轮胎用钢帘线生产工艺
0.25+6+12×0.225ht钢帘线研制

钢帘线是子午线轮胎的主要骨架增强材料,由 钢丝和股捻制而成,表面电镀黄铜,是一种特殊用途 的细规格钢丝绳。传统结构的 3+9+15×0.175+ 1或 3+9+15×0.22+1钢帘线用于全钢胎胎体, 这 2种结构的优点为技术成熟,质量稳定易控;缺点 为生产工序多,占用合股设备、人员较多,能耗较大, 成本较高。为了解决传统结构生产的缺点,研究新 的替代结构 0.25+6+12×0.225HT钢帘线,用于 胎体骨架材料,并实现批量化生产。
mm的盘条开始拉拔,在 后 道 工 序 中 要 承 受 扭 转、 能和使用起着决定性的影响。82C盘条化学成分
1 产品性能要求 0.25+6+12×0.225HT钢帘线的横截面示意
图 如 图 1所 示,产 品 平 直 度 要 求 保 持 在 6m × 0.075m的 矩 形 内,端 部 除 外,不 形 成 螺 旋 状;橡 胶 黏合采用 ASTM法,黏合力平均值不小于 840N,焊 接点强度不小于最小破断力的 40%,其 他 性 能 要 求见表 1。
摘要:随着轮胎向轻量化、高强度发展,汽车轮胎骨架材料的钢帘线成为主要的影响因素。介绍 82C盘条生产钢帘 线 0.25+6+12×0.225HT生产工艺流程,给出 0.25+6+12×0.225HT生产的控制要求。适当降低拉拔速度,减 少钢丝表面刮伤;控制加热炉气氛、温度和压力,保证酸洗质量;适当降低热处理走线速度;湿拉降低部分压缩率; 保证单丝有较高的塑韧性和抗疲劳性能,进而降低钢帘线断丝率,实现钢帘线的批量生产。 关键词:钢帘线;82C;电镀;部分压缩率;酸洗 中图分类号:TG356.4+5 文献标识码:A 开放科学二维标识码(OSID码):
பைடு நூலகம்
·2·
金 属 制 品
第 46卷
帘线钢的冶炼生产工艺路线控制.doc

YJ0409-帘线钢的冶炼生产工艺路线控制案例简要说明:依据国家职业标准和冶金技术专业教学要求,归纳提炼出所包含的知识和技能点,弱化与教学目标无关的内容,使之与课程学习目标、学习内容一致,成为一个承载了教学目标所要求知识和技能的教学案例。
该案例是帘线钢的冶炼生产工艺路线控制案例,体现了帘线钢的生产操作要点,铁水预处理、转炉炼钢、LF精炼、方坯连铸以及纯净钢生产等知识点和岗位技能,与本专业转炉炼钢课程中典型钢种的冶炼学习单元的教学目标相对应。
帘线钢的冶炼生产工艺路线控制张海臣(邢台职业技术学院)、李富伟(邢台钢铁有限责任公司)一、背景介绍某大型转炉炼钢厂,本着“信誉至上、管理为先、以人为本、永不满足”的企业理念,大力推进技术创新,产品结构、工艺技术结构全面优化,实现了从普钢到精品钢的战略转移。
企业生产的硬线系列产品主要用于生产高强度、低松驰预应力钢丝、钢铰线,满足铁路轨枕、高速公路、桥梁等工程建设需要,一批高科技含量产品已进入欧、美、东南亚等国际市场,在广大用户中赢得了良好口碑。
企业采用喷吹颗粒镁法铁水预脱硫,转炉吹炼,炉后吹氩工艺、LF 炉精炼、RH炉精炼,小/大方坯连铸的工艺生产满足中端或较高需求的帘线钢。
本案例结合企业生产实际分析帘线钢的冶炼生产工艺路线控制。
二、主要内容(一)帘线钢的用途和要求帘线钢盘条作为子午线轮胎用帘布层和胎体钢帘线生产的原料,随着国内外汽车工业带动轮胎产量的高速增长而呈快速增长的需求趋势。
据统计2012年我国钢帘线产量为120万吨,2013年将达到140万吨,预计2015年将超过180万吨。
随着汽车轻量化的需求,钢帘线向高强度和超高强度发展已经成为趋势,目前,高强度钢帘线的产量占总产量的70%以上。
钢帘线因具有强度高、变形小、耐疲劳性能好等优点而用作子午线轮胎的骨架材料,在生产和使用中承受拉伸、扭转、弯曲和冲击等复杂载荷,是线材制品中质量要求最严格和生产难度最大的品种之一。
轮胎用钢帘线生产工艺
轮胎用钢帘线生产工艺作者:张学辉来源:《科技资讯》2019年第10期摘; 要:钢帘线是汽车子午胎理想的骨架材料,在金属制品中生产难度大,技术含量高。
该文论述了钢帘线主要的生产工艺,包括原料要求、盘条预处理、粗拉、中间热处理、中拉、最终热处理、电镀、湿拉、合股、检验、包装。
最后对轮胎用钢帘线生产的发展趋势做了预测。
关键词:钢帘线; 轮胎; 拉丝; 金属制品; 发展趋势中图分类号:TQ33; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; 文献标识码:A; ; ; ; ; ; ; ; ; ; ; ; ; ;文章编号:1672-3791(2019)04(a)-0057-03钢帘线是采用优质高碳钢线材制成的表面具有黄铜镀层且具有特殊用途的细规格钢丝股或绳。
国际合成纤维标准化局对钢帘线的定义是:“作为最终产品,由两根或更多根钢丝组成的,或者由股与股的组合或者由股与丝的组合所形成的结构。
”钢帘线主要用于轿车轮胎、轻型卡车轮胎、载重型卡车轮胎、工程机械车轮胎和飞机轮胎及其他橡胶制品骨架材料。
以钢帘线为骨架材料制造的轮胎具有很多优点,如重量轻省油、耐磨性好、不易爆胎、耐穿刺、弹性好、使用寿命长、翻新次数多等。
钢帘线在金属制品中生产难度大,技术含量高的产品,被称为“线材皇冠上的明珠”。
1; 钢帘线的分类1.1 按强度等级划分普通强度钢帘线 NT(可不标注);高强度钢帘线HT。
1.2 按结构特性划分普通结构钢帘线;开放型钢帘线(OC);密集型钢帘线(CC);高伸长型钢帘线(HE)。
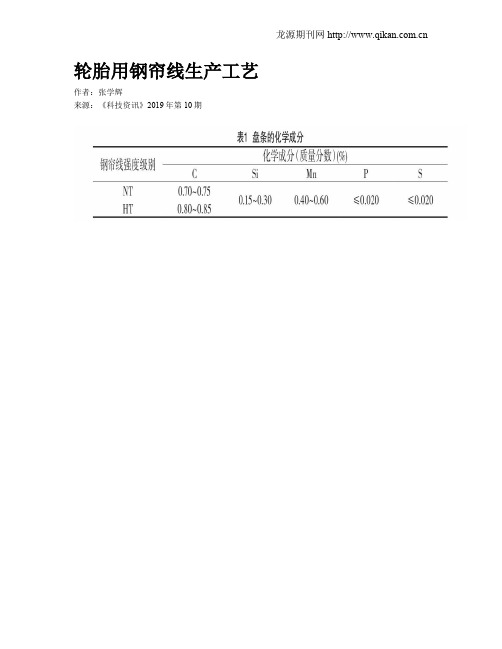
2; 钢帘线对盘条的要求钢帘线的原料必须是控制冷却热轧盘条,金相组织必须是索氏体组织,奥氏体晶粒度2~5级(ASTM),必须能经受90%以上总压缩率,不许用铝脱氧。
化学成分见表1[1]。
盘条储存:不能露天存放,盘条库要清洁干燥,通风良好,防锈蚀。
盘条要分类存放、标识清楚。
3; 钢帘线的生产工艺钢帘线生产总工艺流程:盘条预处理→粗拉→中间热处理→中拉→最终热处理电镀→湿拉→合股→检验包装入库[2]。
简述钢帘线的定义和生产工艺流程

简述钢帘线的定义和生产工艺流程英文回答:Definition of Steel Cord:Steel cord is a type of reinforcing material used in the production of tires, conveyor belts, and other industrial applications. It is made up of multiple strands of steel wires twisted together to form a strong and durable cord.Production Process of Steel Cord:The production of steel cord involves several steps, including wire drawing, stranding, twisting, coating, and testing. Here is a brief overview of each step:1. Wire Drawing:The first step in the production process is wiredrawing, where high-quality steel wires are drawn through a series of dies to reduce their diameter and improve their mechanical properties. This process helps to achieve the desired strength and flexibility of the steel cord.2. Stranding:In the stranding process, multiple wire filaments are grouped together to form a single strand. The number of filaments and the arrangement of the strands depend on the specific requirements of the steel cord. Stranding helps to enhance the tensile strength and fatigue resistance of the cord.3. Twisting:After stranding, the individual strands are twisted together to form the final steel cord. The twisting process involves rotating the strands in opposite directions to create a balanced and compact structure. This twisting action helps to distribute the load evenly across the cord and improves its overall strength.4. Coating:To protect the steel cord from corrosion and improveits adhesion properties, a coating is applied. The cord is typically coated with a layer of brass or zinc, which acts as a barrier against moisture and enhances the bond between the cord and the surrounding rubber during tire manufacturing.5. Testing:Before the steel cord is ready for use, it undergoes rigorous testing to ensure its quality and performance. Various tests, such as tensile strength, elongation, and adhesion tests, are conducted to verify the cord's mechanical properties and adherence to industry standards.Example:As a production manager in a steel cord manufacturing company, I oversee the entire production process. One ofthe challenges we face is maintaining the consistency and quality of the steel cord. To address this, we have implemented strict quality control measures at each stage of production. For instance, during wire drawing, we regularly check the wire diameter and mechanical properties to ensure they meet the required specifications. In the twisting process, we use advanced machinery that allows us to control the twist angle and twist direction accurately. This helps us achieve a uniform and reliable steel cord. Additionally, we conduct regular tests on samples taken from the production line to verify the cord's performance. This ensures that only high-quality steel cord is delivered to our customers.中文回答:钢帘线的定义:钢帘线是一种用于生产轮胎、输送带和其他工业应用的加强材料。
钢帘线生产线详细工艺及效益

(二)贵州钢丝帘线生产线项目1、项目可行性及依据A、钢丝帘线是一种高技术含量、高附加值的产品,用于子午线轮胎的生产。
我国轮胎工业发展迅速,1990年—2000年十年间,我国轮胎工业发展迅速,轮胎产量增长3.65倍,子午线轮胎产量也大幅度提高,由1990年的118万套,猛增至2000年的3188万套,增长27倍。
但我国子午线轮胎仅占31.6%,西欧各国已达100%,美国93%,日本86%。
大力发展钢丝帘线,推动我国轮胎的子午线化,是我国金属制品行业长远而艰巨的任务,符合我国产业政策。
本公司拟分两期建设钢丝帘线项目,一期年产钢丝帘线5,000吨。
B、项目产品有良好的市场依托。
贵州、四川地区大型轮胎生产企业较多,项目产品能就近供应贵州轮胎股份有限公司等公司载重子午线轮胎所需的钢丝帘线。
C、钢帘线是高能耗产品,特别对电力的需求很高,每吨产品耗电在4000kWh 以上,用电成本较高,而贵州省是我国西南地区的能源大省、水电、火电丰富,能源价格便宜。
项目建设基础条件较好,有可供项目建设用地(不需新征土地),有较完善的水、电、热、机修、运输等公用辅助设施,既可节省工程投资,又可缩短工程建设期。
2、项目主要内容主要生产线设备配备:本项目建设主体工艺设备以从国外引进为主。
(1)线材预处理、粗拉连续线一条:包括放线架、机械除锈、电解酸洗、硼化、干燥等工序,处理线经φ5.50mm ,速度120m/min ,年工作7200小时,处理线材能力为7740t,本项目年需线材处理量为5550t,可以满足要求。
粗拉丝配有一台TD560 -10型直线式拉丝机,拉拔φ1.95~φ3.15mm 钢丝,道次分别为10~5道,拉丝速度则为11~6.5m/s,三班生产可以满足本项目对粗拉钢丝5166t/年的能力需要。
(2)中丝热处理酸洗硼化连续线:该线由放线机、漂洗脱脂槽、明火奥氏体化热处理炉-液化气铅浴淬火炉、漂洗槽、电解酸洗槽、三段漂洗槽、热水漂洗槽、硼化槽、干燥箱、收线机等组成。
轮胎生产工艺流程
轮胎生产工艺流程轮胎是汽车、摩托车和其他车辆所使用的重要部件之一,它直接接触地面,对车辆的操控性、稳定性和舒适性起着至关重要的作用。
轮胎的生产工艺流程非常复杂,包含多个环节和步骤。
下面将对轮胎的生产工艺流程进行详细介绍。
1.胶料制备轮胎的主要材料是橡胶。
首先,需要制备橡胶混炼料。
将橡胶原料和各种添加剂按照一定的配方混合在一起,通过混炼机械进行混炼,使橡胶获得良好的塑性和可加工性。
2.编织带制作轮胎的胎体中需要增强带,用于提高轮胎的结构强度和抗应力能力。
编织带通常由聚酯或尼龙等材料制成,通过编织机器进行编织。
3.缓冲层制作为提高轮胎对地面的承载能力和减轻震动,轮胎中还需要缓冲层。
缓冲层由橡胶和添加剂制成,通过橡胶压延机进行制作。
4.胎体制作胎体是轮胎的支撑部分,由上述编织带和缓冲层组成。
编织带和缓冲层在胶料中进行叠放,通过胶囊机进行加压,使其固化成型。
5.胎面和胎侧制作胎面和胎侧是轮胎的外层,负责与地面接触和提供额外的保护。
它们由多层橡胶和纤维材料组成,通过胎面部分和胎侧部分的制作工艺进行制作。
6.胎圈组装胎圈是连接轮胎和车轮的部分,它由金属材料制成。
将胎圈与胎体组装在一起,通过机械设备将胎圈固定在胎体上。
7.胎纹制作胎纹是轮胎表面的花纹,其作用是提高轮胎的附着力和排水性能。
胎纹由专门的胎纹机制作,通过胎纹模具将花纹压制到轮胎表面。
8.钢帘线加工轮胎中的钢帘线主要用于加强轮胎的抗张能力。
钢帘线是经过特殊处理的钢丝,通过机械设备进行加工和成形。
9.胎垫制作胎垫是轮胎内部的一层橡胶垫,用于防止气体泄漏。
胎垫由橡胶原料制成,通过模具压制和硫化固化。
10.胶带涂布和硫化在胎体和胎面胎侧的制作过程中,需要将各种胶带涂布在轮胎的不同部位。
涂布后的轮胎经过硫化设备进行硫化,使胶料固化并获得最终的物理和化学性能。
11.质检和包装经过上述工艺流程后,轮胎进行质量检测,如外观检查、尺寸检查、力学性能测试等。
合格的轮胎将进行包装和打包,准备发货到客户。
湘钢XLX72A钢帘线盘条生产工艺分析

湘钢XLX72A钢帘线盘条生产工艺分析1.帘线用盘条的技术要求在生产帘线过程中,要将5.5mm盘条拉拔成0.15~0.38mm的细丝,之后还要经过高速双捻机合股成绳,要求拉拔和合股过程中至少100km不允许断丝,为了达到这些要求,湘钢对生产帘线用盘条作出以下要求。
1.1成分控制不同炉次或者同炉之间要求成分必须保持均匀,波动幅度小,否则会造成盘条的通条性能不均匀,在加工过程中造成断裂。
生产要求碳偏差控制在±0.02%范围以内,钢中有害元素磷、硫等要求含量低,偏析指数最大低于3级,平均低于2级。
1.2全氧含量研究结果表明,氧化物夹杂的数量随钢中全氧含量的增加而增加,控制钢洁度的关键在于把钢中全氧含量降低到较低的水平,以减少氧化物夹杂的总体数量。
帘线用钢的全氧含量要求控制在20×10-6以下。
1.3夹杂物不允许含有不变形的Al2O3及TiN夹杂;要求夹杂物尺寸不大于10μm;复合夹杂物中Al2O3≤50%。
夹杂物的控制水平是衡量帘线钢质量的标志。
T.Malkiewezh 和S.Rudink提出了夹杂物变形指数公式V=εi/εs,εi、εs分别是热加工状态下夹杂物的伸长率和钢基体的伸长率,V的变化在0~1之间,当V=0时,表示夹杂物不变形而基体变形,导致夹杂物和基体在变形时产生滑动,降低界面结合力,并极易产生裂纹源;当V=1时,表明夹杂物与基体变形率一致,能够做到良好结合;V=0~0.5时,容易产生间隙鱼尾形裂纹。
对帘线钢来说,必须严格控制夹杂物的数量及形态,使夹杂物总量减少,同时避免产生大颗粒脆性及不变形夹杂物。
1.4盘条组织及表面质量钢帘线用盘条必须具备适应帘线加工过程的组织形态,即控制索氏体率达到90%以上,而且还要求通条和批次间的均匀性。
2.湘钢帘线用盘条的生产工艺铁水预处理→80t 顶底复吹转炉→LF→150mm×150mm康卡斯特高效连铸机→高线轧制→斯太尔摩冷却→包装→入库。
钢帘线生产工艺流程介绍

钢帘线生产工艺流程介绍
钢帘线生产工艺流程介绍如下:
1.预处理:放线→张力辊→脱脂→加热炉→淬浴→水冷→盐酸洗→水洗→热水洗→涂硼砂→干燥→收线。
2.干拉:将预处理后的钢丝经过10-15道次的模具拉拔,将钢丝从5.5mm拉拔至1.5mm-2.3mm。
3.热处理:将钢丝加热到1300摄氏度并浸入高分子水浴中淬火,使金属晶粒重新生长并且调节金相组织。
4.电镀:经过热处理的钢丝先后经过两次电镀,先镀铜,再镀锌,并将钢丝经过中频感应加热,使钢丝表面的铜层和锌层相互扩散,最终形成两相合金镀层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮胎用钢帘线生产工艺钢帘线是采用优质高碳钢线材制成的表面具有黄铜镀层且具有特殊用途的细规格钢丝股或绳。
国际合成纤维标准化局对钢帘线的定义是:“作为最终产品,由两根或更多根钢丝组成的,或者由股与股的组合或者由股与丝的组合所形成的结构。
”钢帘线主要用于轿车轮胎、轻型卡车轮胎、载重型卡车轮胎、工程机械车轮胎和飞机轮胎及其他橡胶制品骨架材料。
以钢帘线为骨架材料制造的轮胎具有很多优点,如重量轻省油、耐磨性好、不易爆胎、耐穿刺、弹性好、使用寿命长、翻新次数多等。
钢帘线在金属制品中生产难度大,技术含量高的产品,被称为“线材皇冠上的明珠”。
1 钢帘线的分类1.1 按强度等级划分普通强度钢帘线NT(可不标注);高强度钢帘线HT。
1.2 按结构特性划分普通结构钢帘线;开放型钢帘线(OC);密集型钢帘线(CC);高伸长型钢帘线(HE)。
2 钢帘线对盘条的要求钢帘线的原料必须是控制冷却热轧盘条,金相组织必须是索氏体组织,奥氏体晶粒度2~5级(ASTM),必须能经受90%以上总压缩率,不许用铝脱氧。
化学成分见表1。
盘条储存:不能露天存放,盘条库要清洁干燥,通风良好,防锈蚀。
盘条要分类存放、标识清楚。
3 钢帘线的生产工艺钢帘线生产总工艺流程:盘条预处理→粗拉→中间热处理→中拉→最终热处理电镀→湿拉→合股→检验包装入库。
3.1 盘条预处理——粗拉盘条放线架→乱线开关→反复弯曲法去皮→水冲洗→电解酸洗→水洗→热水洗→涂硼砂→干燥→粗拉→校直→收线。
反复弯曲法去皮主要是因弯曲而造成盘条表面的反复延伸和压缩促成表面铁皮疏松剥落,除去盘条表面绝大多数铁皮,盘条再经酸洗,能大大缩短酸洗时间,降低酸耗和防止过酸洗。
阴-阳交替电解酸洗:电解槽被绝缘材料分隔成阳极区和阴极区,在整个系统中,钢丝处于中性极。
钢丝上电化学反应产生的气体对钢丝表面的氧化铁皮及污物起疏松及剥离作用,同时酸液对氧化铁皮也产生化学溶解作用,从而达到去除氧化铁皮的目的。
涂硼砂:硼砂在温度达60.6℃时生成5个结晶水的硼砂(Na4B4O7·5H20),五水硼砂不但润滑性能好,而且对钢丝腐蚀性最小。
涂硼液用电加热或蒸汽加热,温度保持在90℃~95℃,浓度保持在(250±20)g/L,涂硼层厚度应达4~5g/m2。
停车时,涂硼槽必须保温在80℃以上,防止硼砂凝结。
干燥:涂硼后的线材必须经干燥处理。
热风干燥是线材从一根逆向吹热风的导管里通过,风温度必须高于60.6℃,使线材表面形成一层五水硼砂的薄膜。
也可以用感应加热干燥的方式。
粗拉:用直进式拉丝机拉丝,生产时钢丝在卷筒之间没有经过任何导轮,走的是直线,直进式拉丝机实现无滑动连续拉丝的条件是单位时间内通过各模孔的金属体积相等。
卷筒和模具强制水冷。
钢丝由5.5mm拉至2.4mm、3.15mm,拉丝速度可达15m/s,用DIN800工字轮收线。
3.2 中间热处理放线→张力辊→脱脂→加热炉→淬浴→水冷→盐酸洗→水洗→热水洗→涂硼砂→干燥→收线。
中间热处理的目的是消除钢丝在拉拔过程中的加工硬化,恢复钢丝的塑性,使之能够经受进一步的冷变形。
铅温约为560℃,温控精度为±1℃,钢丝在铅时间视不同直径为18~24s。
铅浴淬火可以获得均匀细致的索氏体组织。
3.3 中间拉拔用直进式拉丝机拉丝,分别将钢丝拉拔至0.85mm、1.0mm、1.10mm、1.30mm、1.40mm、1.60mm、1.70mm、1.90mm。
拉拔速度可达18m/s,采用DIN800工字轮收、放线。
3.4 最终热处理——电镀黄铜工艺流程:放线→脱脂→热处理炉→淬火→水冷卻→电解酸洗→冷水洗→碱性镀铜→热水洗→酸性镀铜→冷水洗→酸性镀锌→热水洗→干燥→热扩散→磷化→收线。
最终热处理采用等温铅淬火,采用燃气加热,钢丝在铅时间为8~16s。
钢丝获得的金相组织为均匀一致的索氏体组织,钢丝性能稳定,便于进一步拉拔。
黄铜镀层能增加钢帘线与轮胎橡胶的结合力,还可以促进拉拔过程的均匀变形和减少摩擦诱导热来改善延伸性。
因为黄铜镀层有利于润滑剂吸附层的形成,从而降低了钢帘线用钢丝与拉拔模具的摩擦因数,进而促进均匀变形。
电镀黄铜分3个阶段,先进行碱性镀铜(焦磷酸盐镀液),再进行酸性镀铜(硫酸盐镀液),最后进行酸性镀锌(硫酸锌镀液)。
通过调节槽液和电流来控制电沉积过程,使铜、锌两种元素保持恒定值。
铜含量控制在(63.5%~67.5%)±2.5%。
用沸腾炉粒子加热法进行金相热扩散,采用燃气式加热,使钢丝温度上升到500℃左右,让锌原子扩散到铜原子中间,形成α相黄铜固溶体。
α相黄铜塑性较好,有利于拉拔。
3.5 湿拉湿拉是指电镀黄铜钢丝拉拔至帘线成品所需的单丝直径。
湿拉采用滑动式水箱拉丝机。
水箱拉丝机是靠钢丝与卷筒表面之间的打滑来满足连续拉拔条件的,拉丝在水箱中进行时使用湿式润滑剂进行润滑,可以有效地散去钢丝拉拔及钢丝在塔轮上滑动摩擦所产生的热量,实现滑动拉拔的基本条件是卷筒的圆周线速度大于钢丝的走线速度。
湿拉速度可达18m/s,高的可达25m/s,收线衡张力。
普通强度和高强度钢丝一般采用21模,超高强度和特高强度钢丝采用25模。
湿拉机的放线工字轮用DIN800,收线工字轮则根据双捻机的需要,通常有Φ130mm、Φ195mm、Φ255mm、Φ315mm等几种。
3.6 合股通过合股,把湿拉后的单丝捻制成各种结构的钢丝帘线。
钢帘线的捻制设备可分为管式机和双捻机。
双捻机采用交流电机变频调速。
为了捻制高质量的钢帘线,除了要保证捻制前钢丝的力学性能、镀层性能及其质量以外,捻制时的工艺操作也是十分重要的因素。
影响钢帘线工艺性能和表面质量的操作因素主要有放线张力、过捻速比、牵引张力、矫直器压下量等。
(1)放线张力。
放线张力的大小对双捻机的捻制质量起着重要的作用。
放线张力过大:会增加帘线捻制过程中的断丝次数;加剧盘式飞轮的磨损,缩短其使用寿命。
放线张力过小:在双捻过程中,当丝或股围绕自身扭转时,因扭转失稳而引起钢帘线起皱;造成位于两飞轮盘之间的股或帘线在捻制时飞起的弧度忽大忽小,从而导致钢帘线的捻距不均;捻制层型结构钢帘线时,若芯股张力过小,易造成芯外翻或冒芯。
放线张力不均:在捻制过程中单丝断裂(该单丝张力过大);捻制后单丝起泡(该单丝张力过小);相邻的两钢丝一紧一松,会使它们在股或帘线中产生“交叉”“骑马”。
(2)过捻速比。
在双捻机上捻制时,钢丝受到强烈的扭转变形,必须采取“过捻”这样的特殊措施。
因为过捻器是防止端部松散和消除残余扭转最重要的装置,其效果决定于过捻量,所以选择合适的过捻速比,即过捻器转速与主机转速之比就显得尤为重要。
从理论上讲,最佳过捻速比与钢帘线结构、钢丝直径及强度有关。
钢丝的直径细、强度高,捻距大,其反弹力就大,应选大的过捻速比。
在实际生产中,过捻速比的选择是通过调试来确定的,调试原则为:若钢帘线残余扭转为“+”(即残余扭转方向与捻向相同),就减小过捻速比;若钢帘线残余扭转为“-”(即残余扭转方向与捻向相反),就加大过捻速比。
(3)牵引张力。
内收线式双捻机牵引张力的大小对钢帘线表面质量有一定影响,若牵引张力过大,易引起断丝,严重时会发生整绳断裂;若牵引张力过小,帘线表面易出现波浪,钢丝捻制不紧密,残余扭转不稳定。
调整牵引塔轮的张力可对钢帘线的残余扭转起到微量的调节作用,在一般情况下,用专用工具适当拧紧牵引塔轮的调节圈,钢帘线的残余扭转趋向于“-”;反之,适当拧松牵引塔轮的调节圈,钢帘线的残余扭转趋向于“+”。
(4)矫直器压下量。
双捻机矫直器的作用是使钢帘线经过反复弯曲,使其内部的残余应力进一步得到消除,结构更加紧密并得到更好的平直度。
矫直器压辊的间距是固定的,压下量可调,调节原则是辊压下量逐渐减小,并使尾部各辊的最低点近似成直线;钢帘线的残余扭转为“+”,压下量依次加大;钢帘线的残余扭转为“-”,压下量依次减小。
3.7 检验钢帘线的外观质量采用目测检验。
钢帘线的黄铜镀层应连续、均匀,不应有明显的色差存在,不得有漏镀、伤痕、锈斑,油污、灰尘及其他脏物。
钢帘线还不得有背丝、冒芯、跳芯、波浪、起泡等捻制缺陷。
另外,还要对粗度、捻向捻距、破断力、破断伸长率、在规定力之间的伸长率、线密度、松散度、残余扭转、平直度、弹性、刚度、镀层重量及组分进行专门检验。
3.8 包装、标志(1)包装。
钢帘线的存放、包装、使用对湿度的要求都很严格。
在包装场地最好铺设5~10mm厚的橡胶板,并经常保持清洁。
未包装钢帘线存放场地應保持清洁、干燥,相对湿度不高于60%,温度20℃~30℃。
钢帘线应均匀、平整地缠绕在线轴上(线轴的规格由供需双方商定),放在有塑料袋的包装箱内。
塑料袋内放防潮剂(防潮剂不能直接与钢帘线接触),并将塑料袋封口。
包装箱应有良好的防渗、防水性能。
钢帘线成品工字轮在国际上通用的有4种,即B40、B60、B80/17、B80/33。
包装箱有纸箱和铁箱(桶)两种,目前纸箱用得较多。
包装箱应有良好的防潮、防撞击标志。
(2)标志。
在每个线轴上标明生产日期、钢帘线结构表示式、残余扭转、长度和工号。
在包装箱上应标明制造厂、生产日期、钢帘线结构表示式、长度、净重和毛重,并有明显的防潮、防撞击标志。
4 轮胎用钢帘线的发展趋势(1)胎体钢帘线方面,开发具有小直径、破断力高、同向捻制、无外绕丝、线密度低等特点的新型钢帘线;带束层钢帘线方面,应开发具有较高破断力、较低断裂伸长率、全橡胶渗透性能等特点的钢帘线;保护层钢帘线方面,开发大捻距、粗直径、简单结构、全橡胶渗透性能、高附胶延伸率、低成本的钢帘线。
(2)利用“互联网+”“大数据计算”“云平台”等先进理念,对钢帘线生产进行的智能化升级改造,实现办公、管理及生产的自动化,绿色生产,提高工作效率,降低生产成本,提高钢帘线产品在国际市场上的竞争力。