钢管在线水淬热处理工艺
ERW高频钢管焊缝在线热处理工艺及其质量检验

(2)屈强比高;
(3)钢管性能更趋均匀,且较准确控制。
2.4 ERW 钢管的在线形变热处理工艺
对低碳(0.04%C)、低碳、磷(0.001%s、0.003%P)的Nb、V微合金化轧钢而言,一次正火、二次正火、淬火+回火、淬火等工艺对其韧性的提高作用不大。为了充分发挥钢带控制轧制的高韧性潜在优势,使ERW钢管焊缝与母材达到“等韧配合”,日本有的厂家将形变热处理技术应用于ERW 钢管焊缝在线热处理中,大大提高了ERW 钢管焊缝韧性,尤其是低温韧性。此工艺特点为:在普通正火处理后,利用被加热焊缝区域的热软化,形弯抗力比管体其它区域显著降低的特点,使用U&R(Upsetting and Rolling)”法,使焊缝区域产生一定压缩率的形弯,然后空冷,以此提高焊缝韧性。
3 ERW 钢管焊缝热处理后的性能检验
ERW 钢管热处理后焊缝的质量检验,除了压扁、焊缝拉伸等工艺性检验,以及夏比冲击断裂韧性试验、DWTT试验外,本文想就金相检验和焊缝硬度检验进行论述。
3.1 正火焊缝的金相检验
ERW 钢管焊缝热处理后,其金相检验包括宏观和微观两部分内容。宏观检验应测量焊缝区完全正火区和不完全正火区的宽度,及其在焊缝熔合线左右对称情况。正常形貌应是:熔合线两侧热处理影响区对称性良好,热处理后的完全正火区将焊态焊接热影响区完全包容。只有这样,才能说明热处理过程中,加热感应器与焊缝对中良好,热处理温度合适。如果热影响区在熔合线左右分布不对称,则说明热处理时,加热感应器偏离焊缝中心,金相检验人员应将此信息及时反馈给现场操作人员,迅速进行调整。
40cr水淬[40Cr热处理工艺剖析]
![40cr水淬[40Cr热处理工艺剖析]](https://img.taocdn.com/s3/m/c44237c3ab00b52acfc789eb172ded630b1c98c3.png)
40cr水淬[40Cr热处理工艺剖析]描述:众所周知,40Cr是一个比较成熟的钢种,但由于各个钢厂生产的40Cr,虽然化学成分都在合格范围之内,可仍有上下限的差异和冶炼方法的区别,因此在热处理时也应有所不同。
我们购置的40Cr来自首钢、杭钢和...摘要:金属材料热处理是机械加工制造的重要环节,热处理的结果直接影响机械零部件的性能及寿命,如果热处理掌握不好,可能造成设备故障率高、维修率高,甚至造成重大平安事故。
文章通过不同的淬火温度、回火温度对40Cr进行热处理,通过处理后的出现的问题及对数据和金相组织分析,最终确定最合理的热处理参数及工艺。
关键词:热处理;40Cr;热处理参数众所周知,40Cr是一个比较成熟的钢种,但由于各个钢厂生产的40Cr,虽然化学成分都在合格范围之内,可仍有上下限的差异和冶炼方法的区别,因此在热处理时也应有所不同。
我们购置的40Cr来自首钢、杭钢和承钢三个钢厂,它们的化学成分均不尽相同,为此必须先进行试验,以确定合理的热处理工艺。
本文仅对杭钢产40Cr的热处理试验与生产作总结说明,供参考。
140Cr钢的根本情况1.140Cr的化学成分〔%〕1.240Cr的局部物理性能密度:7.87克/cm3;熔点:1400℃临界点:AC1:747℃、AC3:784℃、Ar3:729℃、Ar1:674℃1.340Cr的力学性能当850℃油淬,520℃回火,油冷时力学性能为:σ,MPaσ,MPaδ,%ψ,%AKV,J98078594547材料是杭钢生产的规格为φ75某6000mm的棒料,其化学成分如下〔表1〕:表1杭钢生产的40Cr的化学成分〔%〕3热处理设备情况淬火炉两台:KM350/13内膛尺寸1500某600某600mm;KM540/13内膛尺寸1200某700某450mm,两台淬火炉均为2022年制造,德国生产。
回火炉两台:型号分别为:RQ4-105-9D滴控井式回火炉,RJJ-36-6井式回火炉。
常用钢热处理工艺
常用钢热处理工艺热处理是一种通过改变金属结构来改善其力学性能的方法。
常用钢热处理工艺包括退火、正火、淬火、回火和表面淬火等。
下面对这几种常用钢热处理工艺进行详细介绍。
1. 退火退火是指将钢加热到一定温度,然后缓慢冷却。
退火工艺分为完全退火和等温退火两种。
完全退火是将钢材加热至超过临界温度,然后慢慢降温。
等温退火是将钢材加热至超过临界温度,然后在等温时间内,使钢材的温度均匀,从而使钢材的组织变得均匀,于是提高了钢材的韧性。
2. 正火正火是将钢加热到一定温度,然后快速冷却。
正火一般分为低温正火,中温正火和高温正火三种。
低温正火使钢材的硬度提高,但是韧性降低。
高温正火使钢材的韧性提高,但是硬度降低。
中温正火平衡了钢材的硬度和韧性。
3. 淬火淬火是指将钢加热到超过临界温度,然后快速冷却。
淬火一般分为油淬、水淬和气淬三种。
油淬适用于要求较低的钢材,水淬适用于要求较高的钢材,气淬适用于要求最高的钢材。
淬火后钢材的硬度很高,但是韧性降低,此时需要回火来消除内部应力,提高钢材的韧性。
4. 回火回火是将淬火后的钢在一定温度下加热一段时间,然后由于自然冷却所形成的工艺。
回火分为低温回火和高温回火两种。
低温回火提高了钢材的韧性,但是硬度降低。
高温回火提高了钢材的韧性,但是硬度降低。
5. 表面淬火表面淬火是一种特殊的热处理工艺,用于提高钢材的表面硬度和耐磨性。
表面淬火和淬火不同的是,只在钢材表面进行加热和快速冷却。
这种技术对钢材表面的耐磨性提高很大,但是对钢材硬度的提高不大。
总之,钢材热处理是提高钢材力学性能的重要方法,常用的钢热处理工艺包括退火、正火、淬火、回火和表面淬火等。
选择适当的热处理工艺可以使钢材达到最佳的机械性能。
13cr热处理工艺
13cr热处理工艺
13Cr是一种高铬不锈钢,通常用于油气开采行业中的钻井管、管线和其他钻井设备。
对于13Cr钢材,一般采用以下热处理
工艺:
1. 固溶退火:将13Cr钢材加热至950℃,保温一段时间,然
后冷却至室温,以消除材料的残余应力和改善塑性。
2. 水淬淬火:通过快速冷却的方式,增加材料的硬度和强度,但可能会导致材料脆性增加。
3. 水淬煮油淬火:通过水淬煮油淬火的方式,在增加材料硬度和强度的同时,减少材料的脆性。
4. 固溶淬火:将13Cr钢材加热至1000℃以上的高温,然后水
淬或油淬,以增加材料硬度和强度。
5. 氮化处理:将13Cr钢材置于氨气气氛中进行表面硬化处理,以提高材料的耐磨性和耐蚀性。
总的来说,热处理工艺的选择取决于所需的材料性能,通常需要对不同的热处理工艺进行试验和评估,以确定最佳的处理方案。
钢的热处理工艺及原理

钢的热处理工艺及原理引言钢是一种重要的金属材料,在工业、建筑、交通等领域中应用广泛。
然而,钢的性能和用途往往需要通过热处理来进行调整和优化。
钢的热处理是指通过控制钢材的加热、保温和冷却过程,使其在固态组织上发生相变或晶粒细化,从而改变钢的组织和性能。
本文将介绍钢的热处理工艺及原理。
钢的热处理工艺1. 加热钢材在进行热处理之前需要先进行加热。
加热的目的是使钢材达到适当的温度,以便进行后续处理。
加热温度通常根据钢材的成分和要求的性能来确定。
常用的加热方法包括火炉加热、电阻加热和电磁感应加热等。
在加热过程中,需要控制加热速率和均匀性,以避免钢材出现过热或局部过热现象。
2. 保温保温是指在加热完成后,将钢材保持在一定的温度下一段时间,使其内部结构逐渐均匀化。
保温时间的长短取决于钢材的尺寸和要求的性能。
保温时可以采用浸渍、覆盖或包覆等方式,以防止钢材的过热和氧化。
3. 冷却冷却是钢材热处理中的重要步骤,其目的是使钢材的组织在固态下发生相变或晶粒细化。
常用的冷却方法包括自然冷却、快速冷却(如水淬、油淬)和等温淬火等。
不同的冷却速率和方法可以得到不同的组织和性能。
钢的热处理原理钢的热处理原理主要涉及钢材的组织变化和相变规律。
下面介绍几种常见的热处理原理:1. 相变规律钢的相变规律是钢材在加热和冷却过程中发生的组织相变现象。
钢的相变分为凝固相变和回火相变两种。
凝固相变是指钢材从液相转变为固相的过程,常见的有固溶态转变和渗碳体转变等。
回火相变是指钢材在加热过程中的变硬、减脆和改变组织的现象,常见的有马氏体回火、余热回火和时效等。
2. 组织变化钢材在热处理过程中会发生组织的变化,主要包括相的改变、晶粒的细化和析出物的形成等。
不同的组织结构具有不同的性能,通过控制钢材的热处理工艺可以改变钢材的组织,从而调整和优化钢的性能。
3. 调质和强化钢的热处理不仅可以改变钢材的组织,还可以调整钢的性能。
通过热处理,可以使钢材的硬度、强度、韧性和耐磨性等性能得到提高。
42crmo无缝钢管水淬热处理工艺优化研究
H热处理eatTreatment2020年 第1期热加工5342CrMo 无缝钢管水淬热处理工艺优化研究王锦永,齐希伦,费志伟,叶丙义新兴铸管股份有限公司马头特种管材分公司 河北邯郸 056001摘要:用水作为淬火冷却介质,对42CrMo无缝钢管进行热处理后产生了裂纹。
用光学显微镜对裂纹微观特征进行了研究,分析了裂纹产生原因,并提出了改进措施。
结果表明,42CrMo钢管裂纹具备淬火裂纹特征,是在淬火过程中产生的;降低钢管淬火温度和淬火时间,利用余温自回火,解决了淬火裂纹;采用改进的工艺进行热处理,钢管平均晶粒度8.0级,且力学性能合格。
关键词:42CrMo无缝钢管;淬火冷却介质;裂纹;晶粒度;力学性能42CrMo 无缝钢管的成熟热处理工艺采用油或淬火液进行淬火,但是成本高,且淬火裂纹是一种严重的质量问题,出现就会导致钢管零件报废。
本文研究用水作为淬火冷却介质,提出针对42CrMo 无缝钢管的热处理工艺[1-3]。
1 用水作为淬火冷却介质首先进行了42C r M o 无缝钢管的小批量热处理试验,钢管尺寸为φ98.43mm (外径)×11.93mm (壁厚),材料性能要求抗拉强度>655MPa ,屈服强度552~665MPa ,伸长率>20%。
小批量热处理数量12支,淬火加热温度920℃,保温50min ,淬火冷却介质是水,淬火采取浸入内喷方式,淬后管子温度40℃以下,回火温度735℃,保温105min 。
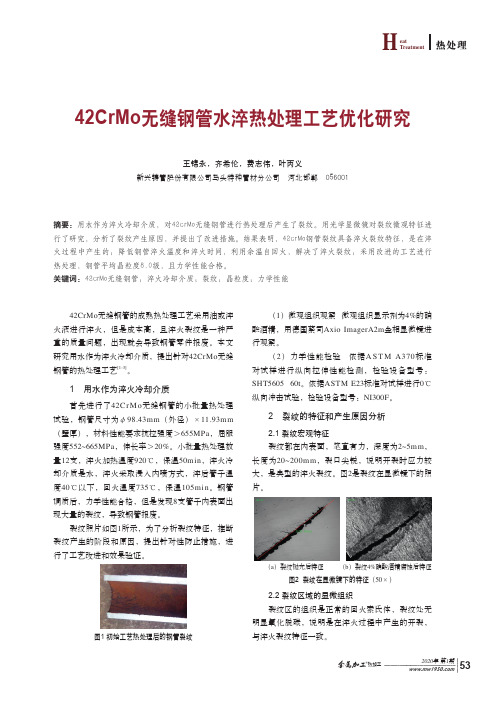
钢管调质后,力学性能合格,但是发现8支管子内表面出现大量的裂纹,导致钢管报废。
裂纹照片如图1所示,为了分析裂纹特征,推断裂纹产生的阶段和原因,提出针对性防止措施,进行了工艺改进和效果验证。
图1 初始工艺热处理后的钢管裂纹(1)微观组织观察 微观组织显示剂为4%的硝酸酒精,用德国蔡司Axio ImagerA2m 金相显微镜进行观察。
(2)力学性能检验 依据A S T M A370标准对试样进行纵向拉伸性能检测,检验设备型号:SHT5605 60t 。
钢管的热处理和淬火技术

钢管的热处理和淬火技术钢管是一种广泛应用的金属材料,其应用范围涵盖了许多不同的领域,如建筑、航天、汽车制造、化工等。
为了提高钢管的强度和硬度,一些特殊的热处理和淬火技术被广泛用于钢管的制造过程中。
首先,我们来了解一下钢管的热处理技术。
热处理是通过加热和冷却的方式来改变钢管的微观组织和力学性能。
其中常见的热处理方式包括退火、正火、淬火等。
退火是通过将钢管加热到一定温度,并保持一定时间,使其内部的不稳定结构逐渐消失,达到一定的软化效果。
退火的目的是减少残余应力和改善加工性能。
正火则是将钢管加热到一定温度,并保持一定时间,然后缓慢冷却。
正火可以改善钢管的强度和韧度,提高其抗拉强度和屈服强度。
淬火是将钢管加热到一定温度,然后迅速冷却。
淬火可以增加钢管的硬度和脆性,提高其耐磨性和耐腐蚀性。
除了热处理技术外,淬火技术也是钢管制造中重要的一环。
淬火是将钢管加热到一定温度,然后快速冷却,使其获得更高的硬度和强度。
常见的淬火方式有水淬、油淬和气淬。
水淬是淬火过程中使用水冷却,可以使钢管迅速降温并获得更高的硬度,但也容易产生裂纹和变形等问题。
油淬比水淬速度慢,但可以减少钢管的变形和裂纹等问题。
油淬还可以延长钢管的使用寿命,提高其强度和磨损性能。
气淬是一种新型的淬火技术,与水淬和油淬不同,气淬是利用气体对钢管进行加热和冷却处理,可以使钢管获得更为均匀的硬度和强度。
此外,气淬还可以降低淬火过程中的噪音和环境污染等问题,受到了越来越多的关注。
总之,钢管的热处理和淬火技术对于提高其性能和质量至关重要。
合理地选择热处理和淬火工艺可以改善钢管的力学性能、提高其耐磨性和耐腐蚀性等特性。
虽然不同的技术方案存在一定的差异,但它们都旨在让钢管更加适合各种工业领域的需求。
合金钢管件热处理工艺

合金钢管件热处理工艺
合金钢管件热处理工艺是一种重要的工艺方法,可以提高合金钢管件
的强度、硬度和耐磨性,从而增强其使用寿命和性能。
下面将介绍合
金钢管件热处理工艺的基本流程和注意事项。
一、基本流程
1. 加热:将合金钢管件放入炉中进行加热,使其达到所需温度。
2. 保温:在达到所需温度后,将合金钢管件保持在炉中一定时间,使
其达到均匀的温度分布。
3. 冷却:将合金钢管件从炉中取出,进行冷却处理。
冷却方式有多种,如水淬、油淬、空气冷却等。
4. 回火:对于经过淬火处理的合金钢管件,需要进行回火处理,以消
除内部应力和提高韧性。
二、注意事项
1. 温度控制:合金钢管件的加热温度和保温时间需要严格控制,以确
保其达到所需的物理性能。
2. 冷却方式选择:不同的合金钢管件需要采用不同的冷却方式,以达到最佳的物理性能。
3. 回火处理:回火处理需要根据具体情况进行,以确保合金钢管件的韧性和强度达到最佳状态。
4. 炉内环境:炉内环境需要保持干燥和清洁,以避免对合金钢管件产生不良影响。
5. 检测和质量控制:对于经过热处理的合金钢管件,需要进行检测和质量控制,以确保其物理性能符合要求。
总之,合金钢管件热处理工艺是一项重要的工艺方法,需要严格控制各个环节,以确保合金钢管件的物理性能达到最佳状态。
同时,需要注意环境和质量控制,以确保合金钢管件的质量和使用寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
%&$ 水淬方式
采用冷却效果较佳的外层流喷射 + 内轴向喷射
( 1 )*+,-.
进入淬火区的钢管由远红外测温仪再次进行连 续测温校正 , 以确保每根钢管的淬火温度符合设定 值 。 而后将钢管快速翻入内外喷水区 , 启动喷水开 关进行淬火 。 淬火后的钢管由快速移钢机送入收集 栏内 。
钢种钢级 29CrMo44、 P110、 26CrMo4 或 27CrMo44 或 30Mn5 、N80 、35CrMo 淬火温度 780~830 ℃ 水淬能力 15 t/h (1 支/min) 钢管冷却速度 ≥40 ℃/s 回火温度 600~650 ℃ 回火时间 50~60 min
!"! 温降速度的测试
钢管从定径机抛出后 , 用手提式测温仪跟踪测 试温度并用秒表测量记录钢管温度降至 780 ℃ 左 右所需的时间 。 对典型品种进行测试统计 。 测试结果 , 钢管降温速度通常为 1.6 ~1.7 ℃/s , 时间与正常轧制节奏基本相同 , 可满足淬火前所需 时间及温度 。
!"$ 淬火试验
938 927 960 1 029 922 919 901 911 916 912 842 853
802 792 796 802 778 796 802 796 797 781 778 781
45~50 60~70 40~50 40~50 40~50 60~70 80~90 40~50 80~90 40~50 40~50 40~50
880 935 675 750 750 690 700 695 780 740
8 16 20 20 26 26 24 26 26
从根部拉断
!s 超上限
从根部拉断
冲击试验合格
未取
% 热处理生产工艺流程
%&# 生产工艺流程
生产工艺流程如图 1 所示 。
的水淬工艺方式 [1]。
%&% 在线调质热处理工艺
利用定径后钢管的轧制余热 , 在定径出口处用 远红外测温仪对钢管进行连续测温, 依照工艺设 定 , 以钢管后端的终轧温度判定是否进入淬火区 。
600 600 660 660 660 660 660 660 670 670 670 670
60 60 55 55 58 58 58 58 55 55 55 55
索氏体 索氏体 索氏体 索氏体 索氏体 索氏体 索氏体 索氏体 索氏体 索氏体 索氏体 索氏体
810 830 655 655 585 590 575 645 635
1 2 1 2 1 2 3 4 5 6 1 2
37Mn5 37Mn5 33CrMo 33CrMo 37Mn5 37Mn5 37Mn5 37Mn5 37Mn5 37Mn5 33CrMo 33CrMo
!139.7×7.72 !139.7×7.72 !119.0×9.00 !119.0×9.00 !139.7×7.72 !139.7×7.72 !139.7×7.72 !139.7×7.72 !139.7×7.72 !139.7×7.72 !101.6×9.00 !101.6×9.00
人工检验 、 探伤 、 打压 、 称重测长 、 喷标 、 入库 。
! 试
验
通常的淬火 + 回火的调质热处理工艺是将室温 下的管材加热到相变点以上并保温一段时间 , 使其 奥氏体化 , 然后再快速冷却 ( 水冷或油冷 ) 至室温以 获得所需的马氏体组织 , 之后经 600 ~650 ℃ 的高 温回火并保温一段时间以获得较稳定的回火索氏体 组织 , 从而使管材具有较好的综合力学性能 。 淬火工艺的关键技术问题是保证淬火前钢管温 度 , 以及水淬过程中的冷却方式与水淬效果 。 结合 天津市无缝钢管厂的生产工艺方式 , 由管坯轧制成 管材的整个变形过程是在金属组织始终处于完全奥 氏体状态下完成的 , 而且终轧温度均保持在相变点 以上 , 这样可以直接进行淬火 , 获得马氏体组织 。 这种利用定径后管子的余热进行淬火的方式 , 在理 论上是可行的 。 为了进一步验证这一理论 , 做了如 下的工艺模拟试验及测试 。
! 前
言
到回火手段 , 从金相组织到力学性能等进行了全方 位的跟踪测试 、 分析 , 采集了上千个技术数据 。 通 过对模拟试验技术数据与理论数据的全面分析比较 , 得出了利用轧后钢管余热直接进行水淬 + 有效回火 热处理, 同样可获得所需综合力学性能的技术结论 。
近年来 , 随着用户对油井管质量 、 钢级要求的 不断提高 , 以及生产厂自身对降低成本 , 减少环境 污染的要求 , 国内外各主要钢管生产厂家纷纷致力 于研究开发钢管水淬技术 , 并已建成多条钢管调质 处理生产线 。 建造 1 条完整独立的钢管调质处理
!"- #$"% &’() *+’(),’") -+./’00 1.+ 2)’’3 -$4’ 5$)6 78)%+ 9:%"/6$";
Tao Xuezhi , Zhao Yongheng, Liu Dongsheng , Zhang Ling, Liu Pei , Yu Jinqi
( Tianjin Municipal Seamless Steel Tube Plant, Tianjin 300220 , China )
STEEL PlPE Apr. 2006, Vol. 35, No. 2
!!
试验与研究
上由上一根荒管咬入至下一根荒管咬入的周期以及 在定径机出口处钢管的终轧温度 。 以生产 ! 139.7 mm ×7.72 mm 套管为例 , 通过 对不同班次的测试 , 正常轧制周期为 52~60 s , 平 均 时 间 为 56 s; 定 径 后 终 轧 温 度 为 860 ~910 ℃ , 平均温度为 890 ℃。
[1]
生产线 , 其投资费用通常在 2 000 万元以上 。 针对 天津市无缝钢管厂钢管生产线的工艺和设备特点 , 依据热处理工艺理论 , 设计了无缝钢管在线环保型 水淬 + 离线回火的调质热处理工艺方案 。 并借助天 津市无缝钢管厂现有的实验设备 , 进行了大量的生 产模拟试验 , 从轧制节奏到温降速度 , 从淬火方式
0 ~1 200 ℃ ) 提 前 预 热 至 设 定 的 回 火 温 度 后 , 将 淬
STEEL PlPE Apr. 2006, Vol. 35, No. 2
试验与研究
! 2 "#$%&’
编号 材 质 规格 /mm 回火温度 /℃ 回火时间 /min 金相组织 屈服强度 /MPa 抗拉强度 /MPa 伸长率 /% 备
试验与研究
#"
钢管在线水淬热处理工艺
陶学智 , 赵永恒 , 刘东升 , 张 玲, 刘 沛 , 于津祺
( 天津市无缝钢管厂 , 天津 300220 )
摘
要 : 介绍了天津市无缝钢管厂运用锻造热处理工艺理论及工艺模拟试验 , 在现有的热轧管生产线上实施
在线内外喷水淬火和离线回火的调质工艺生产 N80 钢级光套管的情况 。 生产实践证明 , 在大生产模式的条件下实 施该调质工艺 , 钢管的综合力学性能稳定 , 达到了预期效果 。 该工艺也是一种节能增效的工艺 。 关键词 : 无缝钢管 ; 在线调质热处理 ; 环保型水淬 ; 回火 ; 工艺方案 中图分类号 : TG156 文献标识码 : B 文章编号 : 1001-2311 (2006 )02-0021-04
火后的样管分组放入 , 并通过不同的回火温度及保 温时间进行试验 。 回火后的样管自然空冷 , 取样后 送厂实验室做金相分析、 硬度试验及力学性能检 验 。 试验统计结果见表 2。
!%’ 试验结论
通过上述模拟试验及测试结果分析 , 利用轧制 后的钢管余温直接水淬, 并通过有效的回火热处 理 , 同样可以获得所要求的综合力学性能 。
陶学智 (1962- ), 男 , 高级工程师 , 主要从事钢 管 生 产工艺 、 新产品开发与技术创新工作 。
" 工艺思路
依据天津市无缝钢管厂 J55 钢级石油套管的生 产工艺方案 , 本工艺路线设想为 : 管坯经加热后穿 孔 → Assel 轧 制 → 定 径 ( 充 分 利 用 钢 管 轧 制 后 的 余 热 ), 钢 管 在 热 状 态 下 ( 910 ~ 860 ℃ ) 温 降 至 830 ~
Abstra t: Described is the heat treatment of the N80 black casing by means of the on - line internal - external water spray quenching process and the off - line temper process on the hot rolling production line in Tianjin Municipal Seamless Steel Tube Plant based on the application of the forging heat treatment process theory and the relevant process simulation tests. The operation practice proves the quenching and tempering process is capable of ensuring the consistence of the overall mechanical properties thus meeting the expected targets in the massive production of the N80 casings. Moreover the said heat treatment process is also an energy saving one. Key words : Seamless steel tube ; On-line quenching and tempering treatment; Environment-friendly water quenching ; Tempering; Process scheme