连接器成本计算表
做账实操-显卡插件成本核算

做账实操-显卡插件成本核算一、原材料成本1. 电子元件:显卡插件通常包含电阻、电容、电感、芯片等电子元件。
假设这些元件的总成本为每个插件10 元。
如果生产1000 个插件,电子元件总成本为10×1000 = 10000 元。
2. 接插件材料:用于连接显卡的接插件材料,如金属端子、塑料外壳等。
假设接插件材料成本为每个插件3 元,1000 个插件的接插件材料成本为3×1000 = 3000 元。
原材料总成本为10000 + 3000 = 13000 元。
二、加工成本1. SMT(表面贴装技术)加工费用:如果插件采用SMT 工艺进行电子元件的贴装,假设SMT 加工费用为每个插件2 元。
1000 个插件的SMT 加工费用为2×1000 = 2000 元。
2. 插件组装费用:将接插件材料与电子元件进行组装的费用。
假设插件组装费用为每个插件1 元,1000 个插件的组装费用为1×1000 = 1000 元。
加工总成本为2000 + 1000 = 3000 元。
三、人工成本1. 生产工人工资:假设生产插件的工人平均工资为每月5000 元,一个月可以生产2000 个插件,那么每个插件的人工成本为5000÷2000 = 2.5 元。
如果生产1000 个插件,人工总成本为2.5×1000 = 2500 元。
四、设备折旧及维护成本1. 生产设备购置成本:插件生产需要用到贴片机、插件机等设备。
假设设备总购置成本为50 万元。
2. 设备折旧:假设设备预计使用年限为5 年,采用直线折旧法,每年折旧为50 万元÷5 = 10 万元。
每月折旧约为10 万元÷12 ≈8333 元。
如果一个月生产1000 个插件,每个插件的设备折旧成本为8333 元÷1000 = 8.33 元。
3. 设备维护成本:设备维护成本每月假设为1000 元,那么每个插件的设备维护成本为1000 元÷1000 = 1 元。
连接器成本计算

Weight(kg/pcs)
0.008505000000 kg 0.000193434 0.000820344 0.00080259
unit price (material) kg/Y
25 70 40 40
material cost (¥) ¥)
0.212625 0.01354038 0.03281376 0.0321036 0 0 0 0 0 0 0 0 0 0 0 0
0.008505000000 kg 回收料( 回收料 ( C ) -0.002100000000 kg
density g / cm^3 stamping 8.47
width / mm 14.5
thickness / mm 0.3
pitch / mm 5
Loss / % 5
cost
material ( kg/pc) 0.000193434
組裝工時 CA11 (H) 0.00538580 (標準工時/生產效率*100)/60=分/ PCS standard work time 17.45 90 efficiency 100 second /H 3600
CS11 cost time KPC (H) 0.074074074 PC (H) 7.40741E-05
0 0.016 0 0
No
material cost formula
molding
是否使用造粒料 Yes or No No 是否為可回收料 Yes or No Yes net weight (gm / PC) 6.1000000 runner weight (gm/Mold) 8.0000000 loss rate 5.0% 穴數 Cavity 4 accidental material 0.0% proportion runner (gm / PC) 2.0000000 actual used (gm / PC) 8.5050000 下腳料( 下腳料 ( B ) 0.000000000000 kg 主 料( 料(S) 料( 次 料(A) 0.000000000000 kg 廢 料(E) 0 kg
连接器成本计算表

连接器成本计算表连接器是将不同电子元件、电缆等各种电气或电子元器件进行连接的重要零部件。
在电子和电气系统中,连接器的作用非常重要,直接影响着电路的稳定性和可靠性。
在设计和选择连接器时,需要考虑到各种因素,包括成本。
一、材料成本连接器的主要构成材料通常包括金属、塑料和绝缘材料等。
不同的连接器需要不同的材料,其成本也会有所不同。
在计算连接器成本时,首先需要计算所使用的材料的成本。
二、制造成本制造成本是连接器成本中的另一个重要部分。
连接器的制造过程通常包括模具制作、注塑成型、金属加工、组装等多个环节。
每个环节都需要相应的设备和人力资源,这些都将成为制造成本的组成部分。
1.模具制作成本:连接器的模具通常需要根据连接器的设计而定制。
模具制作是连接器制造过程的第一步,其成本会直接影响到后续制造成本。
模具制作成本通常包括材料成本和加工费用。
2.注塑成型成本:连接器的外壳通常采用注塑成型的方式进行制造。
注塑成型需要相应的注塑机和模具,同时还需要计算注塑材料的成本。
3.金属加工成本:部分连接器需要金属部件进行辅助连接和固定,这些金属部件通常需要通过数控加工中心等设备进行加工。
金属加工成本包括材料成本、加工费用等。
4.组装成本:连接器的组装是制造过程的最后一步,需要进行电气测试、焊接、插装等操作。
组装成本包括测试设备的采购与维护、工人的工资等。
三、质量成本质量成本是连接器成本中的重要部分。
连接器的质量直接影响电子和电气系统的可靠性和稳定性,而质量成本则是保证连接器质量的投入成本。
1.容错设计成本:为了提高连接器的可靠性,通常需要进行容错设计,例如增加冗余连接、加强防护等。
容错设计成本包括增加材料成本和制造成本。
2.测试与验证成本:为了保证连接器的质量,需要进行严格的测试和验证。
测试与验证成本包括测试设备的采购与维护、测试人员的培训与工资等。
3.售后服务成本:连接器的质量问题可能会导致系统故障,因此售后服务成本也是质量成本中的一部分。
电缆成本计算表格
电缆成本计算表格篇一:电力电缆的成本价格计算公式电力电缆的成本价格计算公式电力电缆的成本价格计算公式:YJV铜芯电力电缆系列价格公式如下:铜的重量X铜价计算:丝经?2=1.25X1.25X3.14=平方数X丝的根数X0.89X当时铜价+10%的加工费。
2.橡套电缆的成本价格计算平方X1.83=铜的重量X当时的铜价+橡胶的价格(重量X0.4元/斤)=成本价格+10%的加工费电缆的价格=制造材料成本+固定费用+税收+业务费+利润制造材料成本=材料成本*(1+材料消耗)(材料成本即为理论计算出来的值) 固定费用根据各个公司的情况有所不同,一般包括生产工资、管理工资、水电费、修理费、折旧费、房租费、运输费用电力电缆YJV-1KV 3*95+1*70表示:意思就是3根95平方毫米加上一根70平方毫米的电缆压在一条线里面国标电1线电缆的单丝 :BV电线1平方用丝1.141.5平方用丝1.382.5平方用丝1.784平方用丝2.256平方用丝2.7610平方用丝1.34 16平方用丝1.705 25平方用丝2.13 35平方用丝2.52 50平方用丝1.83 70平方用丝2.166 95平方用丝2.52 V V电缆1平方用丝1.141.5平方用丝1.382.5平方用丝1.78 4平方用丝2.25 6平方用丝2.76 10平方用丝1.34 16平方用丝1.706 225平方用丝2.13 35平方用丝2.52 50平方用丝2.52 70平方用丝2.52 95平方用丝2.52 70平方用丝2.52 95平方用丝2.52 120平方用丝2.52150平方用丝2.52185平方用丝2.52240平方用丝2.52300平方用丝2.52BVR电线0.5平方用丝0.30.75平方用丝0.371 平方用丝0.421.5平方用丝0.5222.5 平方用丝0.414平方用丝0.516平方用丝0.63电缆载流量表电缆载流量口决:3估算口诀:二点五下乘以九,往上减一顺号走。
安装工程管件综合价格-计取表
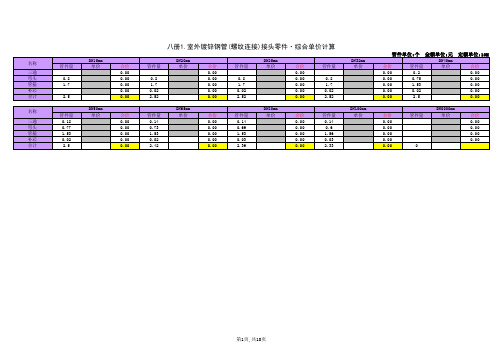
八册1.室外镀锌钢管(螺纹连接)接头零件·综合单价计算
八册2.室外焊接钢管(螺纹连接)接头零件·综合单价计算
八册3.室内镀锌钢管(螺纹连接)接头零件·管件综合单价计算
八册4.室内焊接钢管(螺纹连接)接头零件·管件综合单价计算
八册5.室外燃气镀锌钢管(螺纹连接)接头零件·管件综合单价计算
八册6.室内燃气镀锌钢管(螺纹连接)接头零件·管件综合单价计算
八册7.室内承插铸铁排水管(水泥接口)接头零件·管件综合单价计算
八册8.室内柔性抗震铸铁排水管(柔性接口)接头零件·管件综合单价计算
八册9.室内承插塑料排水管UPVC接头零件·管件综合单价计算
管件单位:个 金额单位:元 定额
八册10.室内塑料给水管接头零件·管件综合单价计算
八册11.室外塑料给水管接头零件·管件综合单价计算
八册12.室内聚丙烯塑料给水管接头零件·管件综合单价计算
八册13. 室外PP-RP、PE塑料给水管接头零件·管件综合单价计算
八册14. 室内PP-R塑料给水管接头零件·管件综合单价计算
八册15. 室内PE塑料给水管接头零件·管件综合单价计算
定额单位:10M 200。
连接器成本计算表

连接器成本计算表
序号名称数量单位成本(元)总成本(元)
1外壳100055000
2针脚200012000
3弹簧15000.5750
4导体200024000
5绝缘材料100011000
6固定螺丝30000.2600
7封装材料200012000
8焊接材料50000.1500
9包装材料20000.51000
说明:
连接器成本计算表包括各种连接器所需要的材料及数量、单位成本和
总成本。
在此示例中,我们列出了9个不同的连接器组件,包括外壳、针脚、弹簧、导体、绝缘材料、固定螺丝、封装材料、焊接材料和包装材料。
每个组件的数量和单位成本都要根据实际的生产需求和供应商的价格确定。
总成本是将每个组件的总成本相加得出的。
除了材料成本,连接器的生产还需要考虑劳动成本。
这些劳动成本通
常包括工人的工资、福利和其他相关费用。
然而,在本文档中并未包含劳
动成本,因为劳动成本是根据具体的工厂情况和劳动力市场需求而定,不
同企业和地区的劳动成本差异较大。
总之,连接器成本计算表是一个重要的工具,它帮助企业了解连接器
生产所需的材料和对应的成本,并为企业提供制定采购计划和生产计划的
依据。
只有合理控制和优化成本,企业才能提高竞争力,实现可持续发展。
线缆与组件成本计算标准

2018-01-09
成 长 源 于 不 断 进 取
1
目录
第一部分:线缆成本分析 一,线缆材料成本
二,线缆制造成本
三、线缆成本分析 四、常规线缆成本分析 第二部分:线缆组件成本分析 一、组件加工成本 二、组件成本分析 三、常规组件成本分析
2
一,线缆材料成本
1.线缆结构:
单芯结构
绝缘 导体
D1:芯线绝缘外径
d1:导体绞合外径 d1=((4*N-1)/3)^0.5*d 其中:N为导体的根数,d为导体直径。
3.3 举例:
3.3.1 UL1015 30AWG(7/0.1) OD:1.94MM PVC黑色外被 d1 =((4*7-1)/3)^0.5*0.1=0.3MM PVC用量:W=3.1415*(1.94 2-0.3 2)/4*1.45=4.184 kg/km 3.3.2 UL3302 30AWG(7/0.1) OD:0.9MM PE黑色外被 d1 =((4*7-1)/3)^0.5*0.1=0.3MM PE用量:W=3.1415*(0.9 2-0.3 2)/4*0.935*10000/10026=0.527 kg/km
单面热熔铝箔:2.24
棉纸:0.75 棉纱(单支):0.053kg/km PET膜:1.35
11
二,线缆制造成本
1.人工费用
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 名称 外被押出机工人 芯线押出机工人 拼丝机工人 高速编织机工人 PET编织机工人 高速绕包机工人 包纸机工人 HDMI绞包机 绞线机工人 裁线工人 成卷机工人 倒线机工人 串列式押出机工人 退扭绞对机工人 网线成缆机工人
W=π(3.52-(1.1*2)2-0.4332)/4*1.45=8.226 kg/km
投标成本测算表格

材料费成本测算(土建工程)
工程名 称:** 工程
序号
一 1 2 3 …… 二 1 2 3 4 …… 三 1 2 3 …… 四 1 2 3 4 ……
名称
钢筋 Ⅰ级钢筋 Ⅱ级钢筋 Ⅲ级钢筋 ……
套筒 钢筋机械连接器(Φ=22mm) 钢筋机械连接器(Φ=25mm) 钢筋机械连接器(Φ=28mm) 钢筋机械连接器(Φ=32mm) ……
砌块 实心砖 空心砖 多孔砖 ……
水泥、砂石 水泥32.5MPa 水泥42.5MPa 砂 碎石
单 位
清单数量
损耗率
投入数量
t t t
个 个 个 个
m3 m3 m3
t t m3 m3
五
商品砼
1 C10混凝土
m3
2 C15混凝土
m3
3 C20混凝土
m3
4 C25混凝土
m3
5 C30混凝土
m3
6 C30P8混凝土
m3
7 C40混凝土
m3
8 C20细石混凝土
m3
…… ……
六
保温材料
1 **mm厚保温板(屋面)
m3
2 **mm厚酚醛保温板(墙面)
m3
…… ……
七
墙、地面等自行采购的材料
1
m3
2
m³
3
t
…… ……
m2
八其Biblioteka 材料1m2
m
3
m
…… ……
No.
材料费合计
建筑面 积:
单价
金额
备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
未扣除废料总成 0.1239 本
扣除废料总成本
(二)冲压成本
NO. 产品名称 设备吨 位(T)
45 25
设备功率 (KW)
10 10
设备单价 电费单价 (RMB) (RMB/KW)
150000 150000 1.2 1.2
ROW
FEED
冲速 SET/H
250 500
每月开 每天开 直接人 直接人员 班天数 机时间 员人数 薪酬 (天/月) (H/天) (人/机) (RMB/人)
核准:
审核:
成本评估表
废料单 扣除废料 价 成本 RMB/KG RMB/SET
32.00 69.00 0.0654 0.0176 0.0000 0.0000 0.0000
一)材料成本
扣除废料总成本
0.0830
冲压成本
技术人 技术人员 员人数 薪酬 (人/机) (RMB/人)
1 1 2500 2500
26 26 20 20 1 1 1900 1900
1 2 3 4 5
外壳 端子
1 1
1 1
设备折旧成本(RMB)
0.000801282 说明:设备单价÷5年÷12个月÷每月开机天数÷每天开机时间÷冲速÷ROW÷FEED 2.40385E-05 说明:设备折旧成本×3% 0.016 说明:设备功率×电费单价÷生产速度÷ROW÷FEED
36000 24000
模具寿命 (SET) 10000000 10000000
分摊数量 模具配件寿 折旧年 (SET) 命(SET) 限(年) 50000000 50000000 3000000 3000000
5 5
产品名称
外壳 端子
材料名 称
C2680-H
镀层材 镀层厚 电镀单价 质 度(u') RMB /SET
五金零件成本评估表
(一)材料成本
NO. 产品名称
外壳 端子
材料名 称
C2680-H C5191-H
材材价格 RMB/KG
38.0 75.0
料厚/mm
0.3 0.2
料宽/mm
43.0 25.0
间距/mm
22.0 9.0
密度 零件重 g/cm³ 量g/SET
8.7 8.9 2.46906 0.4005
用量 /SET
(三)模具成本+电镀成本
NO. 1 2 3 4 5 模具分摊成本(RMB) 模具配件分摊成本(RMB) 模具分摊总成本(RMB)
0.0006 0.00003 0.00063 说明:模具单价÷分摊数量 说明:模具单价×5%/模具配件寿命 说明:模具分摊成本+模具配件分摊成本
模具品名
外壳 端子
模具单 价(SET)
1 1
未扣除 废料比 废料单重 废料成 率 本
0.0938 0.0300 0.0000 0.0000 0.0000 36.00% 45.00% 0.8888616 0.180225
1 2 3 4 5
说明:材料密度:C2680: 8.7g/cm³ C5191:8.9g/cm³ C5210: 8.8g/cm³ SPCC: 7.06g/cm³ SUS301/304:7.9g/cm³ 铍铜:8.3g/cm³
镍 80u"
10 12
C5191-H 金/锡/镍
电镀总成本(RMB)
说明:外壳电镀单价按照KG计算,端子电镀单价按照
(四)价格核算
含废料总成本(RMB) 不含废料总成本(RMB) 0.1625 说明:未扣除废料物料成本+总加工成本+模具分摊总成本+电镀总成本 0.1216 说明:扣除废料物料成本+总加工成本+模具分摊总成本+电镀总成本
成 本 统 计
设备配件成本(RMB) 设备耗电成本(RMB) 人工成本(RMB) 总加工成本(RMB)
0.002820513 说明:(直接人员人数×直接人员薪酬+技术人员人数×技术人员薪酬)÷每月开班天数÷每天开机时间÷生产 0.019645833 说明:设备折旧成本+设备配件成本+设备耗电电费+人力成本
价格核算
+总加工成本+模具分摊总成本+电镀总成本
总加工成本+模具分摊总成本+电镀总成本
制作:
每月开机天数÷每天开机时间÷冲速÷ROW÷FEED
产速度÷ROW÷FEED
酬+技术人员人数×技术人员薪酬)÷每月开班天数÷每天开机时间÷生产速度÷ROW÷FEED)
本+#43;电镀成本
电镀成本 (RMB/SET)
0.006328319 0.012 0 0 0 0.018328319 说明:外壳电镀单价按照KG计算,端子电镀单价按照PCS计算