过程审核:评分矩阵表
合集下载
公司分层审核矩阵图
公司分层审核矩阵图分层审核矩阵图
分层审核矩阵图
审核内容
每班1次
每周2-3次
每周1次
操作员
跟班检
班组长
车间主任
生产科长
质保科长
产品制造
检查重点是否明确
首、末件检查
记录
标准化作业是否执行TPM、防错点检是否执行安全装备是否符合标准工艺文件是否正确、齐全过程监控
操作工自检是否执行
生产设备运转是否正常工艺流程执行
规章纪律执行
安全、质量重点关注项变化点管理
整改跟踪
班组长自检是否执行
车间主任自检是否执行
系统
预防维护
校正
产品追溯
库房管理
持续改进
改善实施状况/及时化QSB上板项目跟踪
为对应审核人必须检查项目。
VDA6.3过程审核评分矩阵表(标准模板)

当前程度
6.1.2 E P6 #DIV/0!
6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
###### ###### ###### ###### ######
###### ###### ###### ###### ###### ######
###### ###### ######
6.1.2
6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
过程分析中的子要素的分析评估(1-n的平均数) 6.1.1 6.1.2
当前程度
6.1.3
目标程度
6.1.4
最高程度
6.1.5
当前程度
6.2.1
6.2.2
6.2.3
当前程度
6.2.4
目标程度
6.2.5
最高程度
6.2.6
当前程度 当前程度
n.e. 当前程度 目标程度 最高程度 当前程度
#DIV/0!
######
EPzR
######
5.2
5.3
5.4*
5.5*
5.6
5.7
n.e.
当前程度
目标程度
最高程度
当前程度
E P5
#DIV/0!
工序落实程度[%]
运输和零部件处置
E1 #DIV/0! E2 #DIV/0! E3 #DIV/0! E4 #DIV/0! E5 #DIV/0! E6 #DIV/0! E7 #DIV/0! E8 #DIV/0! E9 #DIV/0! E10 #DIV/0!
###### ###### ###### ######
iatf16949过程审核评分表
总
3
2
1
3
2
1
3
2
1
3
1
3
2
1
3
2
1
导致过 停线
NA
未导致
低于目 标或趋 势向坏
仅达到 目标
达到目 标且趋 势向好
该过程 导致书 面顾客
投诉
未导致 书面顾 客投诉 或退货
未引起 投拆
该过程 导致顾 客退货
示引起 退货
总体达 成率达 80%以
下
总体计 划达成 率80%90%之
间
计划达 成率大 于90%
大
一般
小
分
1
1
1
1
1
2
7
1
1
2
1
1
2
8
1
1
2
1
1
2
8
1
1
2
1
1
2
8
1
1
1
1
1
2
7
1
1
1
1
1
2
7
1
1
1
1
1
2
7
1
1
3
1
1
2
9
1
1
1
1
1
2
7
1
1
1
1
1
2
7
1
1
1
1
1
1
6
1
1
1
1
1
1
6
1
1
1
1
1
1
6
审核:
过程名称
新版VDA6.3过程审核实例(含评分矩阵)
审核结果
是否对质量和过程数据进行了收集和分析? 毛坯铸造 滚齿 热处理 磨削 修整 机加 冲压 注塑 分装 总装 * 一旦与产品和过程要求不符,是否进行了原因分析,是否验证了纠正措施的有效性? 毛坯铸造 滚齿 热处理 磨削 修整 机加 冲压 注塑 10 10 10 10 10 10 10 10 10 8 8 10 10 10 10 10 10 10
评审提问表 10 10
审核结果
8 8 10 10 10 10 10 8 10 10
是否根据需要确定产量/生产批量,并且有目的地运往下道工序? 毛坯铸造 滚齿 热处理 磨削 修整 机加 冲压 注塑 分装 总装 是否根据要求对产品/零部件进行适当存储,所使用的运输设备/包装方式是否与产品 /零部件的特点相适应? 毛坯铸造 8 8 8 10 8 8 10 10 8 10 10
类别 机加 冲压 注塑 分装 总装
评审提问表 10 10 10 10 10
审核结果
生产设备/工具的维护保养是否受控? 毛坯铸造 滚齿 热处理 磨削 修整 机加 冲压 注塑 分装 总装 * 通过使用的监视和测量设备,是否能够有效地监控质量? 毛坯铸造 滚齿 热处理 磨削 修整 机加 冲压 注塑 分装 总装 6 8 8 10 10 10 8 10 10 10 10 8 8 10 10 10 10 10 10 8
NO 工序4 工序5 工序6 工序7 工序8 工序9 工序10 6.5.2 工序1 工序2 工序3 工序4 工序5 工序6 工序7 工序8 工序9 工序10 6.5.3 工序1 工序2 工序3 工序4 工序5 工序6 工序7 工序8
类别 磨削 修整 机加 冲压 注塑 分装 总装
评审提问表 10 10 10 10 10 10 10
VDA6.3过程审核评分矩阵表(标准模板)
4.9
n.e. 当前程度 目标程度 最高程度 当前程度
4.1*
4.2
4.3
4.4*
4.5
4.6
4.7
4.8*
4.9
n.e.
当前程度
目标程度
最高程度
当前程度
E P4 EPdR B 批量生产 5.1 P5 供方管理 P6 过程分析/生产 1.过程输入 6.1.2 工艺步骤1: 工艺步骤2: 工艺步骤3: 工艺步骤4: 工艺步骤5: 工艺步骤6: 工艺步骤7: 工艺步骤8: 工艺步骤9: 工艺步骤10: 6.1.1 6.1.3 6.1.4 6.1.5* one two three four five six seven eight nine ten 2.工作内容/流程 6.2.1 6.2.2 6.2.3* 6.2.4* 6.2.5 6.26 3.人力资源 6.3.1* 6.3.2 6.3.3 4.物质资源 6.4.1* 6.4.2 6.4.3* 6.4.4 5.过程效率 6.5.1 6.5.2 6.5.3* 6.5.4 6.过程输出 6.6.1 6.6.2 6.6.3 6.6.4*
当前程度
6.1.2 E P6 #DIV/0!
6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
###### ###### ###### ###### ######
###### ###### ###### ###### ###### ######
###### ###### ######
6.1.2
6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
n.e. 当前程度 目标程度 最高程度 当前程度
4.1*
4.2
4.3
4.4*
4.5
4.6
4.7
4.8*
4.9
n.e.
当前程度
目标程度
最高程度
当前程度
E P4 EPdR B 批量生产 5.1 P5 供方管理 P6 过程分析/生产 1.过程输入 6.1.2 工艺步骤1: 工艺步骤2: 工艺步骤3: 工艺步骤4: 工艺步骤5: 工艺步骤6: 工艺步骤7: 工艺步骤8: 工艺步骤9: 工艺步骤10: 6.1.1 6.1.3 6.1.4 6.1.5* one two three four five six seven eight nine ten 2.工作内容/流程 6.2.1 6.2.2 6.2.3* 6.2.4* 6.2.5 6.26 3.人力资源 6.3.1* 6.3.2 6.3.3 4.物质资源 6.4.1* 6.4.2 6.4.3* 6.4.4 5.过程效率 6.5.1 6.5.2 6.5.3* 6.5.4 6.过程输出 6.6.1 6.6.2 6.6.3 6.6.4*
当前程度
6.1.2 E P6 #DIV/0!
6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
###### ###### ###### ###### ######
###### ###### ###### ###### ###### ######
###### ###### ######
6.1.2
6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
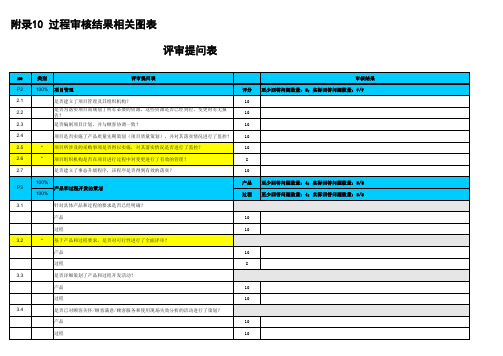
VDA6.3-2016过程审核检查表及评分矩阵
10 10 10
10 10 10 10
10 10 10 0
10 10 10 10
10 10 10 10 10
审核记录
评分 0 4 6 8 10
4 10 10 10 10
8 10
10 10 8 10 10
8 8
10 10 8 10 10 10
10 4
10 10 10 10 10
10 10 10 10 10
6 10 10
8 10
6.3
x 6.3.1
6.3.2
6.3.3
6.4
x 6.4.1
6.4.2
x 6.4.3
产品和过程开发计划中确定的事项是否得到落实? 人力资源是否到位并且具备资质,以确保量产启动? 物质资源是否到位并且适用,以确保量产启动? 产品和过程开发是否具有所要求的认可批准? 是否基于产品和过程开发制定生产和检验规范并加以实施? 是否在量产条件下开展了效能测试,以便获得批量生产批准/放行? 是否建立流程以便确保顾客关怀/顾客满意/顾客服务以及现场失效分析的实施? 是否对项目从开发移交至批量生产开展了控制管理? 供应商管理 是否只和获得批准/放行且具备质量能力的供应商开展合作? 在供应链中是否考虑到了客户要求? 是否与供应商就供货绩效约定了目标,并且加以了落实? 针对采购对象,是否获得了必要的批准/放行? 针对采购对象约定的质量是否得到保障? 是否按实际需要对进厂的货物进行了储存? 针对各具体的任务,相关的人员是否具备资质,是否定义了责权关系?
6.4.4
6.4.5 6.5
6.5.1
6.5.2
x 6.5.3
6.5.4
6.6
6.6.1
6.6.2
6.6.3
全过程审核评分表
工序10 E10
B6要素中对照质量体系的评分(工序1-n的平均值)
. 1.2.3.4.5 1.2.3.4.5.6.7 . 1.2.3.4.5 1.2.3.4.5.6
Eu1(%)Leabharlann u2(%)Eu3(%)Eu4(%)
7服务/顾客满意程度123456
B6要素中按产品组的符合率(EX-EN的平均值)EK
产品组
全过程审核评分表内部审核报告
索引号:版本:2
编制
日期
A产品诞生过程
(a)产品开发(设计)符合率(%)
1 2 3 4 5 61 2 3 4 5
1. 策划2落实EDE
(b)过程开发
1 2 3 4 5 61 2 3 4 5
3策划4落实EPE
B批量生产
1 2 3 4 5 6 7 8 9
5分供方/原材料EZ
6生产(对各道工序评分)
6.1工员/素质6.2生产设备/工装6.3运输/搬运/贮存/包装6.4缺陷分析、纠正措施、持续改进(KVP)
1.2.3.4.51.2.3.4.5.6.71.2.3.4.51.2.3.4.5.6
工序1 E1
工序2 E2
工序3 E3
工序4 E4
工序5 E5
工序6 E6
工序7 E7
工序8 E8
工序9 E9
工序
EPG(%)
按产品组计算的总符合率
批产开始前
产品组过程审核的总符合率:EP(%)=EDE+EPE+EZ+EPG+EK
被评定要数的数量
产品组符合率EP(%)
批产开发时/以后产品组符合率EP(%)
注:未进行评分的提问用nb填入
B6要素中对照质量体系的评分(工序1-n的平均值)
. 1.2.3.4.5 1.2.3.4.5.6.7 . 1.2.3.4.5 1.2.3.4.5.6
Eu1(%)Leabharlann u2(%)Eu3(%)Eu4(%)
7服务/顾客满意程度123456
B6要素中按产品组的符合率(EX-EN的平均值)EK
产品组
全过程审核评分表内部审核报告
索引号:版本:2
编制
日期
A产品诞生过程
(a)产品开发(设计)符合率(%)
1 2 3 4 5 61 2 3 4 5
1. 策划2落实EDE
(b)过程开发
1 2 3 4 5 61 2 3 4 5
3策划4落实EPE
B批量生产
1 2 3 4 5 6 7 8 9
5分供方/原材料EZ
6生产(对各道工序评分)
6.1工员/素质6.2生产设备/工装6.3运输/搬运/贮存/包装6.4缺陷分析、纠正措施、持续改进(KVP)
1.2.3.4.51.2.3.4.5.6.71.2.3.4.51.2.3.4.5.6
工序1 E1
工序2 E2
工序3 E3
工序4 E4
工序5 E5
工序6 E6
工序7 E7
工序8 E8
工序9 E9
工序
EPG(%)
按产品组计算的总符合率
批产开始前
产品组过程审核的总符合率:EP(%)=EDE+EPE+EZ+EPG+EK
被评定要数的数量
产品组符合率EP(%)
批产开发时/以后产品组符合率EP(%)
注:未进行评分的提问用nb填入
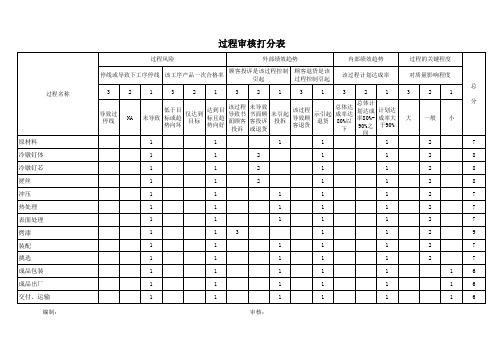
过程审核打分表
原材料 冷镦钉体 冷镦钉芯 搓丝 冲压 热处理 表面处理 烤漆 装配 挑选 成品包装 成品出厂 交付、运输
编制:
2 2 2 2 2 2 29 7 7 6 6 6
过程审核打分表
过程风险 停线或导致下工序停线 该工序产品一次合格率 过程名称 3 2 1 3 2 1 外部绩效趋势 顾客投诉是该过程控制 引起 3 2 1 顾客退货是该 过程控制引起 3 1 内部绩效趋势 该过程计划达成率 3 2 1 过程的关键程度 对质量影响程度 3 2 1 总 分 大 一般 小
导致过 停线
NA
该过程 低于目 达到目 仅达到 导致书 未导致 标或趋 标且趋 目标 面顾客 势向坏 势向好 投诉 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 3
总体计 未导致 总体达 该过程 划达成 计划达 书面顾 未引起 示引起 成率达 导致顾 率80%- 成率大 客投诉 投拆 退货 80%以 客退货 90%之 于90% 或退货 下 间 1 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 审核: 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
VDA6.3检查表-2016版(评分矩阵+要素说明+评审提问表)
过程 .3.1 .3.2* .3.3 .3.4 .3.5 n.a. 实际 目标 最大 实际 n.a. n.a. n.a. n.a. n.a. 5 0 4 0 0
.3.1 .3.2* .3.3 .3.4 .3.5 n.a. 实际 目标 最大 实际 n.a. n.a. n.a. n.a. n.a. 5 0 4 0 0
8 10 6 8 10 88888 88888 10 10 10 10 10 10 10 10 10 10 n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a.
6.1.1 6.1.2 6.1.3 6.1.4 6.1.5*
9 10 10 10 10 实际 目标 最大 实际 25 17 250 240 Eu1[%] 96
6.2.1 6.2.2 6.2.3* 6.2.4* 6.2.5
6.3.1* 6.3.2 6.3.3
10 10 10 9 9
9 9 10
实际 目标 最大 实际 实际 目标 最大 实际
21 17 210 200 15 10 150 142
Eu2[%] 95
Eu3[%] 95
6.4.1* 6.4.2 6.4.3* 6.4.4 6.4.5
5.效率
6.5.1 6.5.2 6.5.3* 6.5.4
10 10 10 8 8888 8 8 8 10 10 10 8 10 10 10 8 10 n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a. n.a.
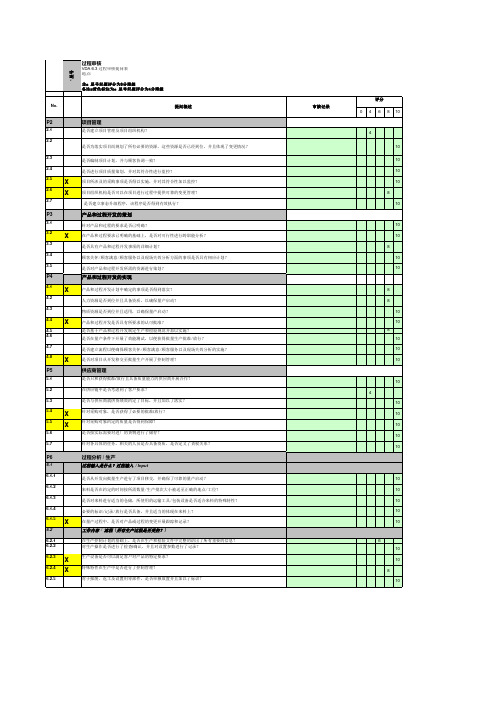
VDA6.3过程审核-2010 检查表-评分矩阵-中英文版
过程审核检查表Process Auate)
受审部门(或工序)Auditee Dept.(or Process)
编号No
检查内容Check contents
P2 项目管理Project management
审核情况描述describes
0
评分grade 4 6 8 10
是否制定项目质量计划,并实施和定 期监视遵守情况?Is there a QM 2.6 plan for the project ? is this implemented and monitored regularly for compliance ?
是否建立和有效实施在事态升级程
2.7*
序?Is there an established escalation process and is this
是否建立项目组织(项目管理),是 否确定项目管理者及团队成员任务和 权限?Is the project organisation 2.1 (project management) established and are tasks &authorities specified for the team leader and team members?
implemented effectively ?
是否对项目所需的资源进行策划和实 施,并及时调整?Are the resources 2.2* required for the project development planned and available and are all changes displayed?
是否项目计划到位并与顾客协调?Is 2.3 there a project plan and has this
受审部门(或工序)Auditee Dept.(or Process)
编号No
检查内容Check contents
P2 项目管理Project management
审核情况描述describes
0
评分grade 4 6 8 10
是否制定项目质量计划,并实施和定 期监视遵守情况?Is there a QM 2.6 plan for the project ? is this implemented and monitored regularly for compliance ?
是否建立和有效实施在事态升级程
2.7*
序?Is there an established escalation process and is this
是否建立项目组织(项目管理),是 否确定项目管理者及团队成员任务和 权限?Is the project organisation 2.1 (project management) established and are tasks &authorities specified for the team leader and team members?
implemented effectively ?
是否对项目所需的资源进行策划和实 施,并及时调整?Are the resources 2.2* required for the project development planned and available and are all changes displayed?
是否项目计划到位并与顾客协调?Is 2.3 there a project plan and has this
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Targe
n.e Act
t MAX ist
8 16 0
0
0 Eu7
#REF!
#REF!
EG [%]
Rating
n.e n.e
#REF!
0 17 0
0
Act
t MAX IST
0
0 #### ####
Eu6 #REF!
EP5
#REF!
Level of compliance process step工序符合程
E1 #REF!
E2 #REF!
0
EP6 #DIV/0!
Cus tom er car e/ cus tom er sati P sfa 7 ctio n/ ser vice 顾客 关怀 /顾 客满 意/ 服务
7.1 7.2 7.3* 7.4* 7.5 n.e Act Target MAX ist
0
0
4 #### ####
EP7
#REF!
降级 规则
计算
B
EG, C<80,
B<90
若有
一个*
号问
题是4
分,则
降为“
C
B”级; 有一
个*号
问题
是0分,
则降
为“C”
级
没有
问题
评分
B
为0,
否则
评为“
B”级
Eu1…
Eu7,
t MAX ist
0
0
4 #### ####
0
0
6 #REF! ####
0
0
4 #### #REF! EP4
EPdR #REF!
EPzR
#REF!
#REF! #REF!
#REF!
B
Sup plie r P Ma 5 nag em ent 供应 商管 Pro ces s ana lysi Ps 6 /pro duc tion 生产 过程 分析
t MAX ist
0
0
4 #### ####
0
0
4 #### ####
EPdP #REF!
EPzP #REF!
VDA 6.3 过程审核评分矩阵
Targe
3.1 3.2*
3.3
3.4 3.5 n.e Act
t MAX ist
0
0
4 #### ####
L e
EP2
EP3
Imp lem ent atio n of the pro duc t and P pro 4 ces s dev elo pm ent 产品 和过 程开 发的 实现
6.1.3 6.1.4 6.1.5* Tna.rege n.e n.e
t MAX IST
0 0 #### ####
Eu1
#REF!
6.2.1 n.e
6.2.2 n.e Act
6.2.3* 6.2.4* 6.2.5 Tna.rege n.e n.e
t MAX IST
6.3.1* 6.3.2 6.3.3
A
<80%
降为
"B"
E1…
E10,
<80%
A
降为 "B",
<70%
降为
"C" 子选
C
项 Ep2,
Ep3, Overa
ll
compli
C
ance
EGnce EG总体符合性:
各产 品组 的总 体符 合性 EG (PG N)
工艺步骤编号:
产品组:
EG(PGN)[ %]
6.2.1 6.2.2 6.2.3* 6.2.4* 6.2.5
6.3.1* 6.3.2 6.3.3
4. Material resources物质资源 6.4.1* 6.4.2 6.4.3* 6.4.4 6.4.5
5. Effectiveness of the proce ss过程有效性
6.5.1 6.5.2 6.5.3* 6.5.4
Eu4
#REF!
6.5.1 n.e Act
6.5.2 6.5.3*
Tna.rege n.e
t
MAX
6.5.4 n.e IST
0
0
Eu5
#REF! #### #REF!
Targe
6.6.1 6.6.2 6.6.3 6.6.4* n.e Act
t MAX ist
n.e Tna.rege n.e n.e 0
6. Process result / Output 过程结果/输出
6.6.1 6.6.2 6.6.3 6.6.4* n.e 0 n.e 0
Targe
Act
t MAX ist
0 Ta1r7ge #### ####
Act
t MAX ist
0 17 #### ####
6.1.1 n.e
6.1.2 n.e Act
Tna.rege n.e n.e
Act
t MAX IST
0 0 #### #### 0 0 #### ####
Eu2 #REF!
Eu3
#REF!
6.4.1* 6.4.2 n.e n.e Act
6.4.3* 6.4.4 Tna.rege n.e
t MAX
6.4.5 n.e IST
0 0 #### ####
产品
Targe
过程
Targe
Targe
4.1* 4.2 4.3 4.4* 4.5 4.6 4.7 4.8* n.e Act
t MAX ist 4.1* 4.2 4.3 4.4* 4.5 4.6 4.7 4.8* n.e Act
t
MAX
ist 4.1* 4.2 4.3 4.4* 4.5 4.6 4.7 4.8* n.e Act
1. Proc e ss 6.1.1
冲压
6.1.2
6.1.3
6.1.4
6.1.5*
焊接
Targe
5.1 5.2 5.3 5.4* 5.5* 5.6 5.7 n.e Act
t MAX ist
0
0
5 #### ####
2. Process Management工作内容/过程流程
3. Process support 过程支持
Rating
AAA
EG
[%]
BBB
CCC DDD
审核 编
7.
Tran
sport 6.1.2 6.1.3
6.1.4
6.2.4
6.2.5
6.6.1
6.6.2
6.6.3
00000000
00000000
6.1.2 6.1.3 6.1.4 6.2.4 6.2.5 6.6.1 6.6.2 6.6.3 n.e n.e n.e n.e n.e n.e n.e n.e
VDA
A
P 2
Proj ect
Targe
2.1 2.2 2.3 2.4 2.5* 2.6* 2.7 n.e Act
t MAX ist
0
0
5 #### ####
P Pla
3 nni
产品
Targe
3.1 3.2* 3.3 3.4 3.5 n.e Act
t MAX ist
过程
Targe
3.1 3.2* 3.3 3.4 3.5 n.e Act