工业工程表格之流程分析表
工业工程流程时间分析的方法

工业工程流程时间分析的方法我折腾了好久工业工程流程时间分析这事儿,总算找到点门道。
我一开始也是瞎摸索,我就觉得把每个工序的时间一记录不就完事儿了嘛。
结果发现完全不是那么简单。
我试过直接拿个表在生产线旁边站着记时间。
我就盯着一个工序,从开始到结束,赶紧把时间记下来。
但是这里面就有好多问题。
比如说,操作工人要是中间停了一下,或者做了点额外的动作,这时间就不准了。
像我有一次记录组装一个小零件的工时,工人中间接了个电话,我没太注意,结果算出来的时间就长了好多,后来重新来过,才发现这个错误。
后来,我感觉这样单个记不行,得整体来。
我就想办法把整个流程分成几个大的阶段。
这就好比把一道大菜的制作分成切菜、炒菜、装盘这几个阶段一样。
我先确定每个大阶段的起始点和结束点,然后再去细分每个阶段里的小工序的时间。
比如说就像把炒菜阶段里放油、放菜、翻炒、调味这些工序的时间分开记。
还有啊,为了更准确,我发现得考虑不同情况对时间的影响。
比如说任务的复杂性,简单的活肯定比复杂的活干得快。
我之前记录一个产品包装工序的时间,简单包装和复杂包装没分开算,出来的数据就很混乱。
所以后来再分析的时候,就把产品按简单和复杂分类来记录时间。
我还试了让工人自己也参与到记录时间里。
因为他们每天做这些活,心里其实大概有数。
不过这里也有个毛病,有的工人会故意把时间说长点,好多休息会儿,所以这就得自己再去抽样核对。
就像检查作业一样,不能全信。
还有一个比较靠谱的方法就是录像。
把整个工作流程录下来,然后回放慢慢分析每个工序的时间。
这样就不会错过什么意外的停顿或者额外动作。
不过工作量可就大了,得一帧一帧慢慢地看,跟找宝藏似的。
但是为了准确也没办法。
反正工业工程流程时间分析就得不断尝试各种方法,结合起来用,那才有可能把时间分析得比较准确。
在做时间分析的时候工具也挺重要的。
我有的时候就用那种很简单的秒表,但是要是工序多起来,就容易乱套。
后来用了专门的时间记录软件,就方便多了,可以在软件里设置工序和它们的先后关系,然后直接输入时间,还能自动做一些整理和分析,就像有个小助手在旁边一样。
基础工业工程 - (工程分析流程图)

图表的制作规则
③ 对 象 ( 人 或 物 ) 为 1 个 的 f. p . c . , 由 于 没 有 材 料 的 中 途 投 入 , 符 号 栏 为 1 个 , 使用预先印刷的样式比较方便。 ④手写符号时,“搬运”符号用单线箭头代替(-)。 ⑤根据需要,纵向,横向线,确保填写必要的信息。 ⑥物类型的f.pc .上,如果物品的大小的变化过程中,为了避免混乱,各阶段中 的数量,填写图表是必要的。 ⑦将所需时间统一记入产品单位(即成本单位)
d.在周期或没有固定做法的情况下,在一定的期间内,原封不动地观察记录实际情况。
图表制作的实施步骤
⑥调查要在现场观察, 这些正确的记录是很重要的事情 ⑦关于时间和距离,很多事情没有必要多精密测量,在这种情况下,距离歩测, 时间是询问,或者用普通的手表测量。 (8)把所有的想法都记录下来, (9)整理结果,进行研讨
交换-Rearrange
Rearrange能否通过改变工作顺序来改善。
简化-Simplify
能否简化工作,大部分的工作都可以通过动作研究等来简化。
(3)Dot and check 法
利用5w1h的提问法,在图表的提问栏(为什 么?)在相应的项目上做v记号,在动作栏中 标记出当时出现的改善着眼点,同时补充 说明,这种方法叫作Dot and Check法·这种 方法在几个人讨论图表时特别有效。这样 就可以集中大家的注意力,展开改善方案 (参照图2-11)。
例如,即使一个地方的距离从10m缩短到1m,如果还有很多20m或50m的运输距离, 在改善对象的总运输距离中所占的比例极小,那么改善投入努力的效率就不高。有必要 事先研究把握改善重点,进而考虑改善效率(改善的生产性),推进改善。
流程图(以下简称为f.p.c.)与操作流程图(o.p.c.)相比,添加了搬运、延迟、储存的符号,因此能 够更详细地表现过程。
[工作]流程程序分析表
![[工作]流程程序分析表](https://img.taocdn.com/s3/m/d1342405a31614791711cc7931b765ce05087a70.png)
流程程序分析的特点
1、它是对生产过程的宏观分析,不是针对某个生产岗位、生产环节,而是以整个生产系统为分析对象。
2、它是对生产过程全面、系统二概略的分析。
程序分析的目的
一、准确掌握工艺过程的整体状态
(1)工艺流程的顺序
(2)明确工序的总体关系
(3)各工序的作业时间确认
(4)发现总体工序不平衡的状态
二、发现工序的问题
(1)发现并改进产生浪费的工序
(2)发现工时消耗较多的工序,重排简化此工序
(3)减少及停滞闲余工序
(4)合并一些过于细分或重复的工作。
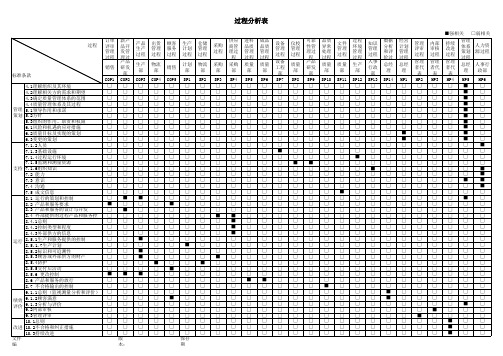
(精编)QMS过程分析表

过程有效性过程名称过程重要度过程责任部门过程输入过程中活动的步骤步骤所对应的实施部门/岗位过程的输出过程绩效指标主要失效模式失效的后果核心影响因素相关标准条款相关QMS体系文件1采购D采购部采购订单制作采购订单—选择供应商—报价—下订单—验收物料总经办采购/仓库/IQC采购物料供方一次交验合格率≧95%1、采购物料不合格;2、采购物料未及时交付;1、导致不合格产品;2、导致产品交期延误对供应商的选择原材料市场波动4.2/5.4/5.5/7.4/8.3/8.5C.K/QP-112样板制作C技术部板单、客供样板接收板单、客供样板---出下数---织机---缝盘--挑撞---洗水--平车---烫衣---查补---QC检查----(下数主管批复)(跟单审核----出板)-出大货下数/缝挑指引/平车指引---经理核准---受控技术部/下数房/板房/QC/跟单/经理样办和技术资料(包括下数/缝挑指引/平车指引)1、生产下数合格率≧90%2、出办合格率≧85%3、开货尺寸表合格率≧95%1、客户样板做错2、大货样板做错3、板单信息出错1、顾客不满2、样板交付延期3、大货不合格4、大货交期延误下数师傅板房师傅制作工人跟单员4.2/5.4/5.5/6.2/6.3/6.4/7.1/7.5/8.2.3/8.3/8.4/8.5C.K/QP-093车缝过程C西装科裁片/物料/生产单(图纸、做工要求)/生产样板安排计划--领料---师傅调机----车缝-----查缝------扫描交货西装科车缝成品制程合格率≧97%领错料师傅调机错误工人做工出错断针产生不合格品人员设备4.2/5.4/5.5/6.2/6.3/6.4/7.1/7.5/8.2.3/8.3/8.4/8.5C.K/QP-06、07、13、15、224包装交付D生产部后整查补成品查衫成品----包装配料----挂牌包装----验针---QA抽查----入箱----入仓---客户验货----出仓生产部后整包装成品出货批次合格率≧96%装箱出错验针漏验贴错标识导致浪费顾客不满意顾客投诉包装作业文件包装人员验针设备4.2/5.4/5.5/6.2/6.3/6.4/7.1/7.5/8.2.3/8.3/8.4/8.5C.K/QP-06、07、13、15、225人力资源管理D行政部人事人力资源需求单培训需求调查表出勤及奖惩记录劳动法招聘与录用:人力资源需求---发布招聘信息---简历筛选---人事部初试---用人部门复试---正式录用---报到---新员工入职培训/岗前培训培训与开发:发出培训需求通知---信息收集与整理---制定年度培训计划---培训讲师选拔与确定---实施年度行政部人事各部门1.合适的新员工2.在岗员工技能的提升3.公司生产效能的改善与提高新员工培训合格率≧97%人员流失率≦8%1、信息发布错误2、简历筛选不当3、人力信息不全4、培训需求信息收集不及时1、人员能力不能满足要求,直接导致产品不合格、生产效率低下。
2020年(IE工业工程)IE流程分析

(IE工业工程)IE流程分析1.IE(Industrial Engineering)的概念1-1IE的定义应用分析、设计的原理、技巧,且配合数学、自然科学、社会科学等专门知识和经验,且透过「设计」、「改善」、「标准化」来进行人、材料、设备等生产要素的综合,以建立良好的工作系统,且使系统所期待的机能可稳定发挥。
「设计」─对未来的工作制定新系统。
「改善」─对现行的工作系统修正为更好的系统。
「标准化」─使设计或改善后的系统能落实,以发挥应有的机能。
IE的基础部份就是工作研究。
而工作研究又分类如下:流程分析 大处着眼方法研究工作研究动作分析 小处着眼时间研究1-2工作研究的价值系统化研究以发现最佳的方法。
决定作业标准最精确的方法。
决定标准时间最精确的方法。
应用范围宽广,无论直接或间接单位皆可应用。
教育训练的有效工具。
2.流程分析2-1流程分析的内容及其应用的工具从整个制程或一系列的操作做全盘考虑,分析下列项目:●工程的分割、顺序、配置合适否?●作业是否多余或重复?●搬运、停滞、储存的次数是否太多,时间是否太长?进而改善工作程序、方法,增加净作业比例及有附加价值之作业,以提高工作效率。
相关的分析工具有:制品工程分析表(FLOW PROCESS CHART)作业者制品流程线图(FLOW DIAGRAM)从某工作站、分析作业者的操作方法、或作业者和机器间的相对关系,进而改善操作方法,以缩短工时或提高机器效率。
一般称为联合工程分析,其相关分析工具有:●人机器程序图●多动作程序图●操作人程序图2-2流程图分析图表的作用●可将工作的基本资料如搬运路线和距离、操作时间、制造数量、设备和机器产能、工作方法、使用的材料和工具等,具体、清晰地显示出来,以突破记忆力的限制,进而明确地把握问题的所有现象,以有效地进行改善。
2-3流程分析的符号2-4工程分析表何谓工程分析表●由” ”、” ”、” ”、”D”、”▽”等五种事象的符号构成,而将整个制程作详尽记录的图表。
过程分析表
成品 品质 管理 过程
质量 部
SP6
□ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ ■ □ □ □ □ □ □ □ □ □
设备 管理 过程
设备 工程
部 SP7
□ □ □ □ □ □ □ □ □ □ □ ■ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
10.3持续改进
文件
编
订单 新产 评审 品开 管理 发管 过程 理过
产品 销售 研发
部 COP1 COP2
□□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ □■ ■□ □■ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□ ■■ □□ □□ □□ □□ □□ □□ □□ □□ □□ □□
8.5.2标识和可追溯性
8.5.3顾客或外部供方的财产
8.5.4防护
8.5.5交付后活动
8.5.6 更改控制
8.6 产品和服务的放行
8.7 不合格输出的控制
9.1.1总则(监视测量分析和评价)
绩效 评价
9.1.2顾客满意 9.1.3分析与评价 9.2内部审核
9.3管理评审
10.1总则
改进 10.2不合格和纠正措施
过程 环境 管理 过程
生产 部
SP12
□ □ □ □ □ □ □ □ □ □ □ □ ■ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
知识 管理 过程
工业工程表格
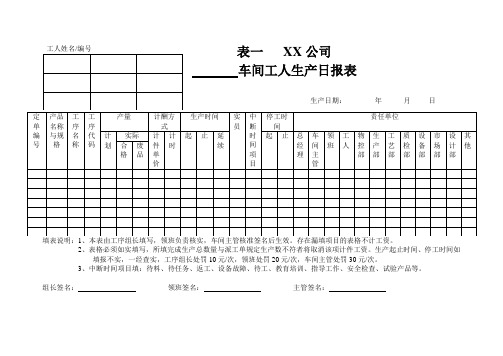
2、表格必须如实填写,所填完成生产总数量与派工单规定生产数不符者将取消该项计件工资。
生产起止时间、停工时间如
填报不实,一经查实,工序组长处罚10元/次,领班处罚20元/次,车间主管处罚30元/次。
3、中断时间项目填:待料、待任务、返工、设备故障、待工、教育培训、指导工作、安全检查、试验产品等。
组长签名:领班签名:主管签名:
表二XX公司
车间工段工人工作效率周(月)报表
表三XX公司
车间工段综合效率周(月)报表
表四XX公司
主管综合效率周(月)报表
表五XX公司
厂综合效率周(月)报表
表六XX公司
物耗生产率周(月)报表。
基础工业工程(IE)教材:程序分析(附有空白流程图表格,可供大家直接下载使用,齐二石版本)

01
从流程上入手
可以发现工艺流程中是否存在不经济、 不合理、停滞和等待等现象。
02 03
从工序上入手
可以发现加工顺序是否合理,流程是否 畅通,设备配备是否恰当,搬运方法是 否合理。
从作业入手
可以发现工序中的某项作业是否一定 必要,是否可以取消,是否还有更好 的方法。
2:常用符号
程序分析的工作流程一般由加工、检查、搬运、等待和储存五种活动构成。 为了能方便、迅速、正确地表示工作流程,便于分析研究,美国机械工程师学 会规定了用表4-1所示的5种符号分别表示这5种活动:
简图,绘出用50mm的棒料加工成套筒的流程程序图。
1.绘出流程程序图 根据给定的工艺路线,绘出50棒料加工成套筒的流程程序如
图4-15左列图形所示,改善后的流程程序如图4-15右列图形所示。
教材说明
本教材主要针对易树平、郭 伏主编的《基本工业工程》(第 2版)为蓝本。
其他版本《基础工业工程》 亦可参考通用。
备注: 在本教材的最后一页附上EXCEL
版的《程序流程图表》,可供已入 职场的工业工程师(IE)直接下载使 用。
工业工程系列课程
四、程序分析
CONTENTS
目 录
1 程序分析概述 2 工艺程序分析 3 流程程序分析 4 布置和经路分析 5 管理事务分析
是最基本也是最普遍的一种分析方法。
• 工具
流程程序图
2:流程程序分析种类
流程程序根据研究对象不同可以分为以下两种: 材料和产品流程程序分析(物料型)。主要用于记录生 产过程中材料、零件、部件等被处理、被加工的全部 过程。 人员流程程序分析(人流型)。主要用于记录工作人员 在生产过程中的一连串活动。
02 章节 PART