台达PID控制
台达PLC的PID是如何计算的

台达plc的pid是如何计算的摘要:台达的plc是计算方法关键词:目标值(sv)輸出值(mv)现在值(pv)一、前言:PID 控制器是一个在工业控制应用中常见的反馈回路部件。
这个控制器把收集到的数据和一个参考值进行比较,然后把这个差别用于计算新的输入值,这个新的输入值的目的是可以让系统的数据达到或者保持在参考值。
和其他简单的控制运算不同,PID控制器可以根据历史数据和差别的出现率来调整输入值,这样可以使系统更加准确,更加稳定。
可以通过数学的方法证明,在其他控制方法导致系统有稳定误差或过程反复的情况下,一个PID反馈回路却可以保持系统的稳定。
理论PID是以它的三种纠正算法而命名的。
这三种算法都是用加法调整被控制的数值。
而实际上这些加法运算大部分变成了减法运算因为被加数总是负值。
这三种算法是:1.比例- 来控制当前,误差值和一个负常数P(表示比例)相乘,然后和预定的值相加。
P只是在控制器的输出和系统的误差成比例的时候成立。
比如说,一个电热器的控制器的比例尺范围是10°C,它的预定值是20°C。
那么它在10°C的时候会输出100%,在15°C的时候会输出50%,在19°C的时候输出10%,注意在误差是0的时候,控制器的输出也是0。
2.积分 - 来控制过去,误差值是过去一段时间的误差和,然后乘以一个负常数I,然后和预定值相加。
I从过去的平均误差值来找到系统的输出结果和预定值的平均误差。
一个简单的比例系统会振荡,会在预定值的附近来回变化,因为系统无法消除多余的纠正。
通过加上一个负的平均误差比例值,平均的系统误差值就会总是减少。
所以,最终这个PID回路系统会在预定值定下来。
3.导数 - 来控制将来,计算误差的一阶导,并和一个负常数D相乘,最后和预定值相加。
这个导数的控制会对系统的改变作出反应。
导数的结果越大,那么控制系统就对输出结果作出更快速的反应。
这个D参数也是PID被称为可预测的控制器的原因。
台达PID指令的介绍
台达PID指令的介绍PID控制器是一种常用的控制方法,可以用来控制各种动态系统,包括温度、流量、压力、位置等等。
PID是比例、积分、微分的简称,代表了控制器中三个调节参数。
首先来看比例控制部分。
比例控制部分根据系统的当前偏差值与设定值之间的差异来产生输出。
比例增益参数Kp控制输出的增幅大小。
如果设定值与当前值之间的差异很大,那么输出信号也会很大;如果差异很小,输出信号也会很小。
比例控制主要用于对系统的静态误差进行修正。
接下来是积分控制部分。
积分控制部分根据系统的历史偏差值与设定值之间的差异来产生输出。
积分时间参数Ti控制输出的积分时间长度。
积分控制可以用来减小系统的稳态误差,对系统的动态特性改善作用有限。
最后是微分控制部分。
微分控制部分根据系统的当前偏差变化率与设定值的变化率之间的差异来产生输出。
微分时间参数Td控制输出的微分时间间隔。
微分控制可以提高系统的动态响应速度,但对系统的稳态误差修正能力有限。
PID控制器的输出信号由三个控制部分叠加而成,这样可以综合利用比例、积分和微分的优点,以适应不同的系统特性。
PID控制器的输出信号可以用来控制执行器,以调整系统的输出值与设定值之间的差异。
在实际应用中,PID控制器需要根据具体的系统特性进行参数调节。
比例增益参数Kp决定了控制器的灵敏度,在系统反馈响应上的作用较大,但过大的值会导致系统震荡;积分时间参数Ti决定了控制器对稳态误差的修正能力,在系统的静态响应上的作用较大,但过大的值会导致系统的超调和震荡;微分时间参数Td决定了控制器对系统的动态特性的改善能力,在系统的动态响应上的作用较大,但过大的值会导致系统的抖动。
PID控制器的设计和调节可以采用经验法、试控法、优化算法等方法。
在实际应用中,往往需要结合系统的特性进行参数调节,以最佳控制效果。
总之,PID控制器是一种常用的控制方法,可以通过比例、积分和微分三个控制部分对系统进行调节。
通过合理调节PID参数,可以实现对系统的静态误差的修正、动态特性的改善。
台达PLC的PID是如何计算的

台达PLC的PID是如何计算的台达PLC中的PID控制算法是通过计算PID控制器的三个参数来实现的,即比例增益(P),积分时间(I)和微分时间(D)。
这三个参数通过经验或自动调整的方式来确定,以使控制系统能够快速、准确地响应外部变化。
比例增益(P):比例增益是PID控制算法中最基本的参数之一、它表示输出变化量与偏差(设定值与实际值之间的差异)之间的线性关系。
较大的比例增益会使系统的响应更加敏感,但也会增加系统的震荡和不稳定性。
积分时间(I):积分时间是为了解决系统存在偏差的情况。
它表示控制器通过积分偏差的累积来调整输出信号。
通过积分时间,控制器能够迅速减小由于偏差产生的误差,并使系统稳定在设定值附近。
微分时间(D):微分时间用于抑制系统的过冲和震荡。
它表示控制器通过检测偏差的变化率来调整输出信号。
较大的微分时间可以降低系统的超调和震荡,但也会增加系统的响应时间。
PID控制算法的计算过程如下:1.首先,计算偏差(e),即设定值与实际值之间的差异。
2.然后,计算比例控制增益(P)乘以偏差,得到比例作用量。
3.接下来,计算积分控制增益(I)乘以偏差的累积值,得到积分作用量。
4.然后,计算微分控制增益(D)乘以偏差的变化率,得到微分作用量。
5.最后,将比例作用量、积分作用量和微分作用量相加,得到输出信号。
在实际应用中,通常会通过试验和调整来确定PID控制算法中的三个参数。
这可以通过反复调整参数并观察系统响应来实现,直到达到所期望的控制效果为止。
另外,也可以使用自动调整算法来确定最佳参数,如Ziegler-Nichols方法或基于模型的方法。
总之,台达PLC中的PID控制算法是根据比例增益、积分时间和微分时间计算的,通过调整这三个参数来实现快速、准确地响应外部变化,并使系统稳定在设定值附近。
台达AH500系列DPIDDPIDE功能说明(附温控实例)

2: 与 0 相同,但当 PID_MAN 由 TRUE 转 为 FALSE 时,MV 值会由当时内部运算 的 MV 值开始进行自动运算。
设定值超出范围,将视为 0。
PID_MAN
BOOL
PID A/M 模式
TRUE:Manual,MV 值会依 MOUT 值输 出,但仍在 MV_MAX 与 MV_MIN 之间,当 PID_MODE 为 1 时此设定无效。 FALSE:Auto,MV 值会依 PID 公式计算后
Page 2/37
Doc. Name:AH500系列PID/PIDE功能说明(附烤箱温控实例) Doc. Code:134A-P-T1506-APN001-SC
Rev.: 00
1. 前言及目的
前言: 工程实际中,应用最为广泛的调节器控制规律为比例积分微分控制,简称 PID 控制,又称 PID 调节。 PID 控制问世至今已有近 60 年的历史了,它以其结构简单、稳定性好、工作可靠、调整方便而成为工业 控制主要和可靠的技术工具。
正数单精度浮 为SV−PV间的误差放大比例
KP
REAL
比例增益(KP)
点数范围
值,如果小于 0,KP将为 0
KI
REAL
积分增益(KI)
正数单精度浮 I计算值系数(KI),如果小
点数范围
于 0,KI将为 0
Page 6/37
Doc. Name:AH500系列PID/PIDE功能说明(附烤箱温控实例) Doc. Code:134A-P-T1506-APN001-SC
Doc. Name:AH500系列DPID/DPIDE功能说明(附温控实例) Doc. Code:134A-P-T1506-APN001-SC
主题:AH500 系列 DPID/DPIDE 功能说明(附温控实例)
PID控制原理与参数的整定方法
PID控制原理与参数的整定方法PID控制器是一种常用的自动控制器,在工业控制中广泛应用。
它的原理很简单,即通过不断调节控制信号来使被控制物体的输出接近给定值。
PID控制器由比例(P)、积分(I)和微分(D)三个控制参数组成。
下面将详细介绍PID控制的原理和参数整定方法。
一、PID控制原理1.比例(P)控制比例控制根据被控制量的偏差的大小,按照一定比例调节控制量的大小。
当偏差较大时,调节量增大;当偏差较小时,调节量减小。
此项控制可以使系统快速响应,并减小系统稳态误差。
2.积分(I)控制积分控制根据被控制物体的偏差的积分值来调节控制量。
积分控制的作用主要是消除系统的稳态误差。
当偏差较小但持续较长时间时,积分量会逐渐增大,以减小偏差。
3.微分(D)控制微分控制根据被控制物体的偏差的变化率来调节控制量。
当偏差的变化率较大时,微分量会增大,以提前调整控制量。
微分控制可以减小系统的超调和振荡。
综合比例、积分和微分控制,PID控制器可以通过不同的控制参数整定来适应不同的被控制物体的特性。
二、PID控制参数整定方法1.经验整定法经验整定法是根据对被控制系统的调试经验和运行情况来选择控制参数的方法。
它是通过实际试验来调整控制参数,通过观察系统的响应和稳定性来判断参数的合理性。
2. Ziegler-Nichols整定法Ziegler-Nichols整定法是根据系统的临界响应来选择PID控制参数的方法。
在该方法中,首先将I和D参数设置为零,然后不断提高P控制参数直到系统发生临界振荡。
根据振荡周期和振荡增益的比值来确定P、I和D的参数值。
3.设计模型整定法设计模型整定法是根据对被控系统的数学建模来确定PID控制参数的方法。
通过建立被控系统的数学模型,分析其频率响应和稳态特性,从而设计出合理的控制参数。
4.自整定法自整定法是通过主动调节PID控制器的参数,使被控系统的输出能够接近给定值。
该方法可以通过在线自整定或离线自整定来实现。
台达PID指令的介绍
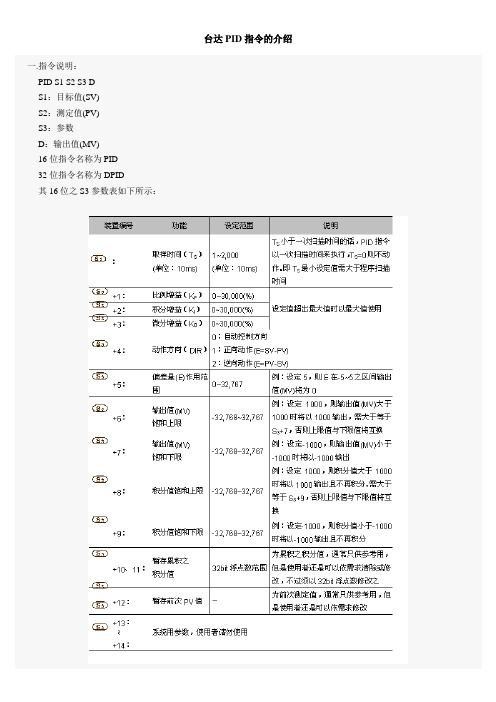
E(t) :偏差量。
PV :现在值SV :目标值Kd :微分增益PV(t)S :PV(t)的微分值Ki :积分增益E(t)1/S:E(t)的积分三.控制方块图:注意事项和建议:1.使用者于调整KP、KI及KD三个主要参数时,请先调整KP值(依经验值设定),而KI及KD值先设定为0,等到调整到大致上可控制时,再依序调整KI值(由小到大)以及KD值(由小到大),调整范例如范例四所示。
其中KP值为100则表示100%,即对偏差值的增益为1,小于100%将对偏差值衰减,大于100%将对偏差值放大。
2.本指令动作须配合许多参数值控制,因此请勿随意设定参数值,以免造成无法控制之现象。
范例一:使用PID指令于位置控制时之方块图(动作方向S3+4需设为0)四.PID指令调整步骤说明:假设控制系统之受控体G(s) 的转移函数为一阶的函数(一般马达的模型均为此函数),命令值SV为1,取样时间Ts为10ms。
建议调整步骤如下:步骤1:首先将KI及KD值设为0,接着先后分别设定KP为5、10、20及40,并分别记录其SV及PV状态,其结果如下图所示。
步骤2:观察上图后得知KP为40时,其反应会有过冲现象,因此不选用;而KP为20时,其PV反应曲线接近SV值且不会有过冲现象,但是由于启动过快,因此输出值MV瞬间值会很大,所以考虑暂不选用;接着KP为10时,其PV反应曲线接近SV值并且是比较平滑接近,因此考虑使用此值;最后KP为5时,其反应过慢,因此也暂不考虑使用。
步骤3:选定KP为10后,先调整KI值由小到大(如1、2、4至8),以不超过KP值为原则;然后再调整KD由小到大(如0.01、0.05、0.1及0.2),以不超过KP的10%为原则;最后可得如下图之PV与SV的关系图附注:本范例仅供参考,因此使用者还需依实际控制系统之状况,自行调整其适合控制参数五.应用实例:实例一:利用PID指令于压力控制系统,使用范例一之方块图。
PID控制原理讲解

PID控制原理讲解PID控制是一种经典的控制方法,它可以根据系统的反馈信息动态调整控制器的输出,从而保持系统的稳定性和精确性。
PID控制器由比例(P)、积分(I)和微分(D)三个部分组成,分别对应于控制器的输出与误差信号之间的线性比例调节、积累调节以及差分调节。
首先,我们来详细介绍PID控制器中的比例部分(P部分)。
比例控制是根据当前的误差信号与设定值之间的差异,通过乘以一个比例系数Kp来调节控制器的输出。
这意味着,当误差增大时,比例控制器的输出也会相应增大,从而加大对系统的控制力度。
比例控制具有快速响应的特点,但是可能会导致系统存在稳态误差,即输出值与设定值之间的差异。
为了解决稳态误差的问题,我们引入积分控制(I部分)。
积分控制是指根据误差信号的累积值与一个积分系数Ki的乘积来调节控制器的输出。
积分控制器积累了过去一段时间内的误差信息,并将其加入到控制器的输出中。
这样,当存在稳态误差时,积分作用可以逐渐减小误差,并将系统调整到设定值附近。
但是,积分控制也可能引入更多的稳定问题,例如系统的超调和振荡。
为了解决上述稳定性问题,我们引入微分控制(D部分)。
微分控制是根据误差信号的变化率与一个微分系数Kd的乘积来调节控制器的输出。
微分控制器可以预测未来的误差变化趋势,并通过调整控制力度来减小误差的过度变化。
微分控制具有稳定性和抑制震荡的作用,但是过大的微分系数可能会引入噪声放大。
将比例、积分和微分三个部分结合在一起,就形成了PID控制器。
PID控制器的输出被定义为:u(t) = Kp * e(t) + Ki * ∫e(t)dt + Kd * de(t)/dt其中,u(t) 是控制器的输出,e(t) 是当前的误差信号,de(t)/dt是误差信号的变化率。
Kp、Ki和Kd 是比例、积分和微分系数,它们根据具体的应用和系统特性进行调节。
PID控制器通过不断地比较误差信号和设定值,计算输出信号,并根据反馈信息调整控制力度,使系统逐渐稳定在设定值附近。
台达变频器参数配置表
台达变频器参数配置表1.引言本文档旨在提供台达变频器参数配置的相关信息和指导,以帮助用户正确配置台达变频器。
2.变频器参数配置说明变频器参数配置是指根据具体应用场景的要求,对台达变频器进行各项参数的设置,以实现最佳性能和功能。
以下是常见的变频器参数配置项:2.1 输入/输出参数配置输入电压:根据实际使用环境和电源供应情况,设置适宜的输入电压范围。
输出频率:根据应用需求,设置变频器的输出频率范围。
输出电压:根据负载需求和电机特性,设置适宜的输出电压。
输出功率:根据负载需求和电机功率,设置适宜的输出功率。
2.2 控制参数配置加速时间:根据负载特性和应用需求,设置适宜的加速时间。
减速时间:根据负载特性和应用需求,设置适宜的减速时间。
PID参数:根据控制要求和系统特性,设置合适的PID参数,以提高系统响应性和稳定性。
2.3 保护参数配置过载保护:根据负载特性和电机额定功率,设置适宜的过载保护参数。
过压保护:根据电网情况和负载需求,设置合适的过压保护参数。
过流保护:根据电机额定电流和负载要求,设置合适的过流保护参数。
温度保护:根据应用环境和电机温度特性,设置适宜的温度保护参数。
3.参数配置步骤以下是一般的参数配置步骤,供用户参考:1.确定应用场景和需求,了解变频器的基本要求。
2.配置输入/输出参数,根据实际情况设置电压、频率、功率等参数。
3.配置控制参数,包括加速时间、减速时间、PID参数等。
4.配置保护参数,确保系统在运行过程中有合适的保护机制。
5.验证配置结果,使用各项功能进行测试和调试,确保参数配置正确并符合要求。
4.注意事项在配置参数前,请先阅读变频器的说明书,并了解相关安全操作规定。
配置参数时,务必慎重选择合适的数值和范围,避免对系统造成损坏或不必要的风险。
在参数配置完成后,建议定期进行检查和维护,确保系统运行的稳定性和可靠性。
5.总结本文档介绍了台达变频器参数配置的相关内容,并提供了常见参数的配置指导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台达PID控制
PID
摘要:塑料制品在生产生活中无处不在。
塑料生产设备多种多样。
多数利用热塑性原理
工作的塑料生产设备的设备都会用到温度控制器。
本文以塑料挤出机为例介绍台
达温控的PID控制原理及应用。
关键词:台达温控器 PID 塑料机械
1
塑料有其独特的热塑性物理化学特性。
在塑料行业的生产过程中,加工温度的控制,是
决定产品质量最重要的环节之一。
塑料挤出机(图1)一般有单螺杆和双螺杆之分,主要用
来挤制软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,与相应的辅机(包括成型机头)配合,
可加工多种塑料制品,如膜、管、棒、板、丝、带电缆绝缘层及中空制品等,亦可用于造粒。
台达DTA等系列温控器(图2)利用PID控制算法,保证在复杂生产环境中,精确控制原
料生产温度,避免因为温度过高或者过低造成废品率高的现象。
以图2为例,一台挤出机中使用多个DTA温控器控制加热,并且于每个加热器上,对应配有一组散热风扇,或者水冷
装置。
图1 塑料挤出机
图2 台达温控器
2
2.1
基于原材料的物理物理化学特性,要求控制温度不能超过设定温度正负2摄氏度。
温度过低,挤出口出料不畅,造成前端挤出机构负载过大;温度过高,则可能改变原料特性导致
成品报废。
2.2
1 控制方法效果比较。
根据对象特性与现场考察,如果控制方式选择较为容易操作的
ON-OFF控制方式,此方式会导致目标温度振荡超差(图3)。
在理想的工艺控制范围,ON-OFF控制是无法达到稳定的,而PID控制会比ON-OFF更加的精确。
图3 控制方法效果比较
2 PID控制参数自整定的适用性分析。
虽然台达DTA系列温控器具有智能化PID参数自整定功能,但是由于不支持双程对象控制,因此当选择PID自整定控制方式时,反而会
造成精度误差更大。
原因是DTA温控器不支持双输出的功能,所以只可单选加热,挤出机
上方配备的冷却风扇则是利用DTA的警报输出来触发,作为冷却输出。
而DTA 的自整定,必须在自然冷却或者冷却方式相对恒定的环境进行,而利用警报来做冷却控制,实际已变成
突发事件,不在正常的情形之下,如此会造成降温时间及振荡周期变短,将造成振荡情形更
加的剧烈。
3 PID控制参数人工整定的适用性分析。
由于挤出机设备出厂值是一般能达到控制要
求的,所以于此设备中,以出厂值即可达到所需的要求,反倒是执行自整定会测得不正确参
数,造成温度的上下振荡。
如果对于有些场合,温度上升需要加快的话,适当调小P值即可。
4 由于塑料设备冷却速度非常的慢,所以超温时利用警报输出来触发风扇加速冷却。
需要注意DTA中使用警报进行风扇冷却,须将ALARM范围设定的较大(如超出4度时才执行),因为除非异常情形,平时温度是不易超出此范围的,如果ALARM 设定过小(如1度),超出设定值即冷却,会造成冷却速度太快,产生温度振荡。
3 DTA PID
31 PB
控制器的P值其实就是比例带(PB);I值为积分时间(Ti);D值为微分时间(Td)。
P值指的是比例(图4),若是P设定为20,SV(目标温度)设定为150度,此时于150-20=130度之前,输出将以全输出的方式来执行,所以若是我们将P值调整的太小,则将会产生温
度加热过高的情形。
出厂值P为47.6,若我们欲达到的温度为100度,则于100-47.6=52.4度时即展开比例控制输出量,所以除非加热速度很快,否则不会造成上下振荡的情形。
图4 比例带PB控温效果
比例带PB控制输出量的大小是控制温度精度的基础因素,根据PID算法的输出量公式如下:
由以上可得知,I及D为零时,输出量即为1/PBe,故只有P控制。
而e = PV(现在值) – SV(设定值),所以也可得知,当目前温度已等于设定温度时,e值即为零,此时P控制中即无输出量,P无输出量是无法将温度一直保持在设定值的,此时便需利用I控制来执行补偿的动作。
3.2I
I值指的是积分量。
由上述公式中可得知,输出量是由P量+I量+D量,所以当未进入比例控制时,是不执行I控制的,因这时系统已处于全输出状态,I量无法再增加上去。
那么,控制的积分量将于何时来激活积分动作呢?如图5所示,积分动作触发时机为温度先
由上升至反转下降的时候,我们可推论,于加热开始时,原本温度即会产生超调现象,若此
时再增加积分量,那么温度也就过高更多了。
因此当我们激活积分动作时,此时公式中
1/Ti*1/PB?edt也随之运算,式中也可知Ti是位于算式中分母的位置,所以当Ti值愈小时,
所算得的积分量愈大;反之,Ti值愈大,则计算的积分量则愈小。
图5 积分常数I控温效果(1)
本文示例设备的出厂的I默认值为260,是为避免积分量太大,会造成加热温度过高产
生振荡,而又为何在此挤出机中执行Auto Tuning会测得过小的I 值呢?如图6中所示,I值是由(周期时间/2)计算取得,而塑机中的温度下降速度(不激活风扇)是相当缓慢的,
所以I值将相当的大,但我们利用风扇加速风扇的冷却,此时周期时间大大的缩短,I值相对的也大大的变小了,因此振荡情形也更加的剧烈了。
图6 积分常数I控温效果(2)
自动整定(Auto Tuning)的动作完成后,控制器也将自动填入一值至参数Iof 中,目的是当我们以PID方式控制时,我们知道于系统稳定时(PV现在值=SV设定值),此时P量是为零的,所以必须藉由I量来控制稳定所需输出量,此输出量可由系统稳定时参数OUT来得知,以此挤出机为例,当系统稳定时,进入参数观察输出量13%,因此系统将此值(13)自动填入Iof参数中,当我们重新再激活系统时,输出量将为P量 + Iof量,如此可加速加热的过程时间。
3.3 D
D值指的是微分量。
当系统温度产生变化时,将激活D量控制。
若于加热的系统中,
温度快速的下降,此时U(输出量)=P量+I量+D量。
相反的,系统中温度快速的上升,此时
U(输出量)=P量+I量-D量,因此D量是用来控制温度急剧变化时,输出的快速反应以减少
和设定值的误差。
D量值是由公式中TD*1/Pb de/dt 计算取得,因此当D值愈大时,反应的速度愈快;反之,D值愈小,反应速度愈慢 (图7)。
图7 微分常数D控温效果
综合以上所述,D值是否愈大愈好呢?我们如果将D值设定的过大,只要温度一产生变化,
将会造成温度的快速反应,反倒是会造成振荡的情形。
若D值设定非常大时,则温度略有
变化即输出急剧改变,甚至产生发散现象而无法控制。
3.4 DTA
当选择继电器为输出的DTA系列温控器输出类型机种并执行PID控制时,此时请注意控制周期的问题。
此考虑在于Relay的寿命,因此出厂值为20秒,而于电压及电流为输出
的机种中,因较无寿命的问题,出厂值为4秒,而输出控制是以PWM(可调脉宽)的方式来执行(图8),因此若是加热速度较快并且控制周期较长时,可能会造成温度的振荡,原因在
于若是输出量为40%,此时周期时间为20秒,则将会执行。
藉由上述可知,控制周期的大
小是会影响控制上的精度,因此使用上需在精度及Relay寿命上取得平衡,或是改为其它输
出的机种来克服此问题。
图8 PWM脉宽调制输出
4
1于挤出机中,如果使用DTA中的警报输出作为冷却控制,此时执行自我整定(Auto Tuning)的动作,所测得之PID值是不正确的。
2 在可执行自我整定的系统中,建议先执行整定功能,除非控制效果不足,才考虑手动
调整PID方式。
3出厂的PID值适用于大部分的系统中,此出厂值优点为稳定,但需略长时间达设定值。
4某些品牌的控制是以全输出方式,当温度超过设定值1~2度即激活风扇急速降温,因此温度振荡,并且风扇激活频繁,增加能源消耗。
5 DTA的PID控制中,温度将不易超出设定值,因此风扇几乎不动作,于设备未运转
时温度几乎是稳定在设定值,运转中因原料的流动,可达上下2~3度的误差。
6 DTB和DTC系列中因提供双输出功能,因此可直接执行整定功能,或直接以出厂之
PID值运行,也可达正负2度的精度要求。