SMT表面组装技术对照表
SMT表面组装技术印刷机调机教材

SMT表面组装技术印刷机调机教材DEK印刷机调机教材1、正确了解程序中的每一参数在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。
•ProductName产品名称,最多可接受不包含标点的8个字符。
•ProductID是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。
•ProductBarcode产品条形码,最长20个字符。
目前我们没有使用。
(仅265GSX可使用)•Screenbarcode对应产品的钢网的条形码,目前我们没有使用。
(265GSX)•DwellHeight刮刀停留高度(主要用于观察滚动条的情况)最小5mm 最大40mm增量1mm缺省30mm•DwellSpeed刮刀运动到Dwell高度的速度最小10mm/sec最大30mm/sec增量1mm/sec缺省24mm/sec•ScreenAdapter钢网类别,选项有NONE,255,SANYO,HERAEUS,20X20,12X12•ScreenImage钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。
•CustomScreen用于对钢网位置的定义和调整,我们多数情况使用DISABLED。
•BoardWidth板宽,40--508mm,增量0.1mm•BoardLength板长,50--510mm,增量0.1mm•BoardThickness板厚,0.20--6.0mm,增量0.01mm•PrintSpeed印刷速度,2--150mm/sec,增量1mm/sec •FloodSpeed未用•PrintFrontLimit从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm•PrintRearLimit从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm•FrontPressure前刮刀压力,0--20kg,增量0.2kg •RearPressure后刮刀压力,0--20kg,增量0.2kg•FloodHeight未用•PrintGap在印刷时,PCB板和钢网之间的间隙,0-6mm,增量0.025mm•UndersideClearance定义PCB板底面和机器顶针顶端间的距离,主要是针对底面有元件的板而言。
smt表面组装技术-SMT元件介绍很不错哦,值得下载 精品

25% width 15% thickness
halved pitch more pin count
SSOP
VSOP
reduced size
20% width
QSOP 60% thickness TSSOP
reduced pitch reduced size
封装底
加入代表封装材料的字母以区别无引线芯 片载体LCC,如以PLCC代表塑膜封装等。
因封装材料的不同有:PLCC(塑膜) CLCC(陶瓷) MLCC(金属)
其中以PLCC最常用。
引脚一般采用J形设计,16至100脚。间距 采用标准1.27mm式。可使用插座。
属于成熟技术,无继续开发。
32
小外形封装 SOIC
0.04 X 0.02 0.05 X 0.04 0.06 X 0.03 0.08 X 0.05 0.10 X 0.05 0.12 X 0.06 0.12 X 0.10 0.18 X 0.12 0.22 X 0.25
1.0 X 0.5 1.2 X 1.0 1.5 X 0.8 2.0 X 1.2 2.5 X 1.2 3.2 X 1.6 3.2 X 2.5 4.5 X 3.2 5.6 X 6.4
TSOP (Thin Small Outline Package)
TSOP I 型 TSOP II 型
有I型和II型两种。厚度只有1至1.2mm。
I型由于其体薄和细间距,很受高密度组装 应用的欢迎。
II型的1.27mm间距设计是为了SOJ兼容。 引脚设计在封装的长边上有较高的可靠性。
TSOP I 型
-元件封装和包装定义。 -无源元件和半导体封装种类。 -封装的目的和问题。 -半导体封装的发展过程和展望。 -引脚和端点的种类和优缺点。 -各种包装和他们的优缺点。
SMT表面贴装技术资料
SMT知识一、 名词解释SMT:“Surface Mounted Technology” 的缩写,表面贴装技术。
SMD:“Surface Mounted Devices” 的缩写,表面组装器件。
SMC:“Surface Mounted Components”的缩写,表面组装元件。
PCB:”Printed Circuit Board”的缩写,印刷电路板。
Resistor:电阻(在PCB上用字母“R”表示,如“R1,R2,R3”等)Capacitor:电容(在PCB上用字母“C”表示,如“C1,C2,C3”等)Inductor:电感(在PCB上用字母“L”表示,如“L1,L2,L3”等)Chip bead: 磁珠(在PCB上用字母“L”表示,如“L1,L2,L3”等,我们一般也用“Inductor”来表示)IC:集成电路二、 SMT的意义1.电子产品追求小型化,以前使用的穿孔插件元件已无法缩小;2.电子产品功能更完整,所采用的集成电路(IC)已无穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件;3.产品批量化,生产自动化,厂方要以低成本高产量出产优质产品以迎合顾客需求及加强市场竞争力;4.电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用;5.电子科技革命势在必行,追逐国际潮流。
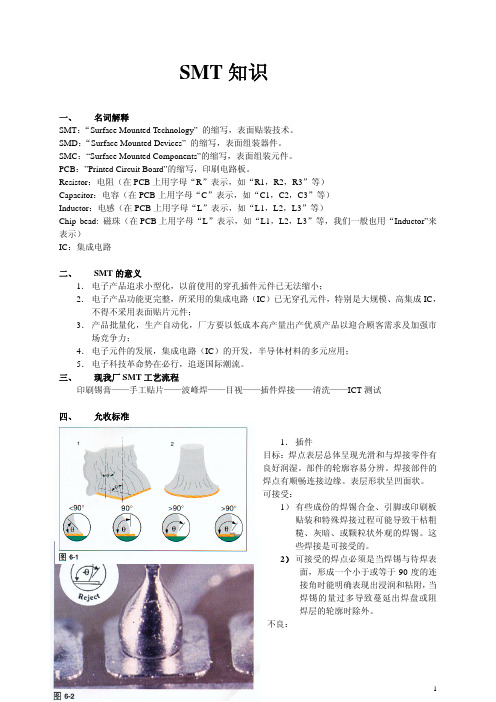
三、 现我厂SMT工艺流程印刷锡膏——手工贴片——波峰焊——目视——插件焊接——清洗——ICT测试四、 允收标准1.插件目标:焊点表层总体呈现光滑和与焊接零件有良好润湿。
部件的轮廓容易分辨。
焊接部件的焊点有顺畅连接边缘。
表层形状呈凹面状。
可接受:1)有些成份的焊锡合金、引脚或印刷板贴装和特殊焊接过程可能导致干枯粗糙、灰暗、或颗粒状外观的焊锡。
这些焊接是可接受的。
2)可接受的焊点必须是当焊锡与待焊表面,形成一个小于或等于90度的连接角时能明确表现出浸润和粘附,当焊锡的量过多导致蔓延出焊盘或阻焊层的轮廓时除外。
第一章SM表装技术介绍
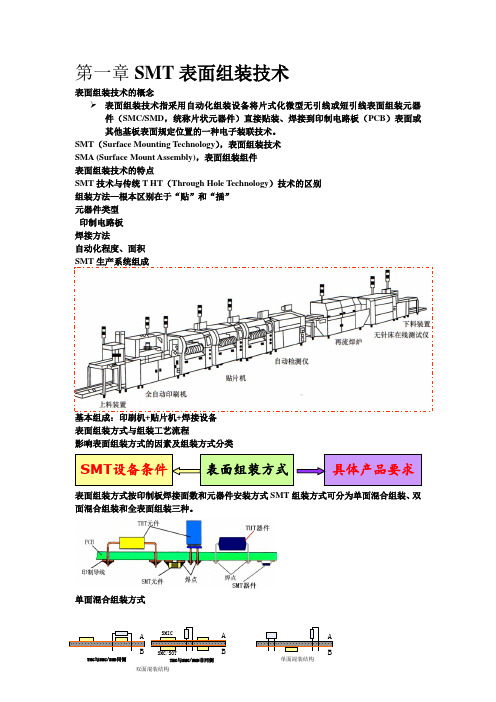
ABA B双面混装结构SMICSMC/SOTTHC 与SMC/SMD 同侧THC 与SMC/SMD 非同侧A B单面混装结构第一章SMT 表面组装技术表面组装技术的概念➢ 表面组装技术指采用自动化组装设备将片式化微型无引线或短引线表面组装元器件(SMC/SMD ,统称片状元器件)直接贴装、焊接到印制电路板(PCB )表面或其他基板表面规定位置的一种电子装联技术。
SMT (Surface Mounting Technology ),表面组装技术 SMA (Surface Mount Assembly),表面组装组件 表面组装技术的特点SMT 技术与传统T HT (Through Hole Technology )技术的区别 组装方法—根本区别在于“贴”和“插” 元器件类型 印制电路板 焊接方法自动化程度、面积 SMT 生产系统组成基本组成:印刷机+贴片机+焊接设备 表面组装方式与组装工艺流程影响表面组装方式的因素及组装方式分类表面组装方式按印制板焊接面数和元器件安装方式SMT 组装方式可分为单面混合组装、双面混合组装和全表面组装三种。
单面混合组装方式表面组装方式 SMT 设备条件 具体产品要求单面表面组装双面表面组装全表面组装结构表面组装工艺流程不同组装方式对应不同的组装工艺流程,同一组装方式也可以有不同的工艺流程:主要取决于所用元器件类型、SMA组装质量要求、组装设备、生产线实际条件等。
课后作业1、简述SMT区别于传统THT技术的特点。
2、判断电路板组装类型并给出相应的组装工艺流程。
作业答案:判断电路板组装方式并设计组装工艺流程第一步:判断组装方式:双面混合组装符合要求的组装流程有多个:举例如下组装工艺流程1:来料检测—PCB A面涂覆焊膏—贴装元器件—焊膏烘干—再流焊接—插装THC 引线折弯—翻板—B面涂覆粘结剂—贴装元器件—粘结剂固化—翻板—波峰焊接—清洗—最终检测组装工艺流程2:来料检测—PCB A面涂覆焊膏—贴装SMIC/SMC—焊膏烘干—A面再流焊接—翻板—B面涂覆粘结剂—贴装元器件—粘结剂固化—翻板—插装THC—B面波峰焊接—清洗—最终检测只翻一次板的工艺组装工艺流程3:来料检测—PCB B面涂覆粘结剂—贴装元器件—粘结剂固化—翻板—PCB A面涂覆焊膏—贴装元器件—焊膏烘干—A面再流焊接—插装THC—B面波峰焊接—清洗—最终检测工艺设计基本原则:1、依据具体电路板形式进行设计2、依据具体设备条件进行设计3、再流焊与波峰焊同时兼有时,一般先进行再流焊4、波峰焊与再流焊不能同时或无间歇连续进行5、为防止大的SMIC脱落,可增加涂覆粘结剂,但粘结剂仅起到增强元器件固定牢固度的作用第二章、表面组装元器件表面组装元器件种类表面组装元器件主要包括:【表面组装元件】【表面组装器件】【表面组装连接件】从种类来分:可分片式电阻器、片式电容、片式电感、片式机电元件。
SMT表面组装技术SMT工艺

SMT表面组装技术SMT工艺一.概述.1.S MT:表面装贴工艺.指将无引脚的片式元件(SMD)装贴于线路板上的组装技术SMT技术在电子产品制造业中,已被越来越多的工厂采用.是电子制造业的发展趋势.SMT:Surfacemountingtechnology表面装贴工艺SMD:Surfacemountingdevice表面装贴元件2.特点A.由于采用SMT机器,自动化程度高,减少了人力。
B.元件尺寸小,且无引脚,可使电子产品轻,薄,小型化。
C.装配密度高,速度快。
二.OKMCOSMT生产工艺流程,如下::使用机器将锡浆印刷在线路板上。
(DEK-265 印刷锡浆机):使用机器将规则元件贴在线路板上。
(NITTO 多元件高速贴片机):使用机器将不规则元件贴在线路板上。
(TENRYU中速贴片机)热风回流,将锡浆熔解,形成焊点.(HELLER回流炉),如短路,少锡,元件移位等。
(使用检查模板检查)三.工艺简介。
1. 锡浆印刷。
采用的机器:DEK-265锡浆印刷机(英国DEK 公司)。
1.1基本原理。
以一定的压力及速度,用金属或橡胶刮刀将装在钢网上的锡浆通过钢网漏印在线路板上。
锡浆成份为:锡63%,铅37%,松香含量:9-10%,熔点为183O C. 步骤为:图示:刮刀锡浆钢网(厚0.15MM)顶针 线路板(PCB)1.2DEK265印刷锡浆机印刷锡浆的品质直接影响点焊回流炉的品质,所以需要检查锡浆的印刷品质.一般地,主要检查以下的项目:少锡 短路 无锡浆 偏位印刷轮廓不良:拉尖,锡浆下垂。
如果钢网无损坏,印刷参数设置合适,通常印刷后,无以上不良。
主要的控制方法为过程技术员监控锡浆的厚度,如太厚,易产生QFPIC短路或锡珠。
如太薄,易产生假焊或少锡。
1.3要达到好的印刷品质,必须具备以下几点:(OKMCO选用原则)A.好的印刷钢网: 钢网厚度,钢网的开口尺寸等参数合适,孔壁垂直,无损坏。
如果钢网太厚,或开口尺寸太大,印刷在线路板上的锡浆份量就会太多,容易引起锡珠问题.同时,在元件较密集或IC脚距较小的地方,容易引起短路。
SMT表面组装技术 (3)

2.环氧玻璃纤维布覆铜板 环氧树脂或改性环氧树脂为粘合剂制作的玻璃纤维布覆铜板是当前 覆铜板中产量最大,使用最多的一类。环氧玻璃纤维布覆铜板特点: (1)可以冲孔和采用高速钻孔技术,通孔孔壁光滑,金属化效果 好; (2)低吸水性、工作温度较高,本身性能受环境影响小; (3)电气性能优良;机械性能好、尺寸稳定性,抗冲击性比酚醛 纸基覆铜板要高; (4)适合制作单面板、双面板、多层板; (5)适合制作中、高档民用电子产品。
(5)焊盘内不允许印有字符和图形标志,标志符号离焊盘边缘距离应 大于0.5mm。凡无外引脚的器件的焊盘,其焊盘之间不允许有通孔,以 保证清洗质量。
(6)两个元件之间不应使用单个大焊盘,避免锡量过多,熔融后拉力 大,将元件拉到一侧
(7)对于引脚中心距为0.65mm及其以下的细间距元件,应在焊盘图 形的对角线方向上,增设两个对称的裸铜基准标志,用于光学定位。
3.1.2 评估基板质量相关参数 (一)PCB相关参数 1.铜箔种类和厚度 2.玻璃化转变温度Tg 3.热膨胀系数CTE 4.可焊性 5.热应力 6.吸湿性 7.导线电阻 8.绝缘电阻 9.耐电压 10.孔电阻 11.互连电阻 12.电路短路和电路完善性
(二)表面贴装(SMT)对PCB的要求 1.外观要求:基板外观应光滑平整,不可有翘曲或高低不平,基板 表面不能出现裂纹,伤痕,锈斑,氧化等不良。2.热膨胀系数的关 系:表面贴装元件的组装状态会由于几基板受热后的胀缩应力对元件 产生影响。
纸基覆铜板特点:
(1)纸基疏松,只能冲孔,不能钻孔;吸水性高、相对密度小; (2)介电性能及机械性能不如环氧板; (3)耐热性、力学性能与环氧-玻纤布基覆铜板相比较低; (4)成本低、价格便宜,一般在民用产品中被广泛使用; (5)一般只适合制作单面板;在焊接过程中应注意温度调节,并注 意PCB的干燥处理,防止温度过高使PCB出现起泡现象。
SMT实用表面组装技术

SMT实用表面组装技术SMT复习内容和范围1.表面贴装技术的优点?(P4)1.组装密度高;2.可靠性高;3.高频特性好;4.降低成本;5.便于自动化生产;2.SMT有两类基本的工艺流程,分别是什么?画出其流程图,并说明其优缺点?(P6)(1)锡膏一再流焊工艺,如图1.3所示。
印刷焊膏——贴装元件——再流焊——清洗特点:简单、快捷,有利于产品体积的减小,该工艺流程在无铅工艺中更显示出优越性。
(2)贴片一波峰焊工艺,如图1.4所示。
涂敷黏结剂——表面贴装元器件——加热固化——翻转——插通孔元器件——波峰焊——清洗特点:利用双面板空间,电子产品的体积可以进一步做小,并部分使用通孔元件,价格低廉。
但设备要求增多,波峰焊过程中缺陷较多,难以实现高密度组装。
3.表面贴装技术SMT的组成包含哪三个方面的内容?(P7)(1)电子元器件,它既是SMT的基础,又是SMT发展的动力,它推动着SMT专用设备和装联工艺不断更新和深化。
(2)SMT专用设备,人们称它为SMT的硬件;(3)装联工艺,人们称它为SMT的软件;4.混装形式的两面表面贴装工艺顺序(P6)混合安装工艺流程如图1.5所示。
先做A面:印刷焊膏——贴装元件——再流焊——翻转再做B面:点贴片胶——表面贴装元器件——加热固化——翻转——插通孔元器件——波峰焊——清洗先做A面:锡膏-再流焊再做B面:点胶,贴片固化翻转补插文件后波峰焊特点:充分利用PCB双面空间,是实现安装面积最小化的方法之一,仍保留通孔元器件价廉的特点,多见于消费类电子产品的组装。
5.从引脚的形状来分,SMD主要有哪三种?(P56)1.翼形引脚(Gull-Wing)常见的器件品种有SOP和QFP。
具有翼形引脚的器件具有吸引应力的特点,因此与PCB匹配性好,这类器件引脚共面性差,特别是多引脚细间距的QFP,引脚易损坏,贴装过程中应小心对待。
2.J形引脚(J-Lead)常见的器件品种有SOJ和PLCC。
50条SMT工艺技术
50条SMT工艺技术一、什么是表面组装技术?英文称之为“Surface Mount Technology ”简称SMT,它是将表面贴装元件贴,焊到印制是电路板焊盘上涂布焊锡膏,再将表面贴装元器件准确地放到涂有焊锡膏的焊盘上,通过加热印制电路板直至焊锡膏熔化,冷却后便实现了元器件与印制电路之间的连接.二、表面组装技术的优点:1)组装密度高,采用SMT相对来说,可使电子产品体积缩小60%,重量减轻75%2)可靠性膏,一般不良焊点率小于百万分之十,比通孔元件波峰焊接技术低一个数量级.3)高频特性好4)降低成本5)便于自动化生产.三、表面组装技术的缺点:1)元器件上的标称数值看不清,维修工作困难2)维修调换器件困难,并需专用工具3)元器件与印刷板之间热膨胀系数(CTE)一致性差。
随着专用携手拆装设备及新型的低膨胀系数印制板的出现,它们已不再成为阻碍SMT深入发展的障碍.四、表面组装工艺流程:SMT工艺有两类最基本的工艺流程,一类为锡膏回流焊工艺,另一类是贴片—波峰焊工艺.在实际生产中,应根据所用元器件和生产装备的类型以及产品的需求选择不同的工艺流程,现将基本的工艺流程图示如下:1)锡膏—回流焊工艺,该工艺流程的特点是简单,快捷,有利于产品体积的减小.2)贴片-波峰焊工艺,该工艺流程的特点是利用双面板空间,电子产品的体积可以进一步减小,且仍使用通孔元件,价格低廉,但设备要求增多,波峰焊过程中缺陷较多,难以实现高密度组装。
3)混合安装,该工艺流程特点是充分利用PCB板双面空间,是实现安装面积最小化的方法之一,并仍保留通孔元件价低的特点.4)双面均采用锡膏—回流焊工艺,该工艺流程的特点能充分利用PCB 空间,并实现安装面积最小化,工艺控制复杂,要求严格,常用于密集型或超小型电产品,移动电话是典型产品之一。
我们知道,在新型材料方面,焊膏和胶水都是触变性质流体,它们引起的缺陷占SMT总缺陷的60%,训练掌握这些材料知识才能保证SMT质量.SMT还涉及多种装联工艺,如印刷工艺,点胶工艺,贴放工艺,固化工艺,只要其中任一环节工艺参数漂移,就会导致不良品产生,SMT工艺人员必须具有丰富的工艺知识,随时监视工艺状况,预测发展动向。