生产过程分析图表格
生产作业流程分析图(表格模板、doc格式)
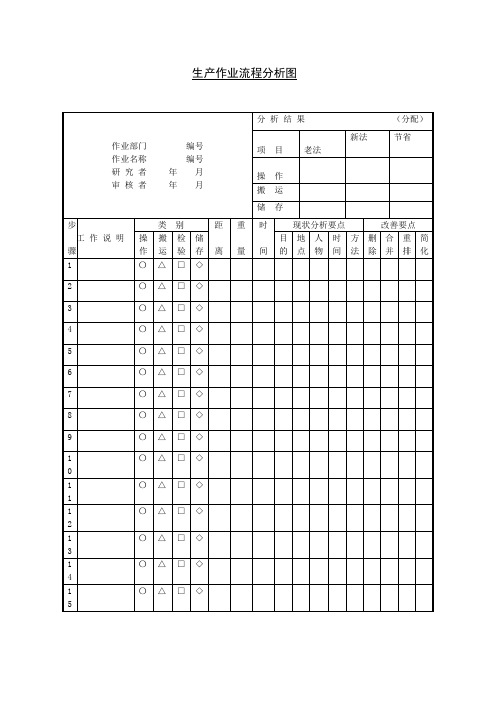
节省
性情泼辣,热情大方的你,让我想到一句歌词:“该出手时就出手,风风火火闯九州。”大有巾帼不让须眉的气势。思维活跃,创造力强,对于任何的挑战都能主动出击,把握住每一次机会,虽每一次未必都能成功,但你挫折打不倒你“我永远是最棒的”的信心,你总能调整前进的步伐,不断进取。操作
搬运
储存
步
骤
工作说明
类别
距
离
重
量
时
间
现状分析要点
改善要点
操作
搬运
检验
储存
目的
地点
人物
时间
方法删除ຫໍສະໝຸດ 合并重排简化1
〇
△
□
◇
2
〇
△
□
◇
3
〇
△
□
◇
4
〇
△
□
◇
5
〇
△
□
◇
6
〇
△
□
◇
7
〇
△
□
◇
8
〇
△
□
◇
9
〇
△
□
◇
10
〇
△
□
◇
11
〇
△
□
◇
12
〇
△
□
◇
13
〇
△
□
◇
14
〇
△
□
◇
15
〇
△
□
◇
生产作业流程分析图
作业部门编号
作业名称编号
研究者年月
审核者年月
分析结果(分配)
你说:“信念能在我遇到挫折和困难时激励我,鼓励我,永远在心中跳动、呼喊。”虽然你很平凡,不违反纪律,老师跟你说话你说的是“哦”,但从普通的眼神,平时的点滴中,老师看出了你的坚强,挫折面前默默承受,默默起航!项目
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
时间/台
质量检查 首检
正常检查 终检
频次 合计
检查时间
时间/台
类型Ⅲ涉及 的工作类型比 较多,在调查 过程中需要应 用三种调查表 格。各项数据 按实际情况填 写。每项时间 测量三遍,取 平均值。
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
每种类型分别测 算3次
作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
CT=
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。
首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。
生产数据明细表格模板

生产数据明细表格模板
以下是一个简单的生产数据明细表格模板,包括日期、生产线、产品名称、生产数量、不合格数量、不合格率等列。
在这个模板中,每一行记录了一条生产数据明细,包括日期、生产线、产品名称、生产数量、不合格数量和不合格率等列。
可以根据实际需要添加或删除列。
在填制表格时,需要根据实际情况填写相应的日期、生产线、产品名称、生产数量、不合格数量和不合格率等列。
通过这个表格,可以方便地查看每个生产线的生产情况,包括生产数量、不合格数量和不合格率等指标,从而更好地进行生产管理和质量控制。
生产管理统计表
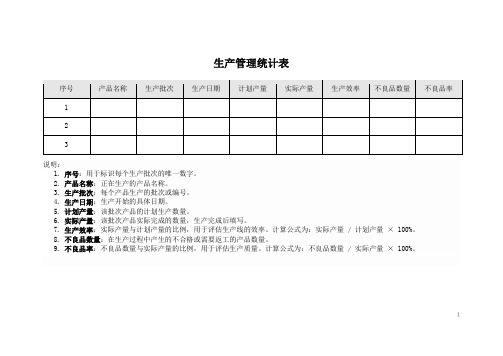
生产管理统计表
说明:
1.序号:用于标识每个生产批次的唯一数字。
2.产品名称:正在生产的产品名称。
3.生产批次:每个产品生产的批次或编号。
4.生产日期:生产开始的具体日期。
5.计划产量:该批次产品的计划生产数量。
6.实际产量:该批次产品实际完成的数量,生产完成后填写。
7.生产效率:实际产量与计划产量的比例,用于评估生产线的效率。
计算公式为:实际产量 / 计划产量× 100%。
8.不良品数量:在生产过程中产生的不合格或需要返工的产品数量。
9.不良品率:不良品数量与实际产量的比例,用于评估生产质量。
计算公式为:不良品数量 / 实际产量× 100%。
1。
pmc生产计划表
pmc生产计划表7月14-15苏州 7月23-24深圳 8月11-12上海 8月20-21深圳9月15-16上海 9月24-25深圳 11月3-4上海 11月12-13深圳12月8-9上海 12月17-18深圳【主办单位】BCG-百乔罗管理咨询有限公司【收费标准】¥2800/人(含授课费、资料费、会务费、午餐费)【培训对象】生产总监、生产经理、生产计划相关人员、车间主任、物料主管、采购主管及相关人员【报名电话】李俊【温馨提示】本课程可为企业提供上门内训服务,欢迎来电咨询!备注:认证费用:中级600元/人;高级800元/人(参加认证考试的学员须交纳此费,不参加无须交纳)1.凡参加认证的学员,在培训结束参加考试合格者由<<国际职业认证标准联合会>>颁发<<生产经理管理师>>国际国内中英文版双职业资格证书,(国际国内认证/全球通行/雇主认可/官方网上查询;2.凡参加认证的学员须提交本人身份证号码及大一寸数码照片;3.课程结束后15个工作日内将证书快递寄给学员;4.此证可申请中国国家人才网入库备案。
课程背景:Course Background生产计划和物料控制(PMC)部门是一个企业“心脏”,掌握着企业生产及物料运作的总调度和命脉,统筹营运资金、物流、信息等动脉,直接涉及影响生产部、生产工程部、采购、货仓、品控部、开发与设计部、设备工程、人力资源及财务成本预算控制等,其制度和流程决定公司盈利成败。
因此PMC部门和相关管理层必须充分了解:物料计划、请购、物料调度、物料控制(收、发、退、借、备料等)、生产计划与生产进度控制,并谙熟运用这门管理技术来解决问题,学习拉动计划价值流(VSM)图,从拉动计划价值流切入剖析工厂制造成本和缩短制造周期,提高物流过程循环效率(库存、资金的周转率)及客户满意率;为降低或消除物流过程中的非增值活动。
课程风格:Curriculum Feature“60/40”时间原则(学员40%,讲师60%)、小组讨论/发表、管理电影分享/研讨、案例分析、情景仿真、自带企业资料现场诊断和实作对策、游戏分享、学员与学员、讲师互动相辅而成、少讲理论多讲实践经验,要求学员课堂结合本公司实际情况量身订做提出问题(可在课堂打断讲师思路),不是纯粹填鸭灌输,也不是研究客观案例.而是让学员体验执行过程,关注现实事例. 面对面向老师提出公司问题,老师需要提成解决问题措施/方案。
精益生产--山积表

节拍时间
④
③
⑤
作业顺序
②
⑥
指①作业者能够最为安全且又
效率最好地生产合格品的作
业顺序。它是实现高效率的
重要保证。
主要内容
三
山积表编制的具体方法
编制 山积 表的 流程
类型Ⅰ 调查作业时间 编制山积表
开始编制山积表
判断该工序的作业类型
类型Ⅱ 调查作业时间 编制山积表
发现问题 分析问题 实施改善
类型Ⅲ 调查作业时间 编制山积表
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
第一步:工序作业要求
所选工序满足的条件:所选工序的作业人员完成的是循环往复的标准作业,使用 标准的工作方法,符合作业标准。
第二步:作业时调查(通过现场观察及视频拍摄)
用摄像的方式拍摄3个循环的作业视频以准确测算时间
具体要求:
➢选取技能水平中等熟练的操作者; ➢3个循环的作业顺序必须一致; ➢尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况
A型车:30秒 B型车:38秒
C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间 每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车
30秒/1台 38秒/1台 34秒/1台
16台 4台 1H 80台
共 100台/1H
30秒×16%= 38秒× 4%= 34秒×80%=
第三步:作业分解
每个作业要素都要有明确目的;作业的目的要么是“增加 产品价值”(例如:拧紧螺栓,装配起动机等),要么是 “不增加产品价值,但不能取消”(例如:拿气动扳手, 取零件等);
过程分析图
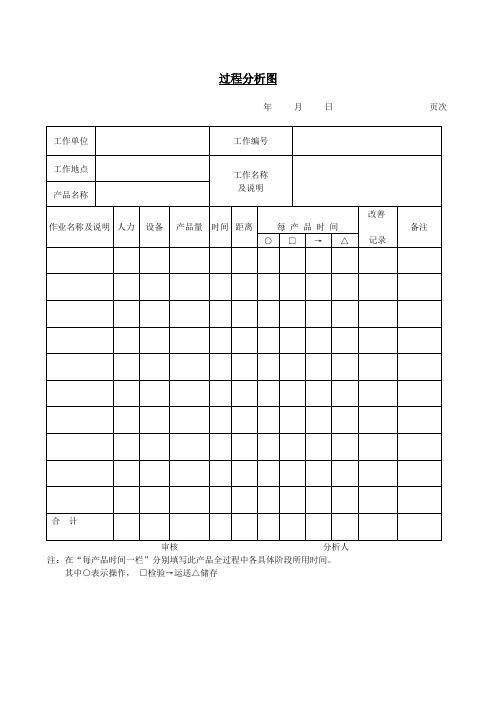
过程分析图
年月日页次
审核分析人
注:在“每产品时间一栏”分别填写此产品全过程中各具体阶段所用时间。
其中○表示操作,□检验→运送△储存
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
两图一表

Foryou
QA Dept.
首页
上页
下页
返回
2. 鱼骨图
2.4 案例
3.对鱼骨图分析的各项可能原因进行调查,逐项排除非主 要因素,必要时应进行条件复现试验和对比试验,以验证 分析是否正确,是否为根本原因; 4.验证分析过程中应结合排列图、检查表等工具; 5.针对主要原因和根本原因制定对策,实施对策,作成对 策分析表,用排列图等来确认对策效果; 6.对策有效要形成正式结论报告。将有效的对策进行恒定 和固化。
2013-7-10 Foryou QA Dept.
首页
上页
下页
返回
3.检查表
3.8
8D案例(续)
2013-7-10
3. 紧急行动: 1).立即修复。 2).工艺、质量、生产主管共同召开质量分析会,对问题进 行分析。 4. 事件调查(可附附件): 通过对事件进行调查并检查工艺文件,得出初步结论: 1).―条码号重复”是由于在打印条码过程中有试打印的条码, 而旧的条码忘记撕掉作废而被操作员误贴造成; 2).―面膜贴反”是由于晚班##操作人员疏忽贴错造成。 5. 根本原因分析(可附附件): 5. 1. 关于条码号重复问题。 (1) 由于条码打印机经常出现故障,造成操作人员要试打条码。试打后,如 果打印得不是很好,就要重新修改设置。如果试打后,又经过了一次调整,操作 人员不注意检查,就会产生号码重复。 (2)由于操作人员没有按工艺要求操作,为了追求号码连续性,自己选择 打印条码号,容易产生号码重复。 Foryou QA Dept.