工艺流程综合分析表-范例
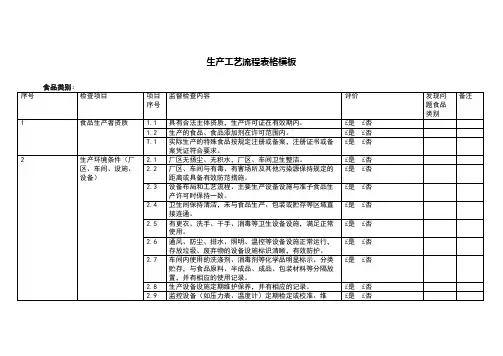
生产工艺流程表格模板
11.6
有从业人员食品安全知识培训制度,并有相关培训记录。
£是£否
12
信息记录和追溯
12.1
建立并实施食品安全追溯制度,并有相应记录。
£是£否
12.2
未发现食品安全追溯信息记录不真实、不准确等情况。
£是£否
12.3
建立信息化食品安全追溯体系的,电子记录信息与纸质记录信息保持一致。
£是£否
13
£是£否
8
不合格食品管理和食品召回
8.1
建立和保存不合格品的处置记录,不合格品的批次、数量应与记录一致。
£是£否
8.2
实施不安全食品的召回,召回和处理情况向所在地市场监管部门报告。
£是£否
8.3
有召回计划、公告等相应记录;召回食品有处置记录。
£是£否
8.4
有召回食品无害化处理、销毁等措施,未发现召回食品再次流入市场(对因标签存在瑕疵实施召回的除外)。
£是£否
11.2
有食品安全管理人员、食品安全专业技术人员培训和考核记录,未发现考核不合格人员上岗。
£是£否
11.3
未发现聘用禁止从事食品安全管理的人员。
£是£否
11.4
企业负责人在企业内部制度制定、过程控制、安全培训、安全检查以及食品安全事件或事故调查等环节履行了岗位职责并有记录。
£是£否
11.5
建立并执行从业人员健康管理制度,从事接触直接入口食品工作的人员具备有效健康证明,符合相关规定。
£是£否
4.13
食品生产加工用水的水质符合规定要求并有检测报告,与其他不与食品接触的用水以完全分离的管路输送。
£是£否
4.14
食品添加剂生产使用的原料和生产工艺符合产品标准规定。复配食品添加剂配方发生变化的,按规定报告。
工艺流程梳理报告参考模板
工艺条线流程梳理报告一、工艺条线的运行现状1、工艺线的运行流程图1 / 22备注:〈1〉审单:由坯布工艺员,坯布主管,前处理、染色、后整理工段长,工艺组长对订单进行审核,并填写《审单提示表》,由技术主管进行终审。
〈2〉工艺的下发:工艺员将通过审核的《联发印染生产工艺流转卡》放置于摊布缝头处的文件筐内,由缝头工将流转卡置于对应的布车上。
2、工艺审核流程图备注:〈1〉工艺员开工艺单分为2类:漂白布(前处理—后整理)和染色布(前处理—染色—后整理),每人均要开完整个流程。
〈2〉开工艺需具备的材料:档案袋(含有《指令表》《变更通知单》、《审单提示单》、《南通联发印染有限公司坯布生产指令表》)、坯布、《印染坯布外观质量抽检报告》、《印染坯布内在质量抽检报告》。
〈3〉坯布的外在质量、内在质量合格(不合格的必须要有指定放行人的签字:外在质量质检主管,外在质量技术主管)。
〈4〉非常规品种为:特种整理、特殊组织。
〈5〉试样必须在48小时内完成,不能完成的及时反馈给技术主管。
3、大样、船样的颜色放行流程图备注:通常情况下,不赞同大样进行返工,因大样经过返工的话,做大货时的色光不好控制。
除非色光偏差较大,由大样、船样工艺员鉴定通知染色工段进行返工,大样、船样工艺员无法鉴定的由技术主管进行鉴定。
4、大样、船样与成品交接流程图5、返工流程图二、问题来源1、下发、回收的调查问卷;2、对相关岗位手册、文件的批注;3、对员工的访谈。
三、问题汇总表四、分析对策表附件一:更改后的大样、船样的颜色放行流程图:附件二:工序间信息反馈表日期:_________反馈人_________反馈时间_________ 接受人_________友情提示:范文可能无法思考和涵盖全面,供参考!最好找专业人士起草或审核后使用,感谢您的下载!。
生产车间工艺流程表格
生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
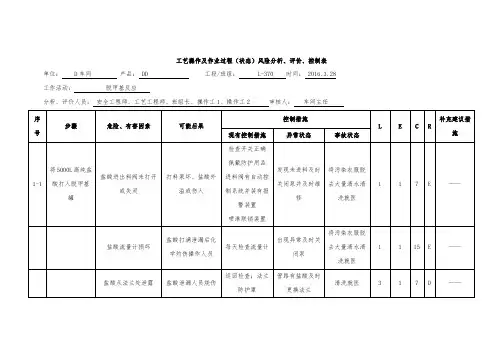
工艺操作及作业过程(状态)风险分析、评价、控制表
用力过猛或注意力不集中
进行简单包扎到医院救治
3
2
7
D
——
罐盖子卡子掉落
砸伤
穿防砸鞋
卡子磨损及时更换
送医院救治
3
1
7
D
——
电动葫芦挂钩松脱或料包挂绳断裂
落物掉落致使伤人
按电动葫芦SOP操作,点动葫芦下严禁站人
及时停止吊装作业,并将人员远离次区域更换绳索及维修电动葫芦
送医院救治
3
1
7
D
——
使用前检查
电缆绝缘层老化有开裂现象及时更换
触电后及时就医
1
2
7
E
——
未穿戴防护用品
盐酸灼伤氯甲烷中毒
提高班组职工自我安全意识,日常检查督促穿戴齐全防护用品
检查并严肃考核,加强培训教育
发生烧伤及时就医
1
2
7
E
——
上下楼梯精力不集中
人员跌滑
穿戴防护用品
进行急救
及时就医
1
1
2
E
——
液压车转移L-3630用力过猛
管路法兰处泄露
无法正常保压,盐酸气外溢伤人
正常巡检,穿戴防护眼镜;无纸记录仪
管路有泄露及时停止加压反应,并对泄露点及时维修更换
停止置换人员有伤亡及时救治
3
1
7
D
——
氮气阀门内漏
压力过高导致罐体爆裂或连接处泄漏盐酸
安全阀,压力报警设施
及时泄压并更换阀门
停止作业并将伤亡人员及时送医急救
1
2
2
E
——
氮气阀门开度过大未注意压力导致罐内压力过大
PFMEA分析范例

PFMEA分析范例1. 引言PFMEA(Process Failure Mode and Effects Analysis)是一种常用的质量管理工具,用于识别和评估制造过程中存在的潜在故障模式及其对产品质量的影响。
本文将通过一个实例来展示PFMEA分析的过程和方法。
2. 实例描述假设我们正在开发一种新型电动汽车电池组装工艺,并希望通过PFMEA分析来发现潜在的故障模式并采取相应的措施预防。
3. PFMEA步骤3.1 选择分析范围首先,我们需要确定要分析的工艺范围。
在本例中,我们选择了电动汽车电池组装工艺中的关键步骤:电池包装、电池连接和充电检测。
3.2 收集工艺信息接下来,我们收集与每个工艺步骤相关的信息,包括工艺流程、设备、材料和人员等。
针对电池包装步骤,我们列出了以下信息: - 工艺流程:电芯装载、包装封装- 设备:电芯装载机、包装机- 材料:电芯、包装材料- 人员:操作工、质检员3.3 识别故障模式在此步骤中,我们识别潜在的故障模式,即制造过程中可能发生的问题。
针对电池包装步骤,我们列出了以下故障模式: - 电芯装载不准确- 包装封装不牢固3.4 评估故障影响在此步骤中,我们评估每个故障模式对产品质量的影响程度。
针对电芯装载不准确这一故障模式,我们评估了以下影响: - 电池运行时间缩短- 电池性能下降3.5 评估故障原因在此步骤中,我们分析导致每个故障模式出现的可能原因。
针对电芯装载不准确这一故障模式,可能的原因包括:- 操作工技能不熟练- 设备故障3.6 识别和实施控制措施在此步骤中,我们确定并实施控制措施以防止故障模式的发生。
针对电芯装载不准确这一故障模式,可能的控制措施包括: - 培训操作工,提高技能水平- 定期维护设备,确保其正常运行3.7 重新评估和更新PFMEA最后,我们重新评估已实施的控制措施并更新PFMEA表格。
如果控制措施有效,我们将确认问题得到了解决。
如果问题仍存在,我们需要重新评估并采取进一步的纠正措施。
施工期工艺流程及产污情况 报告表
施工期工艺流程及产污情况报告表下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!施工期工艺流程及产污情况报告表一、项目概述本报告旨在详细阐述某建设项目在施工期间的工艺流程以及可能产生的环境污染情况。
最新焊接工艺评定工艺总合表格
焊接工艺评定工艺总合表格精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除屯溪高压阀门有限公司 焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.GTAW 焊接工艺评定报告编号(PQR) 9830-000 焊接工艺指导书编号(WPS) 2030-000TF 艺原016焊接方法 GMAW(二氧化碳气保焊) 自动化等级(手工.自动.半自动)自动接头坡口型式 根部间距 堆焊厚度简图:电特 性电流AC 或DC DC 极性 反接电流(范围) 110--140A 电压(范围) 20--23 v钨极尺寸和类型 3.2 金属过渡方式(GMA 一W) / 送丝速度范围 160±10/mm/min焊 接 技 巧嘴孔或喷嘴尺寸 12 直进焊或横摆焊 环焊 微摆打底焊道和中间焊道的清理方法 . □刷理 .□打磨 . 横摆方法 ∕ 背面清根方法 / 导电嘴至工作距离 10-13mm 焊接速度(范围) 160±10mm/min 捶击有无 / 多道焊或单道焊(每侧) 单道焊 焊接层数其它 : 实施焊接。
焊接接头头尾搭接长度不能少于8mm 接头要保满母 材P-No. 8 组号 1 与P-No. 8 组号 1 或 钢号和等级为 F304 与钢号和等级为 F304 或 厚度范围: / 直径范围: 25mm 其它: / 填充 金 属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NO F -No. A -No.熔敷焊缝金属厚度范围 25mm 角焊缝: 其它 / 检 查 项目外观检查(有无气孔、裂纹、渣孔、凹坑、咬边等缺陷) 全检尺寸检查:批量生产按50~100%抽检。
工艺评定时必须进行 硬度检查:着色探伤检查:磁粉探伤检查: 工艺评定应进钎 位置焊接的位置 水平(1G) 焊接方向: 向上 UP 向下 角焊缝位置:工 艺 评定 试 验 项 目拉伸试验: 进行试验并出具报告 弯曲试验: 冲击试验:侵蚀 低倍检查1:1盐酸侵蚀 或1:3硝酸侵蚀或5%硫酸侵蚀预热层间温度 / 预热温度 室温 保温时间 预热的保持方式 /焊后热处 理 温度范围 /时间范围 /气体燃料气 气体: Ar(氩气) 压力(Mpo): / 流量(L/min) 焊嘴号或焊嘴直经: / 保护气 / 其它气:本说明书可作为新产品试制和单件小批产品的工艺规程精品好资料-如有侵权请联系网站删除焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧)多焊丝或单焊丝(每侧)焊接层数 2 转动角度 720°焊丝离工件距离mm 检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤 / 磁粉探伤合格 (见附件)母材材料标准号:F304型号和等级为:F304P-No. 8组号1与P-No.8组号1或厚度范围: / 直径范围:25mm其它: /拉伸试验试样号宽厚抗拉强度(≥N/mm2) 断口位置和性质报告编号填充金属焊条、焊丝型号: 牌号:牌号直径(mm) 对应AWS.NOF-No. A-No.熔敷焊缝金属厚度范围25mm角焊缝:其它 /弯曲试验试样号类型 d/α弯曲角度报告编号冲击试验位置焊接的位置水平(1G) 焊接方向:向上UP向下角焊缝位置:试样号缺口位置缺口温度试验温度冲击值剪切面mils 断裂不断裂预热层间温度预热温度保温时间预热的保持方式焊后热处理温度范围时间范围角焊缝试验气体燃料气气体: Ar(氩气) 压力(Mpo): / 流量(L/min)焊嘴号或焊嘴直经: / 保护气 / 其它气:结果满意:是否熔透母材:是否3倍镜检查结果其他试验试验类型熔敷金属成份其他焊工(签字)钢印号施焊时间评定结果签字人其现场监控人员日期批准电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围) 20--23 v 送丝速度范围 160±10/mm/min钨极尺寸和类型金属过渡方式(GMA一W)精品好资料-如有侵权请联系网站删除精品好资料-如有侵权请联系网站删除焊工技能资格评定记录(WPQ) TF 艺原017焊工姓名 郑凯 钢印号: C 部门: 焊接工部所用的焊接方法: GT AW 自动化等级 :■手工 □半自动 □机动 □自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号: HQ-04 厚度 25mm 填充金属标准: AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊 角焊 母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1 与ASME P- No . 8-1 (QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)] 实心 实心 每种焊接方法的手工或半自动焊接的变素 实际值 评定范围 化学分析时堆焊层厚度 / / 焊接位置(1G ,5G 等) (QW-405) 1G 1G 焊接方向(上坡焊/下坡焊) / / 背过渡形式(GTAW) (QW409) / / 焊接电流类型和极性 (STAW) (QW409) DC /反接 DC/ 反接 自动/机动焊变数 (QW-360) 实际值 评定范围 直接控制/遥视控制 ∕ ∕ 电压自动控制 (GTAW) ∕ ∕ 衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕ ∕外观检验结果 (QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹 、无其它缺陷。
工艺过程危害分析工作表
L
2
常规措施,避开污染原料
Y
2
常规掌握
(A4)
标识与上
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
>5)
原料评价
生物性:依据原料危害分析工
作表
每批次进货由业务员向供应商索取COA,交由质保部审
核备案;备案供应商资质
Y
4
Y
Y
CCP1
化学性:依据原料危害分析工
作表,需要掌握碑、铅、重金
Y
3
CP
物理性:无
可能性不大
(C2)
设施预备
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
检设n
查施^
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
订历史纪录
版本号
修改点
修订前内容
修订后内容
修订缘由
发布/修订时间
R. 0
2022-09-20
R. 1
化学性危
害和物理
性危害
表达比较笼统
可能性不大
化学性:无
可能性不大
物性:无
可能性不大
第四部分:生产设施
(C1)
设施清洁
生物性:有害微生物
清洁不合格,微生
物会残留繁殖
M
M
3
严格执行设施清洁程序,保证产品接触面的清洁卫生;班
前班后及换线卫生监控
Y
3
CP
化学性:过敏源
残留
M
H
3
当过敏源产品生产完毕,严格执行OPRP和过敏原掌握程
工艺流程表
工艺流程表镀银工艺流程来料检验:铜材高温除油]滚桶除油> 水洗—►化学抛光一►水洗—►钝化一►水洗一►酸活化―►水洗电解除油-一纯水洗一镀铜一水洗一酸活化一水洗一纯水洗一镀篠—水洗—►酸活化一►水洗一►纯水洗一►预镀银一光亮镀银一水洗一纯水洗—热水洗—离干脱水一银保护一纯水洗一脱水烘干一QC检验一包装出库镀银按客户要求分为:亚光、半光、全光;底层有:镍底、铜底或直上银.一、除油1高温除油:常温除油剂5% +氢氧化钠5%/L,温度80C-100 C。
2、滚桶除油:常温除油剂5% +氢氧化钠5%/L,常温。
3、电解除油:电解除油粉5%电流密度2-5A/dm2,温度60C -70 C。
注意事项:根据油的特性和在零件表面的粘圬程度,选择不同的除油方法。
易变形的端子宜采用高温除油,不易变形的可采用滚桶除油,油污较多的可采用电解除油,也可以用上述方法联合使用。
二、抛光:一般浸蚀与光亮浸蚀1 一般浸蚀的目的:去除零件表面的氧化层及除油后的表面污渍。
成份:硝酸、盐酸、水(20C —40C)2、光亮浸蚀的目的:使零件表面光亮、细致。
成份:硫酸、盐酸、硝酸钠、水、光亮剂(20 C —35C)注意事项:抛光必须保持零件的色泽一致、光亮、无重叠、雾状;否则镀层会出现雾状、白斑、黑斑、露铜等现象。
三、钝化目的:去除抛光后残留在零件表面的残渣。
成份:铬酸、水、硝酸、硫酸时间:5s—10s注意事项:钝化后的零件,色泽应保持一致、鲜艳;否则镀层会出现雾状。
四、酸活化目的:去除钝化膜,增加零件的表面活性与镀层的结合力。
成份:盐酸、水或硫酸、水时间:3min—5min注意事项:应多翻动零件,避免重叠;否则镀层容易出现雾状、脱层。
五、预镀银目的:使零件表面生成铜、银络合物,增加零件与镀层的结合力,增加防变色能力。
成份:氰化银(1g/l)、氰化钾(70g卜纯水电流密度:0.3-0.5 A/dm2注意事项:必须保持溶液的正常浓度;如氰化银过高,会失去预度的效果,影响镀层质量。
生产工艺文件汇编表格格式
打开阀门V0、Vl、V4,关闭V2、V3,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,设备处于运行状态。
3、反冲洗
当水流通过滤层的压差达到时,需要进行反冲洗。打开V0、V2、V3阀门,关闭阀门V1、V4,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,滤器进入反洗状态,使反冲洗流量为2.5~3m3/h,约15~20分钟,至水澄清为止。
9、下班前检查门窗、电、水,确认安全后,方可离开。
(二)自动灌装作业
1、生产人员进入车间要按规定穿戴整洁的工作服、工作帽、换鞋;进入灌装间必须进行二次更衣;
2、生产前30分钟打开各工作间的紫外线灭菌灯,进行30分钟的消毒杀菌;
3、空桶要严格按照内外桶清洗工序进行清洗,确保洁净并达到消毒效果;
4、桶盖必须在灌装车间灭菌灯消毒前进入车间,经人工洗净一浸消毒液一无菌水洗净残余药液一臭氧消毒烘干等规定工序,才能使用;
2、检测点:消毒/灌装间。
3、检测方法:
将测试样品进行倒立,看是否有水漏出。
(三)检测标准:
压盖好的纯净水桶倒立时,无任何漏水现象。
(四)异常处理:
A.首检不合格的,及时调节压盖压力,以防压力过大或过小。
B.对巡视过程中发现有漏水现象的,及时调整压盖压力。同时对该批产品加严一倍抽检漏水测试,对漏水的产品进行作废处理
2、质检部负责制定原材料检验标准和对其进行感官检验的各类检测规程、检测点、检测频率、抽样标准、检测项目和判定依据,使用的检测设备等。
3、包装材料供应商为合格供方。采购的物品入库前,由经销部采购人员通知质检部进行抽样和感官检验,质检部索取产品质量证明(产品合格证、卫生检验检疫合格证明、检验报告等)进行验证,根据《检验规程》和《检验报告》对原材料做出判定,由纯水开发部填写《材料入库清单》。对不合格品进行退货处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称/型号
框架CD22
零部件名称/代号
内外框部件SQ102.331
方案对比
分析项目
改进要点
审批结论
项目
原方案
新方案
比较结果
内外框部件生产线工艺流程局部改进。
分析流程起-止端
材料库-切断加工
分析/日期:
1.平底货箱改制成箱式托架,以
利叉车直接搬运并可取消托盘及码盘作业,节省贮存、停放面积,节省搬运工时,减少装卸料箱次数,保护产品质量。
平均(0.5日)240
Ο→▽D□◇
√
√
同上
9
成型机成型ቤተ መጻሕፍቲ ባይዱ
360
Ο→▽D□◇
10
成型工件落地停放
平均(0.5日)240
Ο→▽D□◇
工件不得落地—设滑道
√
√
成型机与断机间增设滑道衔接
11
切断机操纵工从地面拣起供料
合计250
合计60
Ο→▽D□◇
此项作业浪费—若10改可取消
√
由滑道依靠重力自动供料
12
切断机切断
10
60
Ο→▽D□◇
此项作业浪费—若“1”改进可取消
√
取消托盘及码盘作业
3
叉车将托盘料箱运至车间分库
100
20
Ο→▽D□◇
√
√
叉车搬运箱托架
4
数量交接
20
Ο→▽D□◇
5
材料在车间分库贮存
平均(3日)1440
Ο→▽D□◇
6
叉车将料箱运至成型机旁
25
15
Ο→▽D□◇
√
√
同上
7
数量交接
10
Ο→▽D□◇
8
托盘料箱在成型机旁停放
360
Ο→▽D□◇
13
切断工件落地停放
平均(0.5日)240
Ο→▽D□◇
工件不得落地—直接放入货箱
√
√
设载货台,货箱事先放上
14
从地面拣起装箱
合计50
合计80
Ο→▽D□◇
此项作业浪费—若13改可取消
√
(以下略)
Ο→▽D□◇
Ο→▽D□◇
合
计
时间min
3145
2705
-440
距离m
435
125
-310
序
号
工序说明
距
离
m
时
间
min
工序系列分析
存在问题——改进设想
措施
改进措施说明
加
工
搬
运
贮
存
停
放
数量
检查
质量
检查
取消
合并
变更
简化
1
材料于材料库平底货箱堆存
Ο→▽D□◇
叉车不能直接叉取—改进货箱
√
将平底货箱改制为箱式托架
2
将料箱人工码放在托盘上
2.彻底改变工件落地的不良习惯,创造必要的物质条件:①在成型机与切断机之间设滑道衔接,②设载货台,货箱事先放在载货台上,便于直接装箱。
审批/日期:
次数
时间
次数
时间
次数
时间
加工
2
720
2
720
搬运
5
235
2
35
-3
-200
贮存
1
1440
1
1440
停放
3
720
2
480
-1
-240
数量检查
2
30
2
30
品质检查