密集架配置以及技术参数(精)
智能密集架技术参数V
智能密集架技术参数V1.结构设计:智能密集架V11采用高强度钢材制作,具有坚固耐用的特点。
其结构包括主体架、升降装置、传动装置、控制系统等部分。
主体架为整体焊接结构,能够承受大的荷载压力。
2.外观尺寸:智能密集架V11的外观尺寸为标准尺寸乘以系统行数和列数。
系统行数和列数可以根据客户需求进行定制,最大支持10行10列。
3.载荷承重:智能密集架V11的最大载荷能力为每层1500千克。
每个仓位的承重能力根据货物特性可调整。
4.升降速度:智能密集架V11的升降速度为每分钟0.3米,可以快速调整货架高度,提高存取效率。
5.控制系统:智能密集架V11配备了先进的控制系统,可以实现多种操作模式,如手动模式、半自动模式和全自动模式。
操作简便,易于使用。
6.动力系统:智能密集架V11采用电动驱动装置,驱动升降装置和传动装置。
电动驱动装置具有高效、低噪音、低能耗的特点。
7.安全保护:智能密集架V11配备了多种安全保护装置,如防撞装置、限位开关、防坠器等,确保货物和使用人员的安全。
8.控制方式:智能密集架V11可以通过面板控制、遥控器控制和电脑控制三种方式进行操作。
9.自动化程度:智能密集架V11实现了高度自动化的仓储管理,可以与WMS仓储管理系统进行集成,实现智能化管理。
10.应用领域:智能密集架V11广泛应用于电子、汽车、机械设备、食品、医药等行业的仓储管理领域。
其高效的存取能力和占地面积小的特点,使其成为提高仓储效率的理想选择。
以上是智能密集架技术参数V11的详细介绍,该技术参数对于了解智能密集架的性能和应用具有参考价值。
档案密集架规格及技术要求
档案密集架规格及技术要求
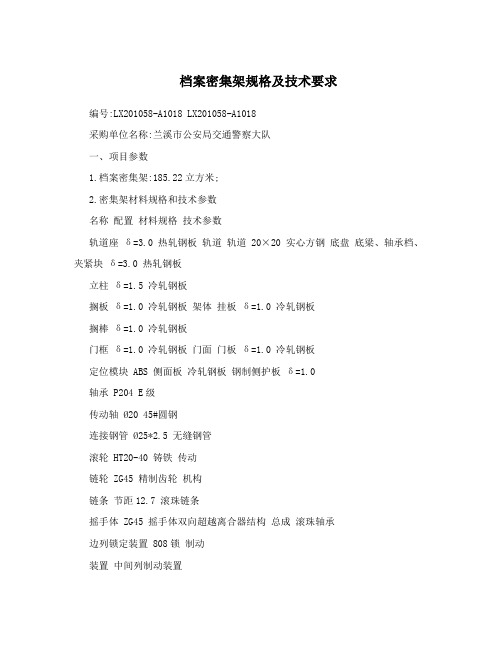
编号:LX201058-A1018 LX201058-A1018
采购单位名称:兰溪市公安局交通警察大队
一、项目参数
1.档案密集架:185.22立方米;
2.密集架材料规格和技术参数
名称配置材料规格技术参数
轨道座δ=3.0 热轧钢板轨道轨道20×20 实心方钢底盘底梁、轴承档、夹紧块δ=3.0 热轧钢板
立柱δ=1.5 冷轧钢板
搁板δ=1.0 冷轧钢板架体挂板δ=1.0 冷轧钢板
搁棒δ=1.0 冷轧钢板
门框δ=1.0冷轧钢板门面门板δ=1.0 冷轧钢板
定位模块 ABS 侧面板冷轧钢板钢制侧护板δ=1.0
轴承 P204 E级
传动轴Ø20 45#圆钢
连接钢管Ø25*2.5 无缝钢管
滚轮 HT20-40 铸铁传动
链轮 ZG45 精制齿轮机构
链条节距12.7 滚珠链条
摇手体 ZG45 摇手体双向超越离合器结构总成滚珠轴承
边列锁定装置 808锁制动
装置中间列制动装置
防震、防尘装置 20mm 磁性冰箱门吸条
防尘板、顶板δ=1.0 冷轧钢板防护
装置防鼠板δ=1.0 冷轧钢板
防倾倒装置δ=3.0 热轧钢板
前处理药剂 Zn系磷化表面表面喷塑环氧树脂 FRE9100E 处理纯水洗电导率?10μs 紧固件 45# Q235A GB5782
3.档案密集架库房平面布置图。
密集架技术参数

密集架技术参数高2500*宽550*长5000 6层6列1、底盘:密集架的底盘选用厚度3.0mm优质热轧钢板压制(采用GB699标准),其高度大于120mm,底盘上装自防倾倒装置。
2、架体:架体由立柱、搁板、档梁、中封板、侧板、面板、顶板组成。
1)立板:厚度为1.5mm优质冷轧钢板(采用GB710标准)。
立柱正面及侧面宽50×50mm。
立板正反两面需加镶嵌12mm厚樟木衬板,每节密集架约需2.75平分。
2)搁板:厚度为1.2mm优质冷轧钢板(采用GB710标准),并采用三道弯边工艺,折弯高度在25mm,隔板均匀承重100kg/层以上。
3)档梁:厚度为1.0mm优质冷轧钢板(采用GB710标准)。
设计自锁式档梁,依靠档梁的机械组合达到锁紧功能。
4)中封板:厚度为15mm樟木板,樟木中封板树立在双面搁板之间,代替原有钢质中封板。
每节密集架约需2.5平方。
5)侧板:厚度为1.2mm优质冷轧钢板(采用GB710标准),钢板四周折弯,以保证侧板平直。
6)顶板:顶板选用整体平板,厚度为1.0mm优质冷轧钢板(采用GB710标准)。
7)面板:厚度为1.2mm优质冷轧钢板(采用GB710标准)。
采用上下双层设计,门面间隙应在1-1.5mm之间。
3、安全防护装置1)密封装置:包括架体密封装置和防尘、防鼠装置。
A、架体密封装置:架体密封装置应安装在架体列端、两架体侧板之间的接触面上,以缓冲架体碰撞,减低架体聚合时发出的声响。
采用磁性密封装置,内装冰箱磁条,绝对保证密封效果。
B、防尘和防鼠装置:在架体列与列之间的顶部,安装防尘板,以密封防尘。
顶板之间的连接方式为无缝隙搭接,防尘效果好,在顶板与立柱的连接方式上,要求从下向上看无间隙,防止灰尘进入架体。
要架体底部要有防鼠装置,具有良好的防尘、防鼠、防潮和防火功能。
2)防倒装置:在每列密集架底盘上安装安全钩,并与轨道相连,防止架体倾倒。
3)限位装置:为防止底盘脱轨,在轨道末端安装该装置。
密集架规格及主要技术参数

2、密集架规格及主要技术参数(1)密集架架体材质及配件要求1.2密集架结构1.2.1架体为双柱式结构,架体强度高,架体稳定。
摇动时无松动摇晃现象,边缘光滑无毛刺、焊接点打磨平整,表面喷涂光滑均匀平整。
每层搁板承重不小于80kg,最大挠度不超过3mm,24小时卸载后,不得有裂纹及永久变形。
1.2.2密集架配有一套手动运行结构,密集架主要由立柱、搁板、挂板、门板、侧面板、底盘等零部件组合而成。
1.2.3密集架按规定铺设轨道、安装传动机构、防倒装置等;1.2.4密集架轨道采用膨胀螺栓安装,与地面齐平(埋入式);1.2.5密集架设置防尘、防鼠、防潮、防火和密封装置等,根据需要设置照明灯具。
1.3密集架制造工差1.3.1每标准节(组)组装后,外廓尺寸(长、宽、高)的极限偏差为±2mm;1.3.2每标准节(组)组装后,侧面板与中腰板的对缝处的间隙小于2mm;1.3.3密集架轨道安装后,其平行度的偏差不大于0.8mm/m,全长不大于1.5mm;同一截面上的平行度的偏差不大于0.8mm/m,全长不大于1.5mm;1.3.4密集架每两条轨道的平行度偏差为小于1.5mm;导轨对接处高低差不大于0.2mm。
1.3.5密集架由段组成的底梁装配后的直线度不大于0.5mm/m,全长不大于2mm。
1.3.6零件的未注公差尺寸的极限偏差按GB1804中IT13-14。
1.4、密集架制造加工1.4.1所有钣金件,机加工后打磨毛刺、无裂缝、无伤痕;1.4.2所有焊接件,焊接牢固,焊痕光滑、平整;1.4.3在一个组合之间的产品零部件能保持互换性。
1.5密集架传动装置1.5.1传动机构:转动灵活、平稳,没有失灵现象。
1.5.2传动部件:采用精密轴承、摩托车链条(短节距精密滚子链),传动轴采用Ф20冷轧钢板(45#)和无缝钢管,中间驱动,双轴传动,开启移动灵活方便、摇力轻。
密集架整组摇动时应运行自如,手感轻巧,摇手柄无打滑现象,手柄间不会联动。
档案室密集架要求.doc
瑞龙公司密集架采购规格及要求一、产品规格及数量1、密集架每节高度为:2450mm 、长度为:5820mm 、厚度:570mm。
2、密集架需安装15列6节,第一列需前后加装柜门,柜门安装锁具;除第一列以外其余各列每节分为6层;密集架每列由6节组成。
(其中需要增加财务档案层板180层)二、产品质量参数1、材料要求:全部用上海宝钢产优质冷轧板(符合GB/T11253的要求)。
门板、搁板、档梁均为1.2mm优质冷轧板,侧板、盖板均为1.5mm优质冷轧板,底盘为3.00mm优质冷轧板,立柱为2.00mm优质冷轧板。
2、架体安装牢固可靠,侧面板平直,在全负载情况下,各部件无变形,架体不产生倾斜现象。
3、外观要求:密集架零部件表面光滑、平整、无尖角突起,涂层一致,不得有起皮,起泡及流挂现象。
面门安装整齐,开关灵活,门缝均匀。
4、表面处理:表面处理应完成:除油、除锈、酸洗、磷化、清洗、热干化、静电喷涂、热固化等工艺流程。
5、传动系统:密集架在有负载或无负载情况下,开启移动均应灵活、平稳,手柄摇动轻便。
整列密集架在摇动时,无摇晃现象,无噪音。
传动系统要求:采用摩托链条三级传动。
为防止架体斜行或驱动轮打滑,采用中间传动,全轮驱动方式。
滚轮采用铸钢材料,内装双排列调心轴承,传动轴材质为45#优质结构钢,方向盘式手柄,手柄能自动折叠并有自动挂当装置;传动系统保修五年以上。
6、制动装置:每列均应装有制动装置,用于整列架闭锁。
面门应安装锁具。
应装有防侧倒装置。
7、预埋式安装轨道。
应采用优质工型钢轨,预埋式轨道,安装定位后,架体达到横平竖直。
8、密封要求:每列的接触面要有缓冲防撞装置,采用磁封条密封装置。
顶部有防尘板,底部有防鼠装置,具有良好的防尘、防鼠、防潮、防火功能。
三、产品售后服务要求:1、对产品提供3年质保,终身维修,质保期内出现问题,由供应商包退、包换,并承担修理调换的全部费用。
2、产品在使用中出现质量问题或需要技术服务的,应在2小时内做出响应,24小时内提供上门服务并解决问题•。
密集柜技术参数

产品技术要求
(1)密集柜:
密集柜产品使用碳素结构钢冷轧薄板,符合GB 710—79《碳素结构钢和低合金结构钢冷轧薄钢板及钢带》和GB/T13237—1991《优质碳素钢冷轧薄板板及钢带》的技术条件。
冷轧板原料为热轧Q195卷板,其屈服极限为195/mm2。
经过酸洗工序、冷轧工序、退火工序、平整轧制工序、成品纵剪工序,使冷轧薄板具有良好的板型、光亮的表面及适合深冲和弯折的机械性能。
主要供应商为宝钢、鞍钢、本钢。
密集柜主体承重结构为立柱,立柱为1.5mm厚冷板,隔板为带加固筋1.0mm厚冷板,隔板挂板为1.2mm厚冷板,底盘为2.5mm 厚冷板,轨道为 2.5mm厚冷板折成糟,中间焊接20×20冷拔方钢,门板、顶护板、侧护板后均为1.0mm。
密集柜采用装配式结构,产品零部件之间采取插接或紧固连接方式。
制造过程中个零部件制作完成后即进行磷化喷涂,分别包装,售出后,由公司派人去用户现场组装。
每列底架采用中心平衡传动,保证运行同步,稳定性好。
每列摇把采用棘轮自动脱钩装置,不用时可将摇把折起,每列均有锁定制动机构。
密集架技术参数
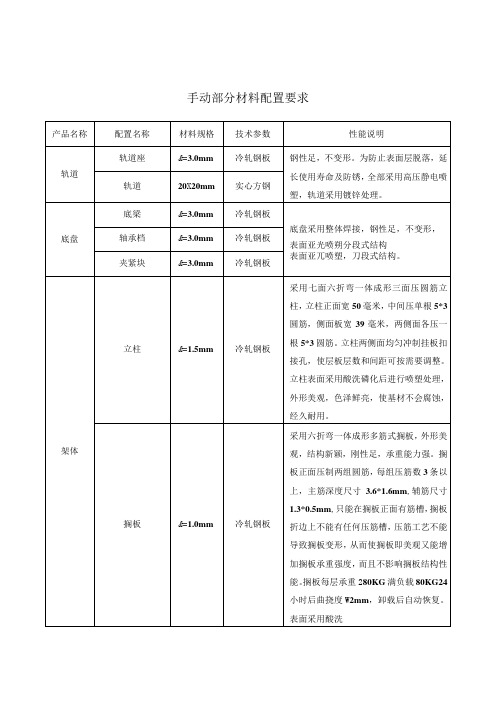
手动部分材料配置要求密集架技术参数要求详细描述1制造及安装公差(1)密集架每标准节组装后,外廓尺寸(长、宽、高)的极限偏差为±2mm;每标准节组装后,对缝处的间隙小于2mm;门缝间隙均匀一致,间隙应在1〜2mm之间,零件的未注公差尺寸的极限偏差按GB1804-2000。
其他产品均须符合有关国家标准。
(2)密集架架体运行的稳定性能,在满载及不均匀承重的情况下,架体运行到位后架体间间隙小于2mm。
2.质量要求(1)标准件及坚固件经过一定处理;所有金属件表面无毛刺、无裂纹及伤痕;焊接件焊接牢固,焊缝光滑平整;颜色色泽均匀一致,无色差,无划痕。
塑膜厚度为60-70um;塑层防锈能力20年以上。
(2)每库每组安装完成后外观统一,横平竖直,整齐划一。
(3)部件均必须采用优质冷轧钢板,密集架厚度应满足《材料配置要求一览表》中的材质要求。
(4)密集架传动系统底盘传动部件使用优质钢材,轴采用45#钢,须调质处理后精磨加工;连接管为①25mm,壁厚2.5mm无缝钢管;链条采用摩托车链条,传动齿轮必须经过法兰处理,传动轴与连接管为实心销连接结构,所有轴与齿轮和铁轮均为平键连接。
密集架传动机构装置保证传动及控制可靠,中轴带动两边双轴正中间传动,底盘的主传动链轮、齿轮安装在中间二根高45mm的“”(图片样式供参考)型横梁轴承档中间,底驼面为50mm与底座式驼架轴承接触面等宽。
配备棘轮式折叠摇把,传动机构应转动灵活、平稳,不能有失灵和摇把电镀层脱落现象,特别要解决好摇手柄打滑问题,保证密集架空载或全负载时运行轻巧、平稳。
在全静荷载的情况下,进行运行试验,每列的手柄摇力不大于。
(5)立柱两面均布冲裁可上、下调节的挂孔,经大型流水线一次冲压成矩形柱体。
每拼立柱采用上、中、下三根连接横梁焊成整体,结构坚固合理、美观大方不变形。
为增加承受力,立柱的规格为35mm X54mm,每根立柱的正面均成凹凸形式,其规格为凹槽深2.5mm,与侧边的距离为15mm,具体如图“”,图片样式供参考。
手动密集架规格及技术参数
手动密集架规格及技术参数一、规格:每组长5600*宽585*高2060计10列共2组,要求为全封闭密集架,标准架高2060mm,宽度585mm,节数为6节,层数为5层(双面型),层距330mm。
总导轨长约13700mm,中间为一过道,应与原有密集架相对应(见附图)。
二、产品主要采用的标准及规范GB/T13667.3-2003 国家标准和DA/T7.92行业标准GB699 优质碳素结构钢技术条件GB710 优质碳素结构钢薄钢板技术条件GB711 优质碳素机构钢热轧厚钢板技术条件GB1804 公差与配合未注公差尺寸的极限偏差CB8162 结构用无缝管ZG35 铸钢件三、结构要求装配结合结构:档案密集架为框架结构,主要由轨道、底座、立柱、搁板、挂板、侧靠板、顶板、防尘板、护板、门板、传动机构、防倾倒、防震、防尘、防鼠、缓冲密集装置组成。
每列密集架体均装有橡塑磁性密封条,确保柜体碰冲无噪声,合拢无间隙。
按规定铺设导轨、安装传动机构、防倒装置等;四、制造加工1、所有钣金件,机加工后打磨毛刺、无裂缝、无伤痕。
2、所有焊接件,焊接牢固,焊痕光滑、平整。
3、在一个组合之间的产品零部件能保持互换性。
五、传动装置一般应包括:摇手、轴、链轮、轴承链条、滚轮、轨道、连接管等主要部件六、载重性能要求1、单面搁板上均匀载重40kg,双面均匀布负载80kg,最大挠度为小于4mm,24h卸载后,搁板没有裂缝,残余变形量不大于0.3mm。
2、标准节(五层双面搁板)在全负载(每块单面搁板均布载重40kg)的情况下,架体、立柱没有明显变形,架体不会产生倾倒现象。
3、全负载的情况下,各列密集柜在动手操纵下运行自如,没有阻滞现象。
4、在受全部载荷1/20外力(沿X、Y轴两个方向的水平外力)的作用反复100次后,取消外力,架体所产生的倾斜不大于总高的1%,支架、立柱没有明显的变形。
七、表面喷涂材料要求:符合GB-1720、1732、1734标准八、外观质量1、密集架各零件、组合件、面光滑、平整,没有尖角、凸起。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
密集架配置以及技术参数
(一)款式结构
手动密集架结构:节与节之间有分隔板,架体强度牢固、更稳。
双柱结构:每层由两块或一整块搁板组成,层间距可自由调整。
主要部件有:轨道、底架主柱、搁板、顶板、侧板、门板、传动机构、防倾倒、防脱轨、防震、防尘、防鼠、制动、缓冲密封等装置组成。
(二)架体标准
依照GB/T13667.3-2003手动密集架国家标准。
(三)材料标准
1、用材标准:所用钢板均系国内优质钢板。
冷轧钢板标准为GB710,热轧钢板标准为GB711。
2、材质要求:档案密集架所用钢板厚度:轨道座:4.0mm优质冷轧钢板,导轨20×20mm实心钢方钢,底盘:4.0mm优质冷轧钢板;
立柱:1.5mm;门板、搁板、托板、侧板、隔棒、防鼠板、顶板、防尘板均为1.2 mm优质冷轧钢板。
3、结构强度要求和稳定性试验:搁板最大挠度小于3mm,满负荷24小时卸载后,无裂缝及永久变形。
层板满负荷24小时后,最大挠度为2mm,卸载后自动恢复。
卸载后搁板无裂缝、不变形。
4、所有连接部位采用高强度螺栓、螺帽连接。
其实验方法和性能指标均应符合直列式密集架行业标准DA/T7-92。
(四)密集架技术要求
1、各部位的技术要求:
①导轨:20×20mm优质实心方钢与4mm优质冷轧钢板弯制的轨座焊接成形,根据满负荷承重要求设计,每米载荷≥1000kg,垫层坚固平整。
轨道与地面的连接方式采用平键膨胀螺栓固定。
②底盘:4mm优质冷轧钢板,采用分段焊接后整体组装式,底盘与立柱连接采用的螺栓为M10×55mm。
连接牢固,运输、安装方便,底盘各段组装时采用螺栓连接。
③传动机构:传动机构采用中间双传动。
轴承:主轴和轴承的直径为Φ20mm,45#钢(符合GB/T699要求),轴承永久油封。
由一个
两面带密封圈的单列外球面深沟球轴承和一个轴承座组成。
实心轴:采用45#钢(符合GB/T699要求),加工精度3.2,经热处理调质。
滚轮: HT20-40灰铸铁。
链轮:45#优质钢锻压成型,回火去应力,由高频滚齿机滚出成形并高频淬火达到HRC60-65。
链条:428#摩托车专用链条,链条破断力≥1860kg。
摇手件:采用钢制摇柄式摇把,其结构为棘轮自动挂、脱挡,摇柄在摇动时实现自动咬合,不摇动时依靠重力下垂,手柄可以折叠式收起,减少通行障碍。
2、架体基本要求:架体为双柱式结构。
①立柱:厚度1.5mm,冷轧钢板冲压折弯成形,立柱为四折弯结构,安装后可确保搁板、挂板沿立柱的垂直方向式自由调整高度。
②顶板厚1.2 mm;搁板、门板、侧板表面光滑平整;搁板边缘3折弯(一弯25mm,二弯20mm,三弯10mm),一次成型。
搁板每层承重≥80公斤。
③挂板采用优质冷轧钢板厚1.2mm,边缘折弯,一次成型;底盘:4mm,三折弯边;
④隔棒1.2 mm冷轧钢板冲压折弯成形。
⑤侧面板上方须设置规格为100mm*150mm档案标识牌。
⑥架体安全防护装置:每列架体设有安全限位及防倾倒装置。
边架装有锁具,用于整体锁闭。
架体之间的接触面均有缓冲和磁性密封胶条。
顶部有防尘板,底部有防鼠装置,具有良好的防尘、防鼠、防潮和防火功能。
3、表面处理技术要求:密集架所用表面涂覆材料应符合GB/T7-1992第5.4.2条的规定;磷化标准符合GB6807标准要求。
4、安装要求:
①单条导轨直线度≤1.0mm/m,全长≤2mm。
对接处高低≤0.3mm。
②多条轨道之间对应点的平行度偏差为≤lmm,其中任意两条轨道之间的平行度偏差为≤
1.5mm,轨间距(1.5m)。
③箱体平行度:±1~2mm/列;箱体垂直度:±1~2mm/列;箱体纵向同步度:±1~2mm /列。
④其他性能指标均应符合直列式密集架行业标准DA/T7-92。
5、外观要求
①所有的装具都要求具备材质坚固,隔热、防潮、防鼠、防光、防水、防尘等效果,满足档
案防护要求。
②架体外观设计精美,线条流畅,操作轻便、灵活,运行平稳;组装后的密集架不准有影响外观和使用性能的永久形变。
③各部位的安装应牢固可靠;凡需焊接的部件要焊接牢固,因焊接产生的变形必须矫正,焊痕表面均匀,平整无毛刺。
④表面涂饰应平整光滑,色泽均匀一致。
⑤所有列摇合后,列与列应整齐划一,平面度允许偏差正负2mm;列与列之间缝隙应均匀,安装密封条后不应有空隙。
6、手动密集架的运行要求
①制动装置:每列均装有制动装置,操作方便、可靠。
当人进入架体通道间时,可用制动装置锁定,防止发生挤压事故。
②在全负载的情况下,各列密集架运行自如,无阻滞现象,各构件和架体不会产生明显变形,架体不会产生倾斜现象。
二、其他事项
(一)投标人须提供与所投产品相关的检验报告及生产原料环保证明文件。
(二)所有板材厚度均为裸板厚度,其中底盘厚度≤4.0mm均为冷扎钢板。
(三)整体架体立柱侧板,门板必须与地面垂直90度。