常用音视频接口的分类及焊接方法
各种音视频线缆端接作业规范

各种接头做法详解一、VGA(DB15)做法图解说明:1、VGA接头定义:VGA公插头针脚线序VGA母插头针脚线序红线的芯线-----------------------脚 1红线的屏蔽线-------------------脚 6绿线的芯线----------------------脚 2绿线的屏蔽线-------------------脚7蓝线的芯线----------------------脚 3蓝线的屏蔽线--------------------脚8黄线的屏蔽线-------------------脚10白线的屏蔽线-------------------脚11白线的芯线---------------------- 脚13黄线的芯线---------------------- 脚14注:此颜色以百通1418B线缆为例。
2、VGA接头焊法要点:1).各类芯线和屏蔽线在拧紧后不得出现毛刺,屏蔽线如果过粗可以适当剪掉部分,原则上与焊接针孔口径相等。
2). VGA接头焊接点和各类芯线及屏蔽线焊接部位应在相互焊接前,两端上锡,再进行相互焊接。
3). 各类芯线及屏蔽线焊接部位上锡后,应将其前端较细的前尖部分剪掉。
4).焊接时,应先焊接屏蔽线,再焊接各类芯线。
3、VGA接头做法图解说明:(注:线缆以百通1418B线缆为例。
)图1:图2:外皮剥去约120mm。
图3:外护套热缩管直径为12mm,长度约为130mm。
图4:芯线护套热缩管直径为2mm,长度约为20mm。
图5:芯线外皮剥去约60mm。
图6:提前把芯线护套热缩管套上去。
图8:图10:用热吹风机把芯线护套热缩管吹热收缩。
图12:外护套热缩管压住芯线护套热缩管5mm即可,然后吹热收缩。
图13:安装外壳。
二、DCN做法图解说明:1、DCN接头及线缆定义:接头针脚1-------------------线缆线芯1 (下行屏蔽线)接头针脚2-------------------线缆线芯2 (下行信号线绿色)接头针脚3-------------------线缆线芯3 (直流电源线棕色)接头针脚4-------------------线缆线芯4 (上行信号线白色)接头针脚5-------------------线缆线芯5 (上行屏蔽线)接头针脚6-------------------线缆线芯6 (直流电源线蓝色)2、DCN接头做法图解说明:图1:剥去外皮图2:外皮剥去约40mm。
各种音频接头的焊接方法
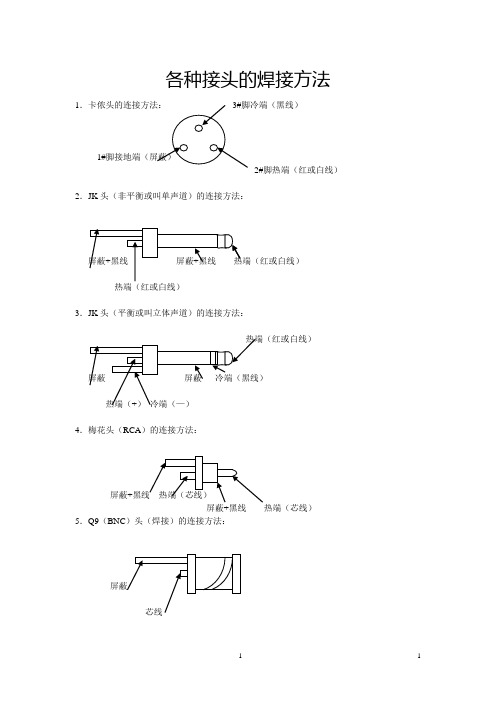
各种接头的焊接方法1
1#
2#脚热端(红或白线)2.JK头(非平衡或叫单声道)的连接方法:
热端(红或白线)
3.JK头(平衡或叫立体声道)的连接方法:
4.梅花头(RCA)的连接方法:
屏蔽+
5.Q9(BNC)头(焊接)的连接方法:
颜色定义:R(红)、G(绿)、B(兰)、H(黑)、V(黄)
R
屏蔽
7.串口232(9针)头的连接方法:
2#脚TX发送,3#脚RX接收,5#脚G 接地。
有时另一头2和3脚要反接。
博世主机的控制线,可用8芯网线1—8#脚直联。
(橙)(绿)(蓝)
6 7 8 9
8.DCN(6芯)的连接方法:
1 –下行线屏蔽、
2 –下行信号线(绿)、
3 –电源线(棕)、
4 –上行信号线(白)、
5 –上行线屏蔽、
6 –电源线(兰)、
1 6 5 5 6 1
公头(焊接面)母头(焊接面)
1 –白色
2 –屏蔽
3 –紫色
4 –黄色
5 –绿色
6 –红色
7 –蓝色
5
1(紫)3(紫)(白)6(蓝)7
公头(焊接面)母头(焊接面)。
各种音视频线的焊接方法
各种音视频线的焊接方法音视频线(Audio and Video cables)是用于传输音频和视频信号的线缆,它们在不同的设备之间起着重要的连接作用。
以下是几种常见的音视频线的焊接方法:1.RCA焊接方法:RCA(Radio Corporation of America)线是一种常用的音频和视频连接线。
它通常用于连接音频和视频设备,如音响系统、电视机和 DVD播放器等。
RCA 线一般有红、白或黑色的音频插头和黄色的视频插头。
焊接方法:-首先,剪断RCA线的两端以获得所需的长度。
-确定每个插头的正、负极性,红为右声道,白或黑为左声道,黄为视频信号。
-使用剥线钳去除电缆外皮,并留下一小段外皮以保护内部导线。
-用剥线钳分别剥开每个导线的外绝缘层,露出内部裸露的金属导线。
-整理好导线,将相应的正极性导线分别用锡焊覆盖,然后焊接到插头的正极脚上。
-将负极性导线焊接到插头的负极脚上。
-用热缩套或胶带包裹焊接处以保护焊接点,然后整理好线缆。
2.HDMI焊接方法:焊接方法:-HDMI线内部有多个对绞线对。
首先使用刀片刮开绞线对的外绝缘层。
-确定每对绞线对应的信号线(正、负极性)以及屏蔽层。
-随后,去除每对绞线对的内绝缘层,露出裸露的信号线。
-将相应的正极性线从每个绞线对中分离出来,用锡焊加热并将其焊接到插头的正极脚上。
-所有负极性线焊接并连接到插头的负极脚上。
-最后,将屏蔽层上的信号地线焊接到插头的地脚上。
-使用热缩套或胶带包裹每个焊接点并整理好线缆。
除了以上两种常见的音视频线焊接方法外,还有一些其他类型的音视频线需要不同的焊接方法,例如:3.XLR焊接方法:XLR(X connector, Locking connectoR)线通常用于连接麦克风和音频设备。
它们有三个或更多的引脚,用于传输音频信号和电源。
焊接方法与上述相似,需要正确连接相应的引脚和电源线。
4. Coaxial 焊接方法:同轴电缆(Coaxial cable)是一种传输高频信号的电缆,通常用于电视天线和有线电视连接等。
常用音频及视频接口简介
二、常用视频接口介绍
2.2 AV接口
AV接口又称RAC接口,是TV的改进型接口,外观有了很大不同,分为 了3条线,分别为:音频接口(红色与白色线,组成左右声道)和视频 接口(黄色),连接非常的简单,只需将3种颜色的AV线与电视端的3 种颜色的接口对应连接即可。 由于AV输出仍然是将亮度与色度混合的视频信号,所以依旧需要显示 设备进行亮度和色彩分离,并且解码才能成像。这样的做法必然对画质 会造成损失,因此AV接口的画质也比较一般,最高能达到640线
一、常用音频接口介绍
1.6 箱体上常见的模拟插座
连接箱体的一般采用音频专用金银线和香蕉头,用于放大器输出段和 音箱之间的连接,常见的有弹力卡接、香蕉头插接和螺母压接等方式
一、常用音频接口介绍
1.7 音频转接线
除了两头接口相同的标准音频线外,为了实现不同设备、接口之间的 连接使用,出现各种形式的音频转接线,如公/母转接线、3.5mm转 RCA线、 3.5mm转卡侬头、 3.5mm转6.3mm等
二、常用视频接口介绍
2.4 YCrCb色差分量接口
对于YCrCb色差分量接口来说,目前应用不是很普遍,主要是一些CRT 电视机并没有提供色差分量的输入接口。相比过去的AV和S端子,色差 是将信号分为红、绿、蓝三种基色来输入的,红、绿、蓝是色彩显示原 理中的三种原色,称为三基色。通过将这3中色彩直接提取出来的画面 将更加的清晰、色彩更加逼真。 这种接口在DVD、PS2、XBOX、NGC等视频和游戏设备上都可以使用, 画质方面要强过S端子
一、常用音频接口介绍
1.2 RCA模拟音频接口
RCA 是Radio Corporation of American(美国无线电公司)的缩写, 也称AV 接口、莲花头,几乎所有的电视机、影碟机类产品都有这个接 口。它既可用于音频,也可用于视频信号,还可以用于DVD分量 (YCrCb) 插座,但数量是三个。RCA通常都是成对的红白色的音频接口 和黄色的视频接口,使用时只需要将带莲花头的标准AV 线缆与相应接 口连接起来即可
常见音视频信号的类型、传输介质、NBC接头和接线标准教程
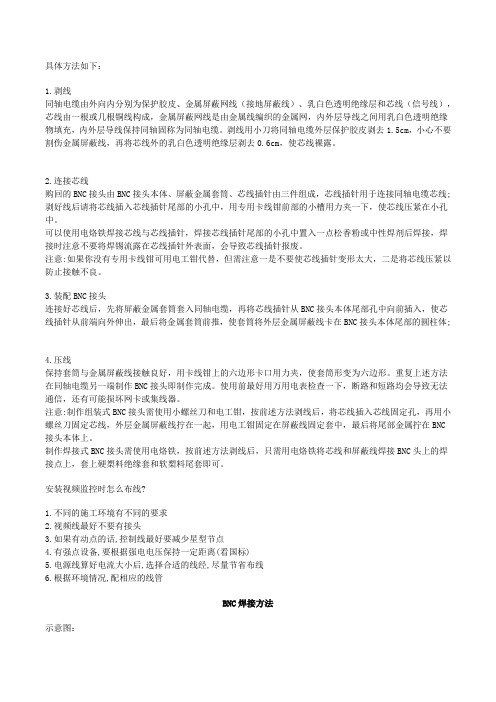
具体方法如下:1.剥线同轴电缆由外向内分别为保护胶皮、金属屏蔽网线(接地屏蔽线)、乳白色透明绝缘层和芯线(信号线),芯线由一根或几根铜线构成,金属屏蔽网线是由金属线编织的金属网,内外层导线之间用乳白色透明绝缘物填充,内外层导线保持同轴固称为同轴电缆。
剥线用小刀将同轴电缆外层保护胶皮剥去1.5cm,小心不要割伤金属屏蔽线,再将芯线外的乳白色透明绝缘层剥去0.6cm,使芯线裸露。
2.连接芯线购回的BNC接头由BNC接头本体、屏蔽金属套筒、芯线插针由三件组成,芯线插针用于连接同轴电缆芯线;剥好线后请将芯线插入芯线插针尾部的小孔中,用专用卡线钳前部的小槽用力夹一下,使芯线压紧在小孔中。
可以使用电烙铁焊接芯线与芯线插针,焊接芯线插针尾部的小孔中置入一点松香粉或中性焊剂后焊接,焊接时注意不要将焊锡流露在芯线插针外表面,会导致芯线插针报废。
注意:如果你没有专用卡线钳可用电工钳代替,但需注意一是不要使芯线插针变形太大,二是将芯线压紧以防止接触不良。
3.装配BNC接头连接好芯线后,先将屏蔽金属套筒套入同轴电缆,再将芯线插针从BNC接头本体尾部孔中向前插入,使芯线插针从前端向外伸出,最后将金属套筒前推,使套筒将外层金属屏蔽线卡在BNC接头本体尾部的圆柱体;4.压线保持套筒与金属屏蔽线接触良好,用卡线钳上的六边形卡口用力夹,使套筒形变为六边形。
重复上述方法在同轴电缆另一端制作BNC接头即制作完成。
使用前最好用万用电表检查一下,断路和短路均会导致无法通信,还有可能损坏网卡或集线器。
注意:制作组装式BNC接头需使用小螺丝刀和电工钳,按前述方法剥线后,将芯线插入芯线固定孔,再用小螺丝刀固定芯线,外层金属屏蔽线拧在一起,用电工钳固定在屏蔽线固定套中,最后将尾部金属拧在BNC接头本体上。
制作焊接式BNC接头需使用电烙铁,按前述方法剥线后,只需用电烙铁将芯线和屏蔽线焊接BNC头上的焊接点上,套上硬槊料绝缘套和软槊料尾套即可。
安装视频监控时怎么布线?1.不同的施工环境有不同的要求2.视频线最好不要有接头3.如果有动点的话,控制线最好要减少星型节点4.有强点设备,要根据强电电压保持一定距离(看国标)5.电源线算好电流大小后,选择合适的线经,尽量节省布线6.根据环境情况,配相应的线管BNC焊接方法示意图:第一步:(如下图)将上过锡的屏蔽网和芯线用斜口钳剪断,屏蔽网和芯线分别留长约7mm和3mm。
常见音视频信号的类型、传输介质、接头和接线标准
常见音视频信号的类型、传输介质、接头和接线标准常见视频信号的类型有:复合视频(Composite-Video)、超级视频(Super-Video)、模拟分量视频(RGBHV Video)、VGA视频(Video Graphics Array)、工作站视频(IBM PowerPC/Sun Color)、数字串行视频(Signal-Digital Interface)等视频格式。
常见音频信号的类型有:非平衡模拟音频(UnBalance Audio)、平衡式模拟音频(Analog Balance Audio)、非平衡数字音频(Digital Unbalance Audio)、平衡式数字音频(Digital Balance Audio)等格式。
常用接头有:BNC接头、莲花(RCA)接头、15针HD型接头、直型(TRS)接头、卡龙(XLR)接头。
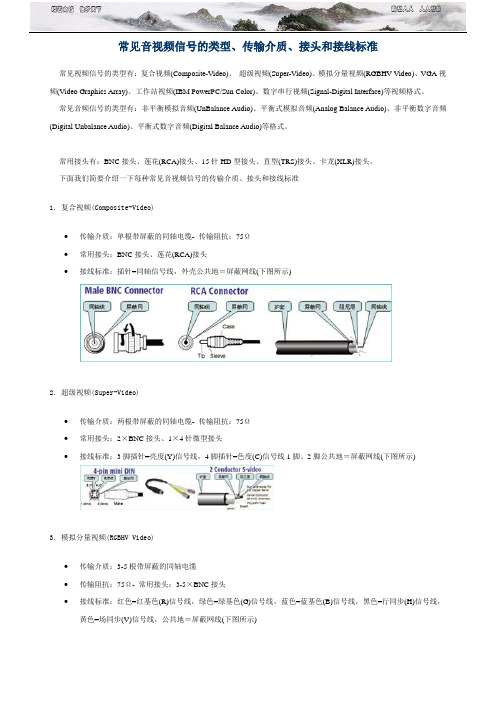
下面我们简要介绍一下每种常见音视频信号的传输介质、接头和接线标准1. 复合视频(Composite-Video)•传输介质:单根带屏蔽的同轴电缆- 传输阻抗:75Ω•常用接头:BNC接头、莲花(RCA)接头•接线标准:插针=同轴信号线,外壳公共地=屏蔽网线(下图所示)2. 超级视频(Super-Video)•传输介质:两根带屏蔽的同轴电缆- 传输阻抗:75Ω•常用接头:2×BNC接头、1×4针微型接头•接线标准:3脚插针=亮度(Y)信号线,4脚插针=色度(C)信号线1脚、2脚公共地=屏蔽网线(下图所示)3. 模拟分量视频(RGBHV Video)•传输介质:3-5根带屏蔽的同轴电缆•传输阻抗:75Ω- 常用接头:3-5×BNC接头•接线标准:红色=红基色(R)信号线,绿色=绿基色(G)信号线,蓝色=蓝基色(B)信号线,黑色=行同步(H)信号线,黄色=场同步(V)信号线,公共地=屏蔽网线(下图所示)4. VGA视频(Video Graphics Array)•传输介质:11根带屏蔽的同轴电缆•传输阻抗:75Ω•常用接头:15针HD型接头- 接线标准:1脚=红基色,2脚=绿基色,3脚=蓝基色,6脚=红色地,7脚=绿色地,8脚=蓝色地,13脚=行同步,14脚=场同步,5脚=自测试,10脚=数字地,4、11、12、15脚=地址码(下图所示)5. 工作站视频(IBM PowerPC/Sun Color)•传输介质:11根带屏蔽的同轴电缆- 传输阻抗:75Ω•常用接头:13W3接头•接线标准:A1脚=红基色,A2脚=绿基色,A3脚=蓝基色,5脚=行同步,9脚=场同步,3脚=自测试,4、10脚=数字地,1、2、6、7脚=地址码(下图所示)6. 数字串行视频(Signal-Digital Interface)•传输介质:单根带屏蔽的同轴电缆•传输阻抗:75Ω•常用接头:BNC接头•接线标准:插针=同轴信号线,外壳数字地=屏蔽网线7. 非平衡模拟音频(UnBalance Audio)•传输介质:单根带屏蔽的同轴电缆•传输阻抗:高低阻•常用接头:直型(TRS)接头、莲花(RCA)接头•接线标准:插针=同轴信号线,外壳公共地=屏蔽网线(下图所示)8. 平衡式模拟音频(Analog Balance Audio)•传输介质:带屏蔽的双绞电缆•传输阻抗:600Ω或高低阻•常用接头:直型(TRS)接头、卡龙(XLR)接头•接线标准:直插:插针=信号+,中环=信号-,外壳公共地=屏蔽网线卡龙:2脚=信号+,3脚=信号-,1脚公共地=屏蔽网线(下图所示)9. 非平衡数字音频(Digital Unbalance Audio)•传输介质:单根带屏蔽的同轴电缆或光纤•传输阻抗:75Ω- 常用接头:BNC接头•接线标准:插针=同轴信号线,外壳数字地=屏蔽网线10. 平衡式数字音频(Digital Balance Audio)•传输介质:带屏蔽的双绞电缆•传输阻抗:110Ω•常用接头:卡龙(XLR)接头11. 其他数字音频格式SDIF-2 SONY Digital Interface 三根同轴电缆,双通道、立体声BNCSDIF-24 SONY Digital Interface 多股绞合电缆,24通道、立体声D25Y1Y2 YAMAHA 八芯绞合电缆8-pin DINAES/EBU 音频工程师协会/欧洲广播联盟带屏蔽的双绞电缆,双通道、立体声XLRTOSLINK TOSHIBA Optical Link 单根光纤,多通道、立体声光纤连接头TEAC DTRS 多股绞合电缆,8通道、立体声D25ADAT ALESIE 一对光纤,8通道、立体声光纤连接头。
音视频接口介绍
检查所有相连设备的总线地址和配置 ……….
7
音视频接口介绍
HDMI 一些功能的测试方法
ARC功能 -----CEC全文为Audio return Control
测试方法及注意事项 1.需要播放设备和输出设备都支持HDMI1.4 2.一根HDMI 线接在播放设备和电视机上 3.一根HDMI线接在电视机和音响功放机上 电视机里有个菜单选项,如果选ARC输出ON,即电视机不对声音处理直 接通过HDMI线把声音输出到音箱功放上,有音箱功放解码并播放 如选ARC 输出为OFF,即电视机直接对音频进行解码并输出
1.One touch play
电视机处于其他信号源或待机状态,按播放设备的Play 键,电视机会自动会跳到HDMI 模式下
2. System Standby
用电视机的遥控器按下standby键,播放设备会跟着进入待机状
3. OSD Display
更改播放设备的菜单语言,电视机菜单语言会自动变为与播放设备一致的 OSD 语言
L/R红白音频接口,包括cvbs 和YPbPr 上的音频输出接口; Scart 接口 remark:模拟声音声道为左右声道,支持Mono ,Stereo,DualⅠ/Ⅱ
2.数字声音输出
SPDIF 输出(包括同轴或光纤接口)可支持LPCM , Dolby 5.1/7.1 声道, 如AC3的音频格式,此时需要外接功放才能播放. HDMI接口输出支持LPCM,DVD- Audio, Dolby5.1/7.1 HD,DTS -HD 输 出.HDMI 的声音可以通过带HDMI接口的电视机播放,也可以通过带HDMI 接口的功放解码。对于AC3 的声音电视能否输出,要看具体做法。
各种音视频线的焊接方法
HDMI线材(一)
ቤተ መጻሕፍቲ ባይዱ HDMI线材(二)
HDMI线材(三)
HDMI线材(四)
HDMI线材(五)
DVI接口(一)
DVI接口(二)
音频焊接线序错误产生问题
5、功放输出端或音箱接入端的线序接反: 比如两只音箱的+和-是相反的,这两只音箱在一个空间扩声时,播放 的是同一个音频信号源。当人站在音箱的中间时,听到的声音是忽大 忽小,
如何借助仪器判断信号的极性
借助于相位仪。从调音台一路通道接入相位仪的信号发射器,只让其 中一路音箱出声,将相位仪的接收器放到这只音箱的前面,贴近音箱 钢网。当接收器绿灯亮时,表示信号的极性是正确的。红灯亮时,信 号的极性是反相的。
黑色 红色(屏蔽) 绿色(屏蔽) 蓝色(屏蔽)
VGA线序(2)
9
10 11 12 13 14 15 外壳
黄色(屏蔽)
白色(芯) 黄色(芯)
黄色(屏蔽)
白色(芯) 黄色(芯)
棕色
白色 黄色 外层屏蔽
棕色
白色 黄色 外层屏蔽
DVI的分类
一个是DVI-D接口,只能接收数字信号,接口上只有3排8列共24个针 脚 各种接口示意图其中右上角的一个针脚为空。不兼容模拟信号。
Standard HDMI Cable with Ether 中文规范名称:标准以太网HDMI线
High Speed HDMI Cable with Ether 中文规范名称:高速以太网HDMI线
三种HDMI接头
HDMI Atype:19针
常用音视频接口的分类及焊接方法
常用音视频接口的分类及焊接方法1.卡侬头(某LR):卡侬头接口用于接平衡信号。
接法:1脚:屏蔽线;2脚:信号+;3脚:信号-。
2.大三芯(TRS):大三芯用于平衡信号的传输(功能相当于卡农头)或者用于不平衡的立体声信号的传输,如耳机。
接法:热端:信号+;冷端:信号-;接地端:屏蔽线。
3.大二芯(TS):大二芯用于单声道信号的传输,可以直接通过芯对芯,屏蔽层对屏蔽层的焊接与RCA、BNC等用于单声道的接头实现实现转换,只能传输费平衡信号。
接法:热端:信号+;接地端:屏蔽线。
4.莲花(RCA):莲花接头既可以传输音频信号,又可以传输普通的视屏信号。
接法:热端:信号+;冷端:地线。
5.VGA接口:VGA接口传输计算机等设备的显卡输出的模拟信号,也可以传输高清视屏信号,计算机内部以数字方式生成的显示图像信息被显卡中的数字/模拟转换器转换为R、G、B三原色信号和行、场同步信号,通过VGA电缆传输到显示设备中。
接法:1脚:红线的芯线;2脚:灰线的芯线;3脚:蓝线的芯线;4脚:蓝线;5脚:棕线;6脚:红线的屏蔽线;7脚:灰线的屏蔽线;8脚:蓝线的屏蔽线;9脚:悬空;10脚:外层屏蔽线;11脚:外层屏蔽线黑线;12脚:绿线;13脚:黄线;14脚:白线;15脚:黑线;金属外壳:外层屏蔽线。
6.BNC接口:主要用于同轴电缆的连接。
7.S端子接口:S端子也是非常常见的端子,其全称是SeparateVideo,也称为SUPERVIDEO。
S-Video连接规格是由日本人开发的一种规格,S指的是“SEPARATE(分离)”,它将亮度和色度分离输出,避免了混合视讯讯号输出时亮度和色度的相互干扰。
S端子实际上是一种五芯接口,由两路视频亮度信号、两路视频色度信号和一路公共屏蔽地线共五条芯线组成。
S端子是日本在AV端子的基础上改进而来的。
从硬件结构来说,S端子实际上是一种五芯接口,由两路视亮度信号、两路视频颜色度信号和一路公共屏蔽地线共五条芯线组成(实际上还有与其配套的亮度、色度分离器)。
各种音频接头的焊接方法
各种接头的焊接方法1
1#
2#脚热端(红或白线)2.JK头(非平衡或叫单声道)的连接方法:
热端(红或白线)
3.JK头(平衡或叫立体声道)的连接方法:
4.梅花头(RCA)的连接方法:
屏蔽+
5.Q9(BNC)头(焊接)的连接方法:
颜色定义:R(红)、G(绿)、B(兰)、H(黑)、V(黄)
R
屏蔽
7.串口232(9针)头的连接方法:
2#脚TX发送,3#脚RX接收,5#脚G 接地。
有时另一头2和3脚要反接。
博世主机的控制线,可用8芯网线1—8#脚直联。
(橙)(绿)(蓝)
6 7 8 9
8.DCN(6芯)的连接方法:
1 –下行线屏蔽、
2 –下行信号线(绿)、
3 –电源线(棕)、
4 –上行信号线(白)、
5 –上行线屏蔽、
6 –电源线(兰)、
1 6 5 5 6 1
公头(焊接面)母头(焊接面)
1 –白色
2 –屏蔽
3 –紫色
4 –黄色
5 –绿色
6 –红色
7 –蓝色
5
1(紫)3(紫)(白)6(蓝)7
公头(焊接面)母头(焊接面)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用音视频接口的分类及焊接方法
常用音视频接口的分类及焊法:
1.卡侬头(XLR):卡侬头接口用于接平衡信号。
接法:1脚:屏蔽线;2
脚:信号+;3脚:信号-。
2.大三芯(TRS):大三芯用于平衡信号的传输(功能相当于卡农头)或者
用于不平衡的立体声信号的传输,如耳机。
接法:热端:信号+;冷端:信号-;接地端:屏蔽线。
3.大二芯(TS):大二芯用于单声道信号的传输,可以直接通过芯对芯,屏
蔽层对屏蔽层的焊接与RCA、BNC等用于单声道的接头实现实现转换,只能传输费平衡信号。
接法:热端:信号+;接地端:屏蔽线。
4.莲花(RCA):莲花接头既可以传输音频信号,又可以传输普通的视屏信
号。
接法:热端:信号+;冷端:地线。
5.VGA接口:VGA接口传输计算机等设备的显卡输出的模拟信号,也可以
传输高清视屏信号,计算机内部以数字方式生成的显示图像信息被显卡中的数字/模拟转换器转换为R、G、B三原色信号和行、场同步信号,通过VGA电缆传输到显示设备中。
接法:1脚:红线的芯线;2脚:灰线的芯线;3脚:蓝线的芯线;4脚:蓝线;5脚:棕线;6脚:红线的屏蔽线;7脚:灰线的屏蔽线;8脚:蓝线的屏蔽线;9脚:悬空;10脚:外层屏蔽线;11脚:外层屏蔽线黑线;12脚:绿线;13脚:黄线;14脚:白线;15脚:黑线;金属外壳:外层屏蔽线。
6.BNC接口:主要用于同轴电缆的连接。
7.S端子接口:S端子也是非常常见的端子,其全称是Separate Video,
也称为SUPER VIDEO。
S-Video连接规格是由日本人开发的一种规格,S指的是“SEPARATE(分离)”,它将亮度和色度分离输出,避免了混合视讯讯号输出时亮度和色度的相互干扰。
S端子实际上是一种五芯接口,由两路视频亮度信号、两路视频色度信号和一路公共屏蔽地线共五条芯线组成。
S端子是日本在A V端子的基础上改进而来的。
从硬件结构来说,
S端子实际上是一种五芯接口,由两路视亮度信号、两路视频颜色度信号和一路公共屏蔽地线共五条芯线组成(实际上还有与其配套的亮度、色度分离器)。
从其结构不难看出,它是用来将亮度和色度分离输出的设备。
这种设计主要是为了视频节目复合输出时的亮度和色度的相互干扰。
构成图象至少需要3个信号(一般是亮度信号与两个色差信号,既Y/C/R)。
但广播电视信号是需要远程传输的,而且收端不可能用3个接收机来分别解调这3个信号。
因此,必须将这些信号“复合”在一起,调制到一个高频载波上发送,故接收要使用高频头。