制氢转化炉炉管的修复
制氢装置转化炉炉管压降升高原因分析及对策
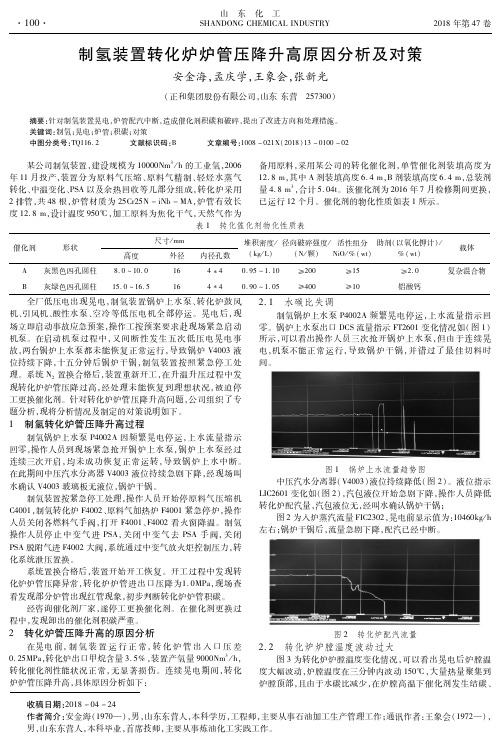
表 1 转化催化剂物化性质表
催化剂
形状
高度
尺寸 /mm 外径
内径孔数
堆积密度 /径向破碎强度 / 活性组分 助剂(以氧化钾计)/
载体
(kg/L) (N/颗) NiO/%(wt)
%(wt)
A 灰黑色四孔圆柱 8.0~10.0
16
44 0.95~ 灰绿色四孔圆柱 15.0~16.5
系统置换合格后,装置开始开工恢复。开工过程中发现转 化炉炉管压降异常,转化炉炉管进出口压降为1.0MPa,现场查 看发现部分炉管出现红管现象,初步判断转化炉炉管积碳。
经咨询催化剂厂家,遂停工更换催化剂。在催化剂更换过 程中,发现卸出的催化剂积碳严重。
2 转化炉管压降升高的原因分析
在晃电 前,制 氢 装 置 运 行 正 常,转 化 炉 管 出 入 口 压 差 0.25MPa,转化炉出口甲烷含量 3.5%,装置产氢量 9000Nm3/h, 转化催化剂性能 状 况 正 常,无 显 著 损 伤。 连 续 晃 电 期 间,转 化 炉炉管压降升高,具体原因分析如下:
1 制氢转化炉管压降升高过程
制氢锅炉上水泵 P4002A因频繁晃电停运,上水流量指示 回零,操作人员到 现 场 紧 急 抢 开 锅 炉 上 水 泵,锅 炉 上 水 泵 经 过 连续三次开 启,均 未 成 功 恢 复 正 常 运 转,导 致 锅 炉 上 水 中 断。 在此期间中压汽水分离器 V4003液位持续急剧下降,经现场叫 水确认 V4003玻璃板无液位,锅炉干锅。
制氢转化炉炉管老化机理与焊接修复研究进展

制氢转化炉炉管老化机理与焊接修复研究进展0 前言随着国家对环保要求的不断提高,制氢工艺广泛运用于石化行业中。
石化行业制氢装置主要是以轻质烃类在高温、高压和催化条件下与水蒸气发生反应,最终生成H2和CO2的生产装置,制氢转化炉是制氢装置的核心设备,而炉管则是这些设备的心脏[1]。
通常制氢转化炉炉管的设计寿命为1×105 h,除了炉管内流通的高温H2,CO等气体会缩短其使用周期,压力、温度等诸多因素的变化同样会带来不利影响,造成炉管在未达到生命周期就发生各种形式的损伤[2]。
目前,对于制氢转化炉炉管材料服役损伤失效的问题,研究者从炉管材料金相组织在服役过程中发生的演变得出导致炉管材料破坏的老化机理;在焊接修复方面主要针对焊接性在服役前后的变化,分别采取直接焊接修复和热处理恢复性能后再进行焊接的办法开展试验研究,并取得了长足的进步,为石化行业制氢设备的安全、长周期运行发挥了重要作用。
1 典型炉管材料的服役老化机理1.1 炉管材料的合金体系与金相组织特征炉管材料的开发与使用随着服役要求的提高经历了几个不同的阶段,其合金体系发展,见表1。
最初作为炉管使用的材料是18Cr/8Ni系列,但是由于其耐热强度在温度超过600~800 ℃以后迅速降低,在对铬、镍的成分进行改变以后发现当铬和镍质量分数分别为25%和20%时所形成的材料具有更高的热强度;在进一步寻求更加优异性能的过程中,发现把含碳量提高到0.4%以后材料表现出更高的强度和抗氧化性能,使得在20世纪60,70年代普遍使用的炉管材料是HK-40[3];然而经过一段时间使用以后发现,在800 ℃的操作工况温度下HK-40容易生成有害的σ相,20世纪80年代期间出现大量HP系列合金被用作制氢转化炉的炉管材料,较HK系列其镍含量增加到35%,服役环境下所生成σ相的比例随着镍含量的提高而得以下降;为了得到高温时更高的抗蠕变断裂强度和韧性,又把铌、钨、钛、钼等合金元素添加到HP合金中,从而形成了一系列新的合金炉管的钢种牌号,例如HP-40Nb。
天然气制氢装置废热锅炉管板典型裂纹原因分析及修复
32研究与探索Research and Exploration ·维护与修理中国设备工程 2017.07 (下)4 结语对于干熄焦设备故障的预防与控制,需要制定应急生产方案与检修方案,规范岗位人员操作规程,确保对讲系统正常通信,明确干熄焦设备应急检修方案,明确检修要点与程序。
完善定修制度,做好点检缺陷清理,制定检修方案明确缺陷项目,以确保短停配套检修的效率。
1 情况简介某压力容器制造单位为山东某公司50000吨/年针状焦生产线天然气制氢装置制造了一台废热锅炉(相关技术特性表见表1),设备长度10m,共分高温段、低温段两部分,是天然气转化工段的关键设备。
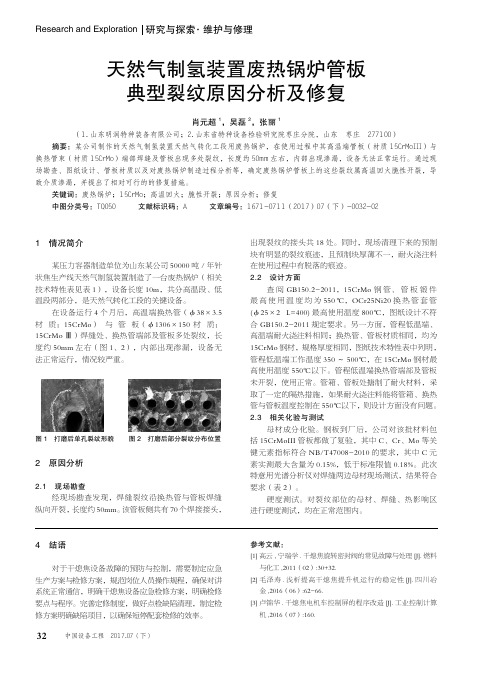
在设备运行4个月后,高温端换热管(φ38×3.5 材质:15CrMo)与管板(φ1306×150材质:15CrMo Ⅲ)焊缝处、换热管端部及管板多处裂纹,长度约50mm 左右(图1、2),内部出现渗漏,设备无法正常运行,情况较严重。
图1 打磨后单孔裂纹形貌 图2 打磨后部分裂纹分布位置2 原因分析2.1 现场勘查经现场勘查发现,焊缝裂纹沿换热管与管板焊缝纵向开裂,长度约50mm。
该管板侧共有70个焊接接头,出现裂纹的接头共18处。
同时,现场清理下来的预制块有明显的裂纹痕迹,且预制块厚薄不一,耐火浇注料在使用过程中有脱落的痕迹。
2.2 设计方面查阅GB150.2-2011,15CrMo 钢管、管板锻件最高使用温度均为550℃,OCr25Ni20换热管套管(φ25×2 L=400)最高使用温度800℃,图纸设计不符合GB150.2-2011规定要求。
另一方面,管程低温端、高温端耐火浇注料相同;换热管、管板材质相同,均为15CrMo 钢材,规格厚度相同,图纸技术特性表中列明,管程低温端工作温度350~500℃,在15CrMo 钢材最高使用温度550℃以下。
管程低温端换热管端部及管板未开裂,使用正常。
管箱、管板处搪制了耐火材料,采取了一定的隔热措施,如果耐火浇注料能将管箱、换热管与管板温度控制在550℃以下,则设计方面没有问题。
制氢转化炉集合管加强接头裂纹原因分析及处理

制氢转化炉集合管加强接头裂纹原因分析及处理韩玉昌【摘要】中国石化塔河炼化有限责任公司2#制氢转化炉对流室转化原料预热段出口集合管的加强接头出现了裂纹,导致装置紧急停车。
对开裂的炉管进行了有限元分析,分析结果表明:工作时由于炉管与旁边的横梁接触,使加强接头在外壁产生了最大应力,最大应力值为90.3 MPa,此应力高于632℃下材料的许用应力,因此导致炉管开裂。
同时,还对炉管开裂位置的母材进行了金相分析,发现开裂位置的母材晶粒粗大,并有碳析出,导致晶界弱化。
根据应力分析和金相分析结果,对炉管热膨胀定位方式进行了整改,有效地消除了炉管应力。
整改后对裂纹部位进行了打磨、焊接,并在检验合格后再次投用生产。
%Cracks were found on the strengthened joint of the export collection tube in the preheating section for transformation materials of the 2# hydrogen reformer furnace convection cell in Tahe branch. In this paper, the cracked furnace tube was analyzed through finite element method. It was shown that the maximum stress of the strengthened joint was located at the outer wall because of the contact between the furnace tube and the beam beside during the work. The maximum stress was as high as 90.3 MPa, which is higher than the allowable stress of the material at 632 ℃, resulting in the cracking of the furnace tube. At the same time, the metallographic structure of the parent metal at the crack of the furnace tube was also analyzed. It’s found that the grain of the parent metal was coarse, with carbon precipitating out, thus causing the grain boundary weaken. According to the results of the stress analysis and metallographic analysis, the positionmethod for the thermal expansion of the furnace tube was rectified, and the stress of the furnace tube was eliminated effectively. After the rectification, the crack position was then ground and welded. The device was put into service again after passing inspection.【期刊名称】《当代化工》【年(卷),期】2015(000)007【总页数】3页(P1684-1686)【关键词】转化炉;炉管;有限元;金相组织【作者】韩玉昌【作者单位】中国石化塔河炼化有限责任公司,新疆库车 842000【正文语种】中文【中图分类】TQ116中国石化塔河炼化有限责任公司2万标m3/h时制氢装置于2010 年9 月投入运行,本装置是由洛阳院总承包,转化炉对流段盘管是由哈尔滨哈锅工程技术有限责任公司制造,中石化第十建设公司安装施工。
制氢转化炉炉管失效分析
制氢转化炉炉管失效分析发布时间:2021-03-11T14:57:26.320Z 来源:《中国建设信息化》2020年22期作者:魏明孝[导读] 制氢2号转化炉在累计运行3.866万小时后,停工检查发现,处在同一列中的52#、58#、60#、62#共计4根炉管下端出口魏明孝中国石化股份有限公司荆门分公司,湖北荆门 448039一、前言制氢2号转化炉在累计运行3.866万小时后,停工检查发现,处在同一列中的52#、58#、60#、62#共计4根炉管下端出口猪尾管下方大约200~300mm处均出现穿透性开裂,其中58#号破裂成一个洞,52#、60#、62#炉管的开裂部位伴有鼓包。
因此,对炉管安全状况进行评估,找到失效的原因,对该批炉管能否继续使用以及使用过程中应注意的问题,有着重要意义。
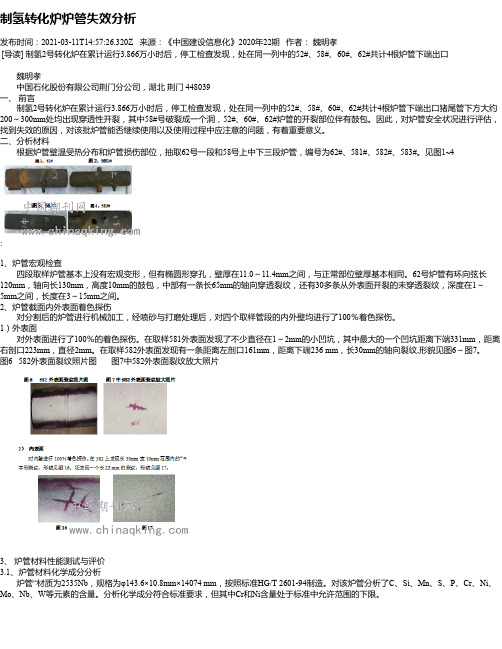
二、分析材料根据炉管壁温受热分布和炉管损伤部位,抽取62号一段和58号上中下三段炉管,编号为62#、581#、582#、583#。
见图1~4:1、炉管宏观检查四段取样炉管基本上没有宏观变形,但有椭圆形穿孔,壁厚在11.0~11.4mm之间,与正常部位壁厚基本相同。
62号炉管有环向弦长120mm,轴向长130mm,高度10mm的鼓包,中部有一条长65mm的轴向穿透裂纹,还有30多条从外表面开裂的未穿透裂纹,深度在1~5mm之间,长度在3~15mm之间。
2、炉管截面内外表面着色探伤对分割后的炉管进行机械加工,经喷砂与打磨处理后,对四个取样管段的内外壁均进行了100%着色探伤。
1)外表面对外表面进行了100%的着色探伤。
在取样581外表面发现了不少直径在1~2mm的小凹坑,其中最大的一个凹坑距离下端331mm,距离右剖口223mm,直径2mm。
在取样582外表面发现有一条距离左剖口161mm,距离下端236 mm,长30mm的轴向裂纹,形貌见图6~图7。
图6 582外表面裂纹照片图图7中582外表面裂纹放大照片3、炉管材料性能测试与评价3.1、炉管材料化学成分分析炉管“材质为2535Nb,规格为φ143.6×10.8mm×14074 mm,按照标准HG/T 2601-94制造。
制氢转化炉炉管损坏原因的分析

第51卷第8期 辽 宁 化 工 Vol.51,No. 8 2022年8月 Liaoning Chemical Industry August,2022制氢转化炉炉管损坏原因的分析徐 鹏(大庆油田化工集团甲醇分公司合成氨车间, 黑龙江 大庆 163000)摘 要: 转化炉管泄漏是每年检修都会检查到的问题,炉管泄漏率增加不但会影响检修进度和增加维修成本,还会增加转化炉运行时的安全隐患。
通过对转化炉管损伤情况的分析,来确定主要导致炉管泄漏的原因,针对原因进行改进,才可以提高炉管的使用寿命。
关 键 词:炉管损伤;制氢;平衡锤中图分类号:TQ052 文献标识码: A 文章编号: 1004-0935(2022)08-1156-03甲醇分公司合成氨车间始建于2005年,装置生产能力为每年5万t液氨和0.86万t氢气。
制氢工序的核心设备是转化炉。
蒸汽转化炉是Linde-Selas 顶烧式炉型。
转化炉整体由钢结构框架支承,包括辐射段和对流段。
辐射段由两炉管和三排火嘴组成。
一共是78根炉管和27个火嘴。
炉管的材质型号是Hp40nb。
炉管内径114.3 mm,有效加热长度13 m。
炉管两端分别与入口猪尾管,出口猪尾管相连,材质采用耐腐蚀、耐高温高蠕变强度的Incoloy800。
出口集气管分为炉内热集气管和炉底冷集气管组成。
辐射段炉管采用平衡锤吊挂的上支承结构。
制氢的转化流程是,3.6 MPa的6 987 kg·h-1的天然气和23 268 kg·h-1的中压蒸汽经过转化炉对流段的天然气加热器将温度控制在550 ℃进入转化炉炉管进行反应,转化炉炉管内装有型号Z111YQ 的镍触媒催化剂,反应温度在850 ℃,经过高温反应,生成H2、CO和CO2。
反应方程式:CH4+H2O=CO+3H2CO+H2O=CO2+H21 炉管损坏的情况装置在每年的例行检修过程中,都会对转化炉炉管进行理化检验,包括射线探伤和超声波探伤。
制氢装置转化炉炉管焊缝开裂原因分析及预防措施
制氢装置转化炉炉管焊缝开裂原因分析及预防措施摘要:某制氢装置转化炉于2014年10月投用,2019年5月检查发现有1根延伸段炉管存在裂纹,其工作温度为460℃,材质为SA-312TP304H,对其进行打磨时发现该裂纹为穿透性裂纹,这将会造成炉管内介质泄漏,给制氢装置的安全生产带来隐患。
另外,在装置停工检修时发现还有5根炉管焊缝也存在裂纹缺陷。
为了防止裂纹缺陷的进一步扩大,保证设备的安全生产,有必要对制氢装置转化炉炉管进行失效分析,并提出相应的整改措施。
1制氢装置转化炉及炉管情况1.1转化炉情况转化炉是制氢装置的核心设备,炉管内装有催化剂,介质通过炉管被加热,同时又进行化学反应。
关键词:转化炉;炉管;焊缝开裂;热疲劳;裂纹;高温蠕变引言随着世界范围内对清洁原料的使用需求在不断增加,近几年我国氢气的需求量可谓是日益增加,制氢装置的功能性则需要不断更新,尽可能满足工业发展领域的实际需求。
由于在转化过程中,具有强吸热以及高温等特点,该反应器被设计成加热炉的形式,在使用过程中,需要将催化剂装在一根根装入炉内,由炉膛直接加热,进而发现使用过程中容易出现的问题,需要针对这些问题进行解决。
1制氢装置转化炉及炉管情况1.1转化炉情况转化炉是制氢装置的核心设备,炉管内装有催化剂,介质通过炉管被加热,同时又进行化学反应。
该装置转化炉采用顶烧单排管双面辐射炉型,主要由辐射室、对流室和烟囱组成,共有炉管96根,分四排布置。
转化炉炉管采用顶部吊挂、下部支撑的结构形式,其上部通过上猪尾管与进口集合管相连,下部为内衬管,与冷壁分集气管相连;四根分集气管在末端汇合进入冷壁总集气管与转化气余热锅炉相连;上猪尾管、上集合管、原料气总管均采用恒力弹簧吊架支撑。
1.2炉管情况制氢装置转化炉设备的相关参数在制氢装置转化炉中,整个反应过程呈现一种极为强烈的吸热反应,其中涉及到的所有热量均是由气体燃料烧嘴所提供的。
本次实验的过程中制氢装置转化炉采用的是顶烧厢式炉结构,其中燃烧器布置在辐射室的顶部,并且转化管受热形式为单排管受双面辐射,其中制氢装置转化炉的外形尺寸为:13.2mm×16.5mm×30.3m。
制氢转化炉炉管花斑红管的原因及对策
(1)水碳比失调。
为了防止积炭,装置一般为以大于设计值的水碳比进行生产。
但是由于可能存在的原料中组分发生的变化、仪表故障等原因,而未能及时的调整水碳比,则极易导致转化管内催化剂积炭。
(2)催化剂热老化①随着实际操作温度逐步提升,活性金属成分镍比表面积正常下降。
②转化炉管单独暴露在蒸汽中,易使得催化剂被钝化,在还原的过程中也会使活性金属成份镍晶粒长大,降低催化剂活性。
③转化炉管局部过热或短时间温度骤升。
其中包括PSA 切塔、瓦斯压力波动、火嘴偏烧时,局部温度骤升,使得反应极易生成石墨碳,难以与蒸汽发生反应,进而形成积炭。
④在开停过程和低负荷处理时,长时间高水碳比情况下,极易带走催化剂上抗积炭助剂K 2O ,降低了催化剂抗炭能力。
(3)晃电或紧急停工,转化系统处理不及时,进料未能按顺序切除,使得催化剂得不到有效保护,引起烃类在转化催化剂上积炭。
(4)催化剂还原不彻底的情况下进料,上部催化剂活性不好,导致烃类穿透到下部高温床层引起热裂解积炭。
1.4 催化剂硫中毒现今制氢装置主要采用的脱硫方式是典型的以钴钼加氢和氧化锌脱硫法相结合,来脱除原料中的有机硫和硫化氢。
如果脱除效果不好,硫进入转化系统,使得活性金属成分镍转化为不具有活性的硫化镍。
一般要求原料含硫量小于0.5ppm 。
引起转化剂硫中毒的主要原因包括:1.4.1 原料中硫含量波动以焦化干气作为原料时,未能根据干气中硫含量的变化及时调整贫胺液量,将直接影响无机硫脱除效果。
图2为某制氢装置以焦化干气为主要原料的2015年实际生产中原料气与净化气中无机硫含量对比图,图表显示在原料中无机硫脱除效果不稳定时,极易导致无机硫一次性穿透床层。
装置被迫于2015年6月切换脱硫反应器,并更换脱硫剂。
在0 引言随着国内汽、柴油质量升级,现代化的炼厂对氢气的需求量越来越大,而传统的轻油制氢工艺由于成本高,发展收到了一定的限制,用更加廉价的炼厂自产干气作为制氢原料被广泛国内炼厂采用。
制氢装置转化炉炉管抢修难点分析与对策
制氢装置转化炉炉管抢修难点分析与对策【摘要】:兰州石化公司50000Nm³/h制氢装置转化炉对流排管蒸汽过热段炉管在运行过程中发生泄漏,我单位接到抢修施工任务,施工前对现场进行勘察,分析了此次炉管抢修施工的重点和难点,针对重点和难点问题,提出解决问题的措施,合理优化施工方案,按照既定方案组织施工,顺利完成炉管更换抢修任务。
【关键词】:转化炉;蒸汽过热段炉管;重点和难点;分析与对策0 引言2020年3月,兰州石化公司炼油厂50000Nm³/h制氢装置转化炉对流排管转化原料预热段(E120)与蒸汽过热段(E121)相邻部位发生蒸汽泄漏,蒸汽从北侧壁板底部往外渗漏,E121蒸汽出口温度过低,且压降增加,对比以往运行数据,判定是蒸汽过热段炉管发生泄漏。
2020年8月,蒸汽过热段北侧壁板底部蒸汽泄漏量增大,制氢装置被迫紧急停工抢修,装置的停工将影响厂区高压氢气管网量能,对加氢装置的平稳运行造成一定影响。
制氢装置对流排管在该装置新建时为模块化预制、整体安装,此次抢修只对部分炉管进行更换且施工工期短,施工难度大大加大。
通过对现场进行勘察发现,炉壁板吊装、炉管拆除安装等工作作业难度大,而且施工中不可避免有吊装、脚手架搭设、焊接、热处理和衬里等交叉作业。
在施工前必须将所预想到的困难分析到位,并采取有效而可行的预防和施工措施,方能保证施工的顺利进行,确保此次抢修工作按期保质保量完成。
1施工难点和重点分析1.1 施工难点分析装置转化原料预热段、对流排管蒸汽过热段和预转化原料预热段三段炉管在该装置新建时是先将炉管和集合管在胎具上组对焊接成一个整体的模块,然后对整个模块进行安装,如图1所示。
图1此次泄漏的炉管为最北侧的三组,每组炉管长5619mm,宽2403mm,炉管长度和宽度都较大,炉管与炉壁板和炉底板间距离为100mm,每组炉管顶部和集合管焊接在一起,如果从顶部进行拆除和安装,施工工作量将大大增加,施工工期将难以保证。
制氢装置转化炉炉管开裂分析及对策
环境工程2019·0551当代化工研究Modern Chemical Research技术应用与研究制氢装置转化炉炉管开裂分析及对策*胡天任(辽阳石化分公司 辽宁 111003)摘要:制氢装置转化炉是炼油生产过程中必不可少的设备之一。
在日常使用过程中,由于维护管理不善,经常会出现制氢装置转化炉炉管开裂的问题,不但耽误生产进度,影响经济效益,还会造成较大的安全隐患。
文章首先结合案例分析了制氢装置转化炉的故障发生工况,其次对炉管开裂故障的发现过程、原因分析等内容进行了讲解,最后阐述了制氢装置转化炉炉管开裂故障的预防控制途径,希望能够有效提升炉管开裂的预防水平,完成针对性的预防控制工作。
关键词:制氢装置;炉管开裂中图分类号:T 文献标识码:AAnalysis and Countermeasures of Furnace Tube Cracking in Hydrogen Production UnitReforming FurnaceHu Tianren(Liaoyang Petrochemical Company, Liaoning, 111003)Abstract :The hydrogen production unit reforming furnace is one of the necessary equipment in the oil refining production process. In daily use,due to poor maintenance and management, furnace tubes cracking of hydrogen production units reformer furnace often occurs, which not only delays production progress and affects economic benefits, but also causes greater potential safety hazards. This paper first analyzes the failure condition of the hydrogen production unit reforming furnace with a case, then explains the discovery process and cause analysis of the furnace tube cracking failure, and finally expounds the prevention and control methods of the furnace tube cracking failure in the hydrogen production unit, hoping to effectively improve the prevention level of the furnace tube cracking and complete the targeted prevention and control work.Key words :hydrogen production unit ;furnace tube cracking设置有一个搅拌装置,进行搅拌的形式较为单一,多以涡轮式、旋浆式以及框式、螺带式、锚式等为主;此外,在作业过程中的温度控制方面,针对化工反应釜的温度控制与信息反馈系统研究应用较多,但是在与反应点更加接近的温度信息的精确读取上存在较大的局限性,针对这种情况下,结合上述对化工反应釜工作现场压力异常升高致爆炸事故原因的分析,本文专门提出一种能够更加方便的进行温度调节控制的自洗型化工高效搅拌反应釜结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现, 沿两焊缝中心全长有深约 16~ 20mm 的裂 缝。
(2) 采用焊接修复方法如下: 1) 用超声检测确定裂缝的正确位置和深 度。 (2) 用碳弧气刨仔细、小心地刨去裂纹。刨 削时层间温度必须小于 60℃, 刨削深度以完全 去除裂纹为止, 最后形状为易于焊接的U 形。 3) 用角向砂轮打磨掉碳弧气刨的热影响 区, 且至少磨掉 2mm 以上, 然后用渗透检测检 查。 4) 应按照集合管对接的焊接工艺进行施 焊。 5) 由于异径管内部有耐热衬里, 最后无法 进行射线检测, 所以每层焊后进行渗透检测, 最 终进行超声波检测, 符合 JB 4730—94 级标 准。 417 炉管系统的焊接工艺 (1) 炉管系统各部位焊接坡口尺寸和熔敷 顺序如图 4 所示。
(4) 六跨炉管同时逐根按次序组焊, 要保 证对口错边量小于 1mm , 相邻两管中心距偏差 不能大于 2mm , 每根炉管全长垂直度偏差不大 于 5mm。
3 转化炉 (B 套) 出口尾管的更换
(1) 出口集合管和尾管结构见图 2。
1) 先使紧靠集合管封头侧的二跨炉管加强 接头中心线与集合管上的加强接头中心线对 正, 组对、 焊接相应出口尾管。
图 2 出口集合管尾管结构图
(2) 由于施工在现场进行, 为了减少现场 的工作量, 加强接头与集合管之间的焊接可以 在厂房内完成。
(3) 实测并且记录下原集合管上的第一个 加强接头与蒸汽发生器进口异径管与集合管之 间连接焊缝的距离, 以此来确定新集合管的长 度。
(4) 新集合管就位后, 按下列顺序组对焊 接:
焊接
413 出口集合管的焊接
(1) 从发生炉管破裂部位统计, 25176% 发
(1) 出口集合管的结构见图 2。如图、其上
生在上法兰与炉管之间的焊接接头上。 对已损 分布有 108 个加强接头, 为了避免焊接变形, 应
坏 的 旧 炉 管 进 行 解 剖 分 析 证 明: 炉 管 与 分散跳焊。
1C r5M o 法兰焊接接头处的裂纹主要集中在热
1 前言
某炼化公司制氢装置转化炉是一种外热式 内装催化剂的管式加热炉, 由A 、B 两套组成。 每台炉子由 108 根材质为 H K240 炉管分六跨 组成。 转化炉由洛阳石化工程公司设计, 其炉
寿命为 10 万小时。 自 1992 年投用, 至今已运 行 2 万多个小时。1997 年 5 月停工大修时发现 转化炉 (A 套) 52 根转化炉炉管出现 66 处穿透 性裂纹; 转化炉 (B 套) 出口尾管与加强接头之 间焊缝多处泄漏, 出口集合管后异径管拼接纵 缝出现深达壁厚 2 3 的裂缝。
现裂纹等缺陷应彻底打磨掉, 然后方可进行焊
1) 每焊接一层都必须用渗透检测检查, 发 接。
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
·69·
制氢转化炉炉管的修复
2) 用角向砂轮打磨时不能用力过大, 同一 部位打磨时间不能过长, 否则易引起炉管微裂 纹。
·66·
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
压 力 容 器
固定。 所以上部炉管割断前, 必须先对炉管另 处。
行固定, 以防止炉管的倾倒与弯曲。 采用的方
(2) 准确划出切割基准线, 逐根确定炉管
表 1 转化炉主要设计技术参数 进口温度 460℃ 炉管材料 H K240 (ZG4C r25N i20)
出口温度 800℃ 炉管尺寸
127×12×12084
设计压力 210M Pa 法兰材料
1C r15M o
介 质
原料混合气 (硫化氢、氢气、碳氢有机物、 硫化物等)
为了节约费用, 我公司对转化炉炉管进行 了局部修复, 简述如下。
检 验 与 修 复
制氢转化炉炉管的修复
R ep a ir of Conve rsion F u rnace T ube s in H yd rogen P lan t s
镇海炼化检修安装公司 俞春尧 唐明忠 叶玉芬 王健良
T h is a rt icle d iscu sses the rep a ir m ethod and the w eld ing p rocess of the loca l w eld2 ing on the conversion fu rnace tubes in hyd rogen p lan t s. It a lso p u t s fo rw a rd som e im 2 p rovem en t suggest ion s fo r so lving som e p rob lem s. 关键词: 高温炉管 焊接 修复
2 转化炉 (A 套) 炉管的局部更换
(1) 针对炉管损坏主要位于上部进口的情
图 1 转化炉炉管系统图
管系统如图 1 所示。主要技术参数见表 1。设计
况, 对 108 根炉管只在入口端约 1200mm 长度 管段进行现场更换。炉管总长 12084mm , 除了 上部弹簧吊架和下部支撑, 其它部位再无任何
性能, 1C r5M o 与 H K240 异种钢焊接后必须进 采用 IN CON EL 82 焊丝单层焊。 但是由于 IN 2
行热处理。 但是由于异种钢材质差异会引起热 CON EL 82 焊接材料熄弧时很容易产生缩孔和
膨胀的不同, 会引起对焊缝和 H K240 炉管的不 利, 用户不希望对接头进行焊后热处理。 为了
3) 不能强行组对、锤击调整及强力板扭点 焊处, 点焊两端修磨成利于焊接的缓坡形。
4) 引弧和收弧应在坡口或焊缝内进行。收 弧时必须使用电流衰减装置, 衰减时间要长, 一 般不少于 10 秒, 以保证填满弧坑而避免缩孔。 重新引弧前要认真检查焊缝和弧坑, 如有裂纹 及时磨掉后再焊。
(1) 根据设计要求, 进出口尾管与加强接
还发现: 腐蚀裂纹中含有 C l- 和 S2- 等。 显然, 炉管破坏的根源是应力腐蚀。
头之间的焊接形式如图 3 (a) 所示, 为承插式 角焊缝接头。 为了降低焊接残余应力, 要求焊
(2) 为了消除热影响的马氏体, 改善接头 角高度与尾管壁厚相同。 原施工单位在焊接时
40 炉管焊接。 这样既消除了热影响区的马氏
体, 又避免了焊后热处理给炉管带来的不利影
响。
(3) 法兰坡口堆焊时用氧—乙炔火焰预热
至 250~ 300℃。堆焊方法全部采用的是钨极氩
弧焊, 堆焊完后立即用石棉包裹保温缓冷。 最
图 3 加强接头—尾管接头的改进
后进行了 750℃保温 1 小时的高温回火热处 (2) 防止尾管, 加强接头焊缝破坏采取的
表5
焊接方法 焊接层次
焊丝规格 (mm )
焊接电流 (A )
焊接电压 (V )
焊接速度 (mm s)
A r 气流量 (L m in)
1 钨极氩弧焊
2~
214~ 215 214~ 215
90~ 110 110~ 130
12~ 14 12~ 14
110~ 112 112~ 114
5~ 6 5~ 6
(4) 炉管系统焊接的技术措施
2) 将集合管向蒸汽发生器方向缓缓平移, 使中间二跨炉管加强接头中心线与集合管上的 加强接头中心线对正, 组对、 焊接相应出口尾 管。
3) 继续平移集合管, 使最后二跨炉管加强 接头中心线与集合管中心线对正, 组对、 焊接 相应出口尾管。
4) 再次平移集合管, 最终与蒸汽发生器进 口异径管相焊接。
4 炉管系统的焊接
图 4 炉管系统坡口尺寸及熔敷顺序图
(2) 各部位焊接材料除了上尾管与加强接 接也可采用 H 4C r25N i20 焊丝。
头之间的焊接采用 H 0C r20N i10T i 焊丝, 其余
(3) 炉管系统各部位的焊接工艺参数可参
全部采用 IN CON EL 82, H K240 炉管之间的焊 见表 5。
411 H K240 炉管的焊接性 (1) 由图 1 可见, 炉管系统由炉管、 集合 管、 尾管等组成。 (2) 炉管 H K240 是一种亚共晶奥氏体耐热 钢, 含碳量高达 0140% , 其化学成分和力学性 能见表 3、4。离心铸造后的铸态组织为奥氏体 基体加沿晶骨架状共晶碳化物 (M 7C3) , 称一次 碳化物。炉管经过长时间高温状态下运行后, 共 晶碳化物由骨架状可以变为棒块状, 即二次碳 化物 (M 23C6) 析出, 并明显粗化。棒状碳化物 的出现, 可视为 H K240 过热的一个重要标志, 使本来就不高的延性更加降低。 旧炉管在含氢 介质下长期运行, 材料性能恶化严重, 焊接时 很容易产生裂纹。
法是以每一跨炉管为一组, 用 100×12 角钢及 切割部位并作标记。 用等离子切割割除破损段
M 12 的 U 型螺栓连排加固于切割以下 500mm 炉管, 并留出约 30mm 的加工余量。
表 2 炉管系统各部分材料、 规格
炉 管
H K240 (ZG4C r25N i20)
进口加强接头
1C r18N i9T i 50
(2) 集合管的对接采用U 型坡口, 多层多
影响区, 裂纹起源于炉管内壁表面的腐蚀坑, 由 道焊接, 每层焊前用角向砂轮修磨焊缝表面, 以
里向外形成一条条贯穿的裂缝。金相分析发现, 防止层间未熔合。
1C r5M o 一侧焊缝热影响区的组织为大量板条
414 进、出口尾管与加强接头之间的焊接
状马氏体和片状马氏体。 扫描电镜和能谱分析
抗拉强度 (常温)
≥451M Pa
屈服强度 (常温)
≥245M Pa
延伸率 (常温)
表4 871℃ 抗拉强度 延伸率
≥15% ≥113M Pa ≥6%