FPC脉冲焊接机
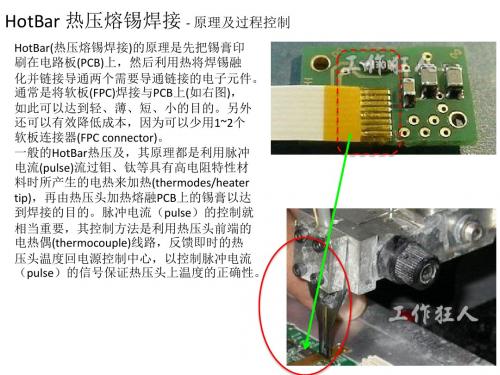
HotBar_热压熔锡焊接简介
Single side plating (单面电镀) -
270+/-10°C
1.5 seconds 340+/-10°C 2.5 seconds
Thermodes (热压头)的选择
HotBar热压头的选择非常重要,大小要适合焊垫的排脚(land pattern)宽度,太短的话最 旁边的焊脚会焊不到,虽然可以透过两次热压来解决,但总是浪费工时;太长的话又 怕会压伤邻近的电子零件或烧焦电路板,所以HotBar焊垫的左右两侧最好要多留些空 间给热压头(thermal wedge)。 一般的标准,热压头的长度要比总焊垫的排脚宽度多出3mm以上,也就是说左、右至 少要各留1.5mm的宽裕空间,这样才能确保所有的焊垫都可以吃到锡;至于宽度则应 该要比焊垫长度小,目的是下压时让多馀的熔锡有地方可以宣洩,不至于溢出焊垫, 而造成焊垫间的短路。
Thermodes 一般都有标准大小,但是如果标准品不符使用时也可以要求特製尺寸,可是 费用就比较贵萝!所以建议设计时要瞭解一下各家 Thermodes 的标准尺寸。 热压头的保养也要留意,建议使用清水清洁即可,如有锡渣残留则使用吸焊条将多馀的 锡清除掉。不建议使用【油石】之类的物品清洁热压头以免磨损。
HotBar - 热压时FPCB与PCB焊垫相对位置的建议1
FPCB软板放置于PCB时建议将FPCB的焊垫稍微往后,露出PCB一点点的焊垫,这样可 以让前面多出来的PCB焊点用来跑锡,因为 thermodes 下压时会挤压出一些多馀焊锡, 这些焊锡如果没有地方可以宣洩,就会满溢到邻近焊垫造成短路。另外,裸露出来的 PCB焊垫也可以作业员查看焊锡是否有重新熔融的证据,这对一些没有设计导通孔的 FPCB非常有用。 FPCB后端焊垫稍微伸出PCB的焊垫,可以避免有过多的焊锡跑到FPCB的 cover film 断 面处,如果焊锡集中在这裡,就会形成应力集中并造成FPCB线路断裂的问题。但是 要注意FPCB伸出PCB焊垫的地方必须没有测试点(test points)或是裸露的vias(导通孔), 以避免不必要的短路问题。
脉冲焊机原理

脉冲焊机原理
脉冲焊机是一种利用脉冲电流进行焊接的设备。
其原理基于将直流电源通过变压器升高电压,并将电流经过电容和电感进行脉冲调节,最终形成一系列脉冲电流。
脉冲焊机还配备了焊接控制系统,用于控制焊接参数如电压、电流和脉冲宽度等。
在焊接过程中,脉冲焊机会将电流传递给焊接件,并通过脉冲宽度的调节来控制焊缝的大小和深度。
脉冲宽度短时,电流会集中在较小的区域产生高能量,可用于焊接较细小的零件。
而在焊接大型零件时,脉冲宽度长时,电流会分散在较大的区域产生较低的能量,以避免过热或烧坏工件。
另外,脉冲焊机还有一个重要的特点是焊接过程中的瞬间电流变化。
当焊接电流瞬间增加时,会产生高温和高压,使焊接件和焊丝瞬间熔化并融合在一起。
而当焊接电流瞬间减小时,焊接件会迅速冷却并形成焊缝。
这种瞬间电流变化的特点使得脉冲焊机能够实现高效率和高精度的焊接。
总之,脉冲焊机利用脉冲电流和焊接控制系统来实现焊接过程的精确控制,具有焊缝可控性强、焊接效率高和焊接质量好等优点,被广泛应用于各种焊接工艺中。
脉冲焊机使用方法

脉冲焊机使用方法脉冲焊机是一种常见的焊接设备,适用于多种金属焊接。
接下来我将详细介绍脉冲焊机的使用方法。
1. 准备工作:在使用脉冲焊机之前,首先需要确保焊接材料的准备工作已经完成。
将待焊接的金属材料切割、打磨,确保其表面的清洁和光滑,以提供良好的焊接接触面。
此外,还需要准备好焊接材料,如焊丝等。
2. 设置焊接参数:脉冲焊机的使用需要正确设置焊接参数。
通常有以下几个重要参数需要设置:- 焊接电流:根据焊接材料的特性和要求选择适当的电流大小。
可以根据焊接机的说明书来参考推荐参数。
- 焊接时间:脉冲焊机可以设置焊接时间,即电流的持续时间。
根据焊接材料的类型和厚度,选择适当的焊接时间。
- 脉冲频率:脉冲焊机还可以调整脉冲的频率。
脉冲频率越高,焊接效果越好。
3. 连接电源:将脉冲焊机正确连接到电源,确保电源线没有断裂或损坏。
同时,确保焊接机的接地良好,以避免静电或漏电的危险。
4. 安装焊枪:将焊枪正确安装到脉冲焊机上。
确保焊枪的接触面清洁,并用扳手拧紧连接螺母,使其稳固固定。
焊枪的连接要牢靠,以便焊接工作的顺利进行。
5. 进行焊接:开始进行焊接工作前,应保持安全意识。
佩戴焊接面罩、手套和防火服等防护装备以保护自己。
确保焊接区域周围无易燃物质,并确保有足够的通风。
焊接时,将焊枪对准焊接接头,并保持一定的距离,通常为5-10毫米。
同时注意保持焊接角度和速度的一致性,以确保焊缝的质量。
在焊接过程中,使用脉冲按钮或脚踏开关触发脉冲焊机开始工作。
6. 检查和整理:焊接完成后,需要对焊接区域进行检查,确保焊接缝没有裂纹或缺陷。
如果有需要修补的地方,可以进行修补焊接。
焊接完成后,将焊枪放置于焊接架上,等待它冷却后进行整理。
以上就是脉冲焊机的使用方法。
使用脉冲焊机时,要注意安全事项,按照正确的步骤操作,并确保焊接参数的正确设置,这样才能获得高质量的焊接效果。
为了保持设备的长期使用寿命,还需要定期进行维护和清洁。
【表面贴装技术】Hot_Bar_Process脉冲热压机培训教程FFC热压焊接工艺详解

Hot Bar Process
•热押制程:使用热能,加温PCB & FPC锡铅使其熔融. 待锡铅凝固后接合PCB与FPC.
锡铅 场内SMT钢 板刷锡
锡铅 FPC Vendor 电 镀锡铅
热压头工作区域
• 使用热压头时,热压头两侧为热量散失最快区域,故我们并不会使用热 压头两侧做为热压区域,避免有热压不完全或是热压不稳定之情况发 生.(实际量测时,台制热押头有机会温差在10~15度,或是更大)
建议取消铜层或银浆 层,改由热押后再贴铜 箔绝缘,或是采用 shielding frame隔绝
Cover Layer 影响
•Cover Layer (PI layer) 关系热押平整度.建议将cover layer 让开,有助于热押良率.
熱押頭
1 mm Cover Layer
FPC Offset 1mm CoverLayer
-
热可塑型接着剂(Hotmelt) -
热硬化型接着剂
-
PI(Polyimide)
1mil,2mil,3mil,5mil,8mil,9mil
白色(标准) 1mil,2mil,3mil,4mil,5mil,7.5mil
PET(Polyester) 透明
1mil,2mil,3mil,4mil,5mil,7.5mil
•热押制程同时热押pin数并非无限制.热押pin数理论值 是28 pin以下, 目前场内热押pin数最多为24pin.建议pin 数设计不要超过24pin(pitch定要设计为1.1mm)
小结﹕金手指尺寸及周边空间要求:
1﹑金手指基本PITCH约1mm﹐最小不低于0.8mm 2、金手指总长+4mm=锡压头长度 3、锡压头长度+2mm=压头的最近物件安全距离 4﹑锡压头宽度=2/3金手指宽度
自动焊接机 pcb激光焊锡机 简介

自动焊锡机
自动焊锡机由WELLER温控器+ WELLER发热芯+双轴/三轴/四轴运动平台+手持编程器组成。
大功率真加热控制器,保证焊接的稳定性。
具有侧点功能,防止由于针脚不齐面引起焊接不良的情况,具有自动清洗功能,程序更加优化,达到很高生产效率,高清密送锡机构,低噪音,高精度。
产品概述:
LHZ-300N自动焊锡机主要应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程以及焊锡加工,特别适用于混装电路板、热敏感元器件、SMT后端工序中敏感器件的焊接,广泛应用于PCB焊线、充电器插头焊接、连接器焊接、DC端子加锡、LED灯带连接等领域。
自动焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
产品特写:
1、灵活多样的焊锡方式,具有点焊、拖焊(拉焊)等功能,并也内置打螺丝、点胶及搬运程式。
2、设备可存储操作程序,同一机器可对不同产品进行焊锡加工。
3、设备机械手臂均为铝型材开模铸造,不变形、不生锈、运行稳固。
4、设备编写工作程序可进行点到点、块到块的复制,缩短程序编写时间。
5、设备具有自动清洗功能,一定程度上稳定了焊锡加工质量与延长烙铁咀使用寿命。
6、多轴联动机械手,全部采用精密步进马达驱动及先进运动控制算法,有效提升运动定位精度和重复精度。
设备组成:
基本参数:
适用范围:
电子汽车、集成电路、印刷电路、彩包液晶屏、马达、对温度敏感的电子元件焊接、连接器(CONNECTOR)、排线、细小的CABLE、喇叭和马达等。
公司网站:东莞市塘厦领航者自动化设备厂,主要从事非标自动化设备的研发制造和销售为一体的企业。
脉冲焊机以及使用脉冲焊机的方法
脉冲焊机以及使用脉冲焊机的方法
脉冲焊机以及使用脉冲焊机的方法
什么是脉冲焊机?
脉冲焊机是一种使用脉冲电流进行焊接的设备。
它能够在焊接过程中产生一系列间歇性的脉冲电流,从而提供更精确和可控的焊接能力。
脉冲焊机通常用于焊接薄板材料和小型组件,以减少过热和熔化的风险。
使用脉冲焊机的方法
以下是一般的使用脉冲焊机的步骤:
1. 准备工作:确认焊接对象的材料和厚度,并准备好所需的焊接材料和工具。
2. 调整电流设置:根据焊接对象的材料和厚度,调整脉冲焊机的电流设置。
通常,焊接薄板材料需要较低的电流,而焊接厚板材料需要较高的电流。
3. 准备焊接表面:确保焊接表面清洁干净,以去除任何杂质或油脂。
可以使用去污剂或金属磨光器来清洁焊接表面。
4. 连接接地线:将脉冲焊机的接地线连接到焊接对象上的接地点。
正确的接地将确保焊接过程中的安全性。
5. 设置焊接参数:根据焊接对象的要求,设置脉冲焊机的脉冲频率、脉冲宽度和脉冲间隔等参数。
这些参数将影响焊接的质量和效果。
6. 进行焊接:将焊接电极接触到焊接对象的表面,并按下脉冲焊机的焊接按钮。
焊接时,要保持稳定的手部位置和施加恰当的焊接压力,以确保焊接质量。
7. 检查焊接质量:焊接完成后,检查焊接点的质量。
焊接点应该具有充分的焊接深度和强度,没有气孔、夹杂物和裂纹等缺陷。
8. 整理焊接区域:完成焊接后,清理焊接区域并去除焊接产生的任何残留物。
这将有助于保持焊接区域的整洁和安全。
请根据实际情况和具体设备的操作手册来操作脉冲焊机,并确保按照相关安全操作规程进行操作。
脉冲热压焊接机原理
脉冲热压焊接机原理
脉冲热压焊接机是一种通过加热和压力使两个金属部件连接在一起的设备。
它的工作原理如下:
1. 加热:脉冲热压焊接机通过高频电流加热金属部件的接口处,使其达到熔点。
2. 施压:在金属部件达到熔点后,设备施加压力,使两个部件连接在一起。
3. 冷却:在连接完成后,设备会停止加热并保持压力,使接口处冷却并固化。
脉冲热压焊接机的优点包括焊接速度快、连接强度高、适用范围广等。
它适用于各种金属材料的连接,如铝、铜、钢等。
同时,它也适用于不同形状和尺寸的部件连接,如导线、电缆、管子等。
脉冲热压焊接机是一种高效、可靠的金属连接设备,广泛应用于电子、汽车、航空航天等领域。
fpc连接器怎么焊接的
fpc连接器怎么焊接的FPC连接器FPC(Flexible Printed Circuit board翻译成中文就是:柔性印刷电路板,通俗讲就是用软性材料(可以折叠、弯曲的材料)做成的PCB)连接器用于LCD 显示屏到驱动电路(PCB)的连接,目前以0.5mm pitch产品为主。
0.3mm pitch产品也已大量使用。
随着近来有LCD驱动器被整合到LCD器件中的趋势,FPC的引脚数会相应减少,目前市场上已经有相关的产品出现。
从更长远的方向看,将来FPC连接器将有望实现与其它手机部件一同整合在手机或其LCD模组的框架上。
产品主要应用于各种数码通讯产品、便携式电子产品、电脑周边设备、测量仪器、汽车电子等领域,如手机、数码相机、笔记本电脑、MID、MP3\4\5、掌上游戏机、音响系统等。
FPC连接器,接触3mm的印刷电路板的安装高度,下,翻转锁(一触式旋转系统),防止脱落和FPC的斜交配,弹性针设计,可在零中频和非ZIF,可在0.3,0.5,1.0,和1.25mm 的中线现有锡铅或无铅表面贴装,四洞,垂直和直角可用的栈顶或底部接触。
热压焊机的优势:1、机器作业,可提高焊接效率,减少一半的焊接操作工;2、焊接一致性好;3、无短路、虚焊现象,无浮起的焊接脉冲热压焊机的特点:1、采用先进的段控控温系统,可灵活设置各段加温状态。
对温度、时间等参数能高精度地加以控制。
2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。
3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。
最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
4、显示各阶段的温度。
5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。
6、焊接压力、焊接时间、焊接温度可精确调节。
7、可存贮20组焊接参数更换产品时非常方便。
脉冲焊接机的工作原理及应用
1.FPC脉冲焊接机应用:
东莞市祥杰科技脉冲热压焊接机XJPC-3A应用于以下工艺:
1、USB排线焊接、软排线;
2、FFC与软性线路板FPC或硬性线路板PCB的焊接;
3、FCP与线路板PCB或软性线路板FPC之间的焊接;
4、软性线路板FPC与线路板PCB之间的焊接等。
2.FPC脉冲焊接机工作原理:
脉冲热压机是通过在热压头上加载一定的脉冲电压,热压头发热,将与此相连接的物体升温,当温度升到焊锡熔点后(即升到事先设定的温度后),将与此相连的物体间锡熔融并将其连接在一起.一般的脉冲热压机使用温度闭环的控制。
3.FPC脉冲焊接机优点:
脉冲热压机主要应用在不能使用正常SMT+回流炉进行焊接的器件进行焊接操作,而使用烙铁进行焊接时容易出现焊接外观不一致、不平整,容易出现虚焊以及容易焊坏产品。
而脉冲热压机则不同于恒温烙铁,脉冲热压机在通电瞬间即可达到所要温度,而一旦焊头两端不加电压,瞬间即可达到室温;而且焊头平整,所以焊接出来的外观平整一致,极少出现虚焊不良。
脉冲焊接机原理
脉冲焊接机原理
脉冲焊接机是一种利用电磁感应原理进行金属焊接的设备。
它通过控制电流的
脉冲频率和宽度,使金属在高温下迅速熔化并连接在一起。
脉冲焊接机原理是基于电磁感应和热传导的物理原理,下面将详细介绍脉冲焊接机的工作原理。
首先,脉冲焊接机通过电磁感应产生高频电流。
当电流通过导体时,会在导体
内部产生磁场。
而当导体处于磁场中移动时,就会在导体内部产生感应电流。
脉冲焊接机利用这一原理,通过高频电流产生高强度的磁场,使金属工件内部产生感应电流。
其次,感应电流在金属工件内部产生剧烈的热量。
当感应电流通过金属工件时,会在金属工件内部产生电阻加热效应,使金属工件迅速升温并熔化。
脉冲焊接机通过控制电流的脉冲频率和宽度,可以精确控制金属的加热温度和时间,从而实现对焊接过程的精确控制。
最后,熔化的金属在高温下迅速连接在一起。
在脉冲焊接机的作用下,金属工
件表面的氧化层被迅速熔化,从而保证焊接接头的质量。
同时,脉冲焊接机通过控制焊接参数,可以实现对焊接接头的形状和尺寸的精确控制,确保焊接接头的牢固性和稳定性。
总的来说,脉冲焊接机原理是基于电磁感应和热传导的物理原理,通过控制电
流的脉冲频率和宽度,实现对金属的精确加热和连接。
脉冲焊接机在工业生产中具有广泛的应用,可以用于焊接金属管道、金属板材、金属零件等各种金属制品。
它具有焊接速度快、焊接质量高、操作简便等优点,是现代工业生产中不可或缺的重要设备之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FPC脉冲焊接机
1. FPC脉冲焊接机应用
2. FPC脉冲焊接机际元JYPP-4A工作原理
3. FPC脉冲焊接机优点
1.FPC脉冲焊接机应用:
脉冲热压机际元JYPC-3A应用在以下产品生产工艺中:
1、USB排线焊接、软排线;
2、FFC与软性线路板FPC或硬性线路板PCB的焊接;
3、TCP与线路板PCB或软性线路板FPC之间的焊接;
4、软性线路板FPC与线路板PCB之间的焊接等。
2.FPC脉冲焊接机工作原理:
脉冲热压机是通过在热压头上加载一定的脉冲电压,热压头发热,将与此相连接的物体升温,当温度升到焊锡熔点后(即升到事先设定的温度后),将与此相连的物体间锡熔融并将其连接在一起. 一般的脉冲热压机使用温度闭环的控制。
3. FPC脉冲焊接机优点:
脉冲热压机主要应用在不能使用正常SMT+回流炉进行焊接的器件进行焊接操作,而使用烙铁进行焊接时容易出现焊接外观不一致、不平整,容易出现虚焊
以及容易焊坏产品。
而脉冲热压机则不同于恒温烙铁,脉冲热压机在通电瞬间即可达到所要温度,而一旦焊头两端不加电压,瞬间即可达到室温;而且焊头平整,所以焊接出来的外观平整一致,极少出现虚焊不良。
JYPC-3A
触摸屏+图像显示
转盘。