局部基准,整体基准和所有尺寸 都有关系,如图示1和2中的A,B,C;局部基准 只和局部位置有关系,如图示2种的D,E,H,J,M等
• C)压紧点压力方向对工件影响,如下面图B1和 B2示
图B1,压紧力沿铅垂方向,在加工过程中水平分力 导致工件有微小位移,影响加工精度
压紧力方向垂直工件表面,在压紧 过程中,压紧力直接把工件压到位
是否需要辅助支撑
• 1)薄壁大平面工件加工,需要增加辅助支 撑(如,N0901/02/03M)见图C1
6)பைடு நூலகம்床类型确定
• A)机床精度必须能保证产品精度 • B)机床工作台及各轴行程符合工件 • C)机床性价比好 • D)最好用现有机床
精密铸造过程工艺流程图

精密铸造过程工艺流程图本文由灵寿县洞里矿产加工厂整理制作, 转载请注明出处, 公司网址 公司专业生产铸造用石英砂、石英粉、铝矾土, 质优价廉, 真诚期待与您的合作具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
如过在详细点就是:压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库铸造生产流程大体就是这样总的来说可以分为压蜡、制壳、浇注、后处理、检验压蜡包括(压蜡、修蜡、组树)压蜡---利用压蜡机进行制作腊模修蜡---对腊模进行修正组树---将腊模进行组树制壳包括(挂沙、挂浆、风干)后处理包括(修正、抛丸、喷砂、酸洗、)浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)检验包括(蜡检、初检、中检、成品检)现代熔模精密铸造方法在工业生产中得到实际应用是在二十世纪四十年代。
当时航空喷气发动机的发展, 要求制造象叶片、叶轮、喷嘴等形状复杂, 尺寸精确以及表面光洁的耐热合金零件。
由于耐热合金材料难于机械加工, 零件形状复杂, 以致不能或难于用其它方法制造, 因此, 需要寻找一种新的精密的成型工艺, 于是借鉴古代流传下来的失蜡精密铸造, 经过对材料和工艺的改进, 现代精密铸造方法在古代工艺的基础上获得重要的发展。
所以, 航空工业的发展推动了精密铸造的应用, 而精密铸造的不断改进和完善, 也为航空工业进一步提高性能创造了有利的条件。
铸造流程图及特殊过程参数
铸造流程图及特殊过程参数
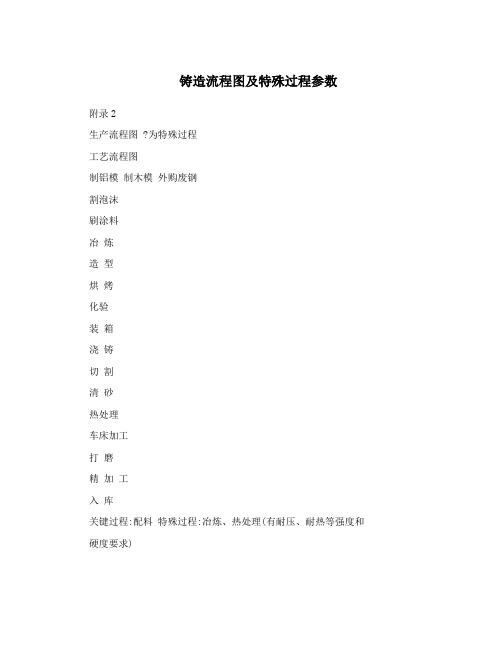
附录2
生产流程图 ?为特殊过程
工艺流程图
制铝模制木模外购废钢
割泡沫
刷涂料
冶炼
造型
烘烤
化验
装箱
浇铸
切割
清砂
热处理
车床加工
打磨
精加工
入库
关键过程:配料特殊过程:冶炼、热处理(有耐压、耐热等强度和硬度要求)
一般包括下料配比、熔炼温度、成分化验等内容。
其中,下料配比直接影响产品的机械性能和化学成分,如果后续反馈达不到要求,必须根据记录修改配比;熔炼温度直接影响金相结构和流动性,是产生气孔、缩松和偏析的相关因素;成分化验是溶液出炉前的关键过程参数,它提供调整和最终保证质量的机会热处理,包括回火、退火、除应力、淬火、调质和渗碳、氮化等表面处理。
进行热处理的零部件,通常都有强度、硬度、抗疲劳、耐磨损等要求,可以通过控制质变处理的过程参数达到。
热处理的过程参数比较规范,如加热温度,升温梯度、保温时间、降温覆盖梯度、出炉温度、淬火温度、回火温度、渗碳时间、氮化时间等。
这些参数多采用自动记录仪进行记录,可追溯性较好。
铸造工艺图及设计实例

汇报人: 日期:
目录
• 铸造工艺图 • 铸造材料及特性 • 铸造设备及工具 • 铸造设计实例 • 铸造工艺优化及改进建议 • 铸造工艺图及设计软件应用
01
铸造工艺图
铸造工艺流程图
造型材料准备
包括对铸造用砂、型砂等的选择 、混砂、配制等过程。
模样和芯盒准备
根据图纸准备木模、木芯盒等。
造型和制芯
将模样放入芯盒内,填入型砂, 形成铸型。
落砂和清理
铸件冷却后打开铸型,去除铸件 表面和内部的残砂和夹杂物。
浇注
将熔融的金属注入铸型中。
合型
将上、下铸型组合起来,形成完 整的铸型。
铸造模具设计图
模具材料选择
根据铸造合金和模具使用条件 选择模具材料,如铸铁、铜合
金等。
模具结构设计
根据产品图纸和铸造工艺要求 ,设计模具结构,包括浇口位 置、分型面选择等。
组成。
数控铣床
用于模具型腔的铣削加工,主要由 主轴、工作台、控制系统等组成。
数控磨床
用于模具型腔的磨削加工,主要由 工作台、主轴、控制系统等组成。
铸造用辅助设备
混砂机
用于混制型砂,一般由混砂转子、型砂输送装置、润 湿装置等组成。
砂处理设备
用于对型砂进行干燥、冷却、输送等处理,一般由干 燥器、冷却器、输送装置等组成。
浇注机
用于浇注金属液体,一般由浇包、浇道、控制系统等 组成。
铸造工具及选用
1 2
模样和芯盒
用于制作铸造用的模样和芯盒,一般由木材或塑 料制成。
浇口杯和分流锥
用于浇注金属液体,一般由耐火材料制成。
3
冒口和冷铁
用于控制铸件的温度和补缩,一般由铸铁或铸钢 制成。
熔铸工艺流程图

铸轧、铸造的相关知识——肖立隆(晟通技术总顾问)1 熔铸工艺流程图:电解铝液调温调成分交货2 炉子准备:烘炉烘炉曲线升温过程中不损害炉子寿命3 炉料要求和加料顺序: 炉料要求: 无吸水,无油污加料顺序:废料 中间合金 铝锭 化平后铜、锌等 镁 添加剂 取样4 熔化: Q=dT C TM ⎰201+L+dT C TTM⎰2C 1——固体比热:0.215卡/克0C ; C 2——液体比热:0.198卡/克0C L ——熔化潜热:94.6卡/克0C 黑度:0.25 熔化时的增气反应:铝和水发生反应: 2Al+3H 2O=Al 2O 3+6[H]火焰炉燃烧时发反应: C m H n +O 2 CO+CO 2+H 2O 6 熔体中氢的平衡溶解度:S=K 2H P7 影响熔体含气量的因素:1) 合金元素影响:V MeO / VMe> 1 < 1 = 1α氧化铝膜密度3.47克/㎝3,致密,可防止继续氧化:γ氧化铝膜表面疏松,存在φ50—100×10-10 m的小孔,在熔炼温度下含有1—2%的水分;在9000C以上时,γ完全变成α氧化铝,密度增到3.97克/㎝3,体积收缩13%,氧化铝易被搅入铝液中。
2) 熔体温度影响: 3) 熔体停留时间影响: 4) 空气湿度影响:8 熔化时的造渣反应:有关化学元素的氧化物生成自由能几种氧化物和熔融铝可能发生的化学反应式:3SiO2 + 4Al = 2Al2O3+ 3Si 3FeO + 2Al = Al2O3+ 3FeCr2O3+ 2Al = Al2O3+ 2Cr SiO2+ 2Mg = 2MgO + Si9 电解铝液的情况:温度高:900——9300C炉内停留时间长:24小时以上含气量高,氧化夹渣多,结晶核心钝化10 调成分调温:1)加入废料、中间合金、铝锭; 2)加入铜、锌等其他金属3)加入镁和其他添加剂; 4)快速升温5) 取样分析11 精炼:基本原理:1)吸附净化:依靠精炼剂产生的吸附作用达到去氧化夹杂和气体的目的。
铝铸件皂化工艺

铝材皂化线生产工艺
一、操作工艺流程图:
①硫酸清洗 →②水洗→ ③铝脱脂→ ④水洗→ ⑤水洗→⑥皮膜→ ⑦水洗 →⑧皂化
1、总碱度:取槽液10毫升于锥形瓶中,加酚酞批示剂3-4滴,用0.1NHCL或H2SO4溶液滴定至红色消失,且经摇荡5秒后红色不再出现为终点,所耗的HCL或H2SO4溶液的毫升数即为总碱度。
2、总酸度及总酸污染度:取槽液10毫升于锥形瓶中,加酚酞指示剂3-4滴,用0.1N NaOH溶液滴定至溶液呈粉红色,且经摇荡5秒后红色不再消失为终点。
所耗NaOH溶液的毫升即为总酸(污染)度
3、检测频率:正常工作情况下,建议每4小时检测一次。
4、所有操作人员必须带好耐酸碱防毒用品,千万不要被烫伤。
5、铝脱脂槽的时间控制,主要靠工作人员自己掌握,只要清洗后发白无光泽即可。
铸造工艺流程图E
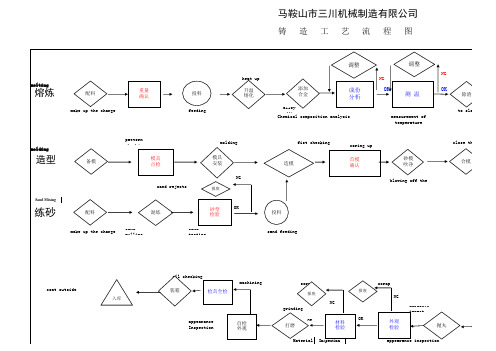
铸 造 工 艺 流 程 图
调整
heat up melting NG 添加 合金
调整
NG
熔炼
配料 make up the charge
重量 确认
投料 feeding
升温 熔化
成份 分析
OK
测 温
OK
除渣 to slag off
alloy adding Chemical composition analysis
Sand Mixing
报废
练砂
配料
混练
砂型 检验 sand testing
OK
投料
make up the charge
sand mulling
sand feeding
all checking machining coat outside
入库
scrap
报废 报废
scrap NG NG abrasive impact cleaning
装箱
检具全检 grinding appearance Inspection 自检 外观
OK 打磨 Material
材料 检验 Inspection
OK
外观 检验
抛丸
appearance inspection
备注
1.“◇”表示操作、“□”表示检验、“○”表示移动、“△”表示储存
械制造有限公司
流 程 图 制定日期:2013 年 5 月 18 日
to sample
`
moving
砂型 移动
` shakeout 解箱
floating
外观 检验
casting moving 铸件 移动
压铸基本工艺流程图

压铸工艺流程图
压铸简介:压铸的实质是将熔化好的合金铝水或锌水通过压铸机的压射冲头高速,高压运动而迅速充满模具型腔内,采用模具运水进行循环冷却而快速获得铸件。由于采用金属模具,生产出来的铸件具有光滑的表面,能保持铸件的尺寸精度及能生产各类形状结构复杂的零件。因而被世界各地广泛采用于生产制造汽车,摩托车配件,航天航空通讯器材,医疗器材,电子产品及建材装鉓类等ห้องสมุดไป่ตู้属加工工艺。