麦克风试验报告表
麦克风品质检验标准2020.8
1.目的:确保耳机外观和性能符合公司产品质量的要求,保证耳机的质量。
2.适用范围:适用机乐堂品牌麦克风检验。
3.术语和定义:3.1 缺陷定义:致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。
重缺陷:产品存在使用会严重影响功能、性能,为重缺陷;轻缺陷:上述缺陷以外的其它不会影响功能、性能,产品使用的轻缺陷。
4..抽样标准:根据MIL-STD-105E《逐批检验计数抽样程序及抽样表》II级一次抽样标准对来料进行抽检,接受质量限为:致命缺陷(CRI):AC=0 重缺陷(Major): AQL 0.65 轻缺陷(Minor): AQL 1.5.5.检验项目与标准:5.1检验条件距离:人眼与被测物表面的距离为300 mm ~ 350 mm。
时间:每件检查总时间不超过10s。
位置:检视面与桌面成45_。
上下左右各转动90_(保证各个面的缺陷均能被看到),前后翻转。
照明:100W冷白荧光灯,光源距被测物表面500 mm~550mm ,(照度达600 Lux~800Lux)。
检验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
5.2检验工具5.2.1卡尺(0.02mm),百分尺(0.01mm ),测厚规<厚度尺>(0.01mm),投影仪5.2.2 硬度测试仪,RCA耐磨仪器、恒温恒湿箱等5.3包装检验5.4外观检验1.1.1塑胶产品缺陷定义1.1.1.1熔接线:指成形时树脂的两条流线不能够完全融合时形成的线状的线条;1.1.1.2云雾状:指透明的塑胶内部或表面出现的不是很清晰的云雾状的现象;1.1.1.3银丝:成形时树脂内的水蒸气,气体等有流入过模腔内的痕迹成银状呈现在制品表面;1.1.1.4发白:塑胶制品上有因施加有变曲的物理力量而导致变白的现象;1.1.1.5顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起;1.1.1.6拉白:成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白;1.1.1.7裂纹:指制品的表面或内部出现极细微的裂纹的现象;1.1.1.8流纹:模具腔内成形材料的流状痕迹残留在制品上造成外观上的缺陷;1.1.1.9色差:与样品不符或色差仪测数△E≤1.0 为OK;1.1.1.10烧焦:制品的表面因高温导致变色的现象;1.1.1.11油渍:在产品表面所残留的油污;1.1.1.12手印:在产品表面或零件光亮面出现的手指印痕;1.1.1.13点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准;1.1.1.14异色点:在产品表面出现的颜色异于周围的点;1.1.1.15多胶点:因模具方面的损伤而造成局部细小的塑胶凸起;1.1.1.16黑点:成形后制品表面掺进通常不使用的异物造成外观上能够明显地辨别出来的色差现象;1.1.1.17飞边、披锋:指成形材料渗入模具的间隙中凝固后形成的多余部分;1.1.1.18修飞边的不良:使用刀等工具修飞边以外的部分,或没有完全修好的情况;1.1.1.19刮伤:制品的表面由于外部施加物理力量而导致有一部分被削掉的状态;1.1.1.20亮斑:对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象;1.1.1.21有感划痕:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕;1.1.1.22无感划痕:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕;1.1.1.23气泡:制品内部因混有空气、水、气体等成分而导致塑胶制品的内部产生空洞的缺陷;1.1.1.24缺料:由于气体滞留及成形压力不足引起的先端部及骨位的细微部分形成填充不足的现象;1.1.1.25胶口高出:模具进胶完成后产品部分出现进胶口批锋未加工;1.1.1.26变形:主要是塑胶产品在形成或加工后,由于歪曲导致形成凹状或凸状的现象;1.1.1.27缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持较高的压力来填1.1.1.28翘曲:塑料件因内应力而造成的平面变形;1.1.1.29填充不足:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象;1.1.1.30破裂:因内应力或机械损伤而造成产品的裂纹或细小开裂;1.1.1.31凹坑:由于模具的损坏等原因,造成在平面上出现的高低不平;1.1.1.32彩虹现象:指透明区域在反光条件下出现彩色光晕的现象;1.1.1.33透明度差:指透明区出现模糊、透明度不佳的现象。
麦克风品质检验标准2020.8
1.目的:确保耳机外观和性能符合公司产品质量的要求,保证耳机的质量。
2.适用范围:适用机乐堂品牌麦克风检验。
3.术语和定义:3.1 缺陷定义:致命缺陷:产品存在对使用者的人身及财产安全构成威胁的缺陷。
重缺陷:产品存在使用会严重影响功能、性能,为重缺陷;轻缺陷:上述缺陷以外的其它不会影响功能、性能,产品使用的轻缺陷。
4..抽样标准:根据MIL-STD-105E《逐批检验计数抽样程序及抽样表》II级一次抽样标准对来料进行抽检,接受质量限为:致命缺陷(CRI):AC=0 重缺陷(Major): AQL 0.65 轻缺陷(Minor): AQL 1.5.5.检验项目与标准:5.1检验条件距离:人眼与被测物表面的距离为300 mm ~ 350 mm。
时间:每件检查总时间不超过10s。
位置:检视面与桌面成45_。
上下左右各转动90_(保证各个面的缺陷均能被看到),前后翻转。
照明:100W冷白荧光灯,光源距被测物表面500 mm~550mm ,(照度达600 Lux~800Lux)。
检验员视力:裸视或矫正视力在1.0以上,且不可有色盲。
5.2检验工具5.2.1卡尺(0.02mm),百分尺(0.01mm ),测厚规<厚度尺>(0.01mm),投影仪5.2.2 硬度测试仪,RCA耐磨仪器、恒温恒湿箱等5.3包装检验5.4外观检验1.1.1塑胶产品缺陷定义1.1.1.1熔接线:指成形时树脂的两条流线不能够完全融合时形成的线状的线条;1.1.1.2云雾状:指透明的塑胶内部或表面出现的不是很清晰的云雾状的现象;1.1.1.3银丝:成形时树脂内的水蒸气,气体等有流入过模腔内的痕迹成银状呈现在制品表面;1.1.1.4发白:塑胶制品上有因施加有变曲的物理力量而导致变白的现象;1.1.1.5顶白/顶凸:由于塑料件的包紧力大,顶杆区域受到强大的顶出力所产生的白印或凸起;1.1.1.6拉白:成型品脱模时,由于钩料杆的拉力大于顶料杆的顶出力,而使某部位所产生的白;1.1.1.7裂纹:指制品的表面或内部出现极细微的裂纹的现象;1.1.1.8流纹:模具腔内成形材料的流状痕迹残留在制品上造成外观上的缺陷;1.1.1.9色差:与样品不符或色差仪测数△E≤1.0 为OK;1.1.1.10烧焦:制品的表面因高温导致变色的现象;1.1.1.11油渍:在产品表面所残留的油污;1.1.1.12手印:在产品表面或零件光亮面出现的手指印痕;1.1.1.13点缺陷:具有点形状的缺陷,测量尺寸时以其最大直径为准;1.1.1.14异色点:在产品表面出现的颜色异于周围的点;1.1.1.15多胶点:因模具方面的损伤而造成局部细小的塑胶凸起;1.1.1.16黑点:成形后制品表面掺进通常不使用的异物造成外观上能够明显地辨别出来的色差现象;1.1.1.17飞边、披锋:指成形材料渗入模具的间隙中凝固后形成的多余部分;1.1.1.18修飞边的不良:使用刀等工具修飞边以外的部分,或没有完全修好的情况;1.1.1.19刮伤:制品的表面由于外部施加物理力量而导致有一部分被削掉的状态;1.1.1.20亮斑:对于非光面的塑料件,由于壁厚不均匀,在壁厚突变处产生的局部发亮现象;1.1.1.21有感划痕:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕;1.1.1.22无感划痕:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕;1.1.1.23气泡:制品内部因混有空气、水、气体等成分而导致塑胶制品的内部产生空洞的缺陷;1.1.1.24缺料:由于气体滞留及成形压力不足引起的先端部及骨位的细微部分形成填充不足的现象;1.1.1.25胶口高出:模具进胶完成后产品部分出现进胶口批锋未加工;1.1.1.26变形:主要是塑胶产品在形成或加工后,由于歪曲导致形成凹状或凸状的现象;1.1.1.27缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持较高的压力来填1.1.1.28翘曲:塑料件因内应力而造成的平面变形;1.1.1.29填充不足:因注射压力不足或模腔内排气不良等原因,使融熔树脂无法到达模腔内的某一角落而造成的射料不足现象;1.1.1.30破裂:因内应力或机械损伤而造成产品的裂纹或细小开裂;1.1.1.31凹坑:由于模具的损坏等原因,造成在平面上出现的高低不平;1.1.1.32彩虹现象:指透明区域在反光条件下出现彩色光晕的现象;1.1.1.33透明度差:指透明区出现模糊、透明度不佳的现象。
实用电声实验报告

一、实验目的1. 熟悉电声实验的基本原理和操作流程。
2. 掌握电声设备的使用方法和测试技巧。
3. 通过实验验证电声设备在实际应用中的性能和效果。
二、实验原理电声实验主要涉及电声设备(如扬声器、耳机、麦克风等)的测试与分析。
实验原理基于声学、电学和信号处理等相关知识。
通过测量电声设备的声压级、频率响应、失真度等参数,评估其性能和适用性。
三、实验设备1. 扬声器:1只2. 耳机:1副3. 麦克风:1只4. 音频信号发生器:1台5. 声压级计:1台6. 音频功率放大器:1台7. 连接线:若干8. 电脑:1台四、实验步骤1. 扬声器测试(1)连接扬声器、音频信号发生器和音频功率放大器。
(2)调整音频信号发生器输出频率,设定为1kHz。
(3)打开音频功率放大器,调节输出功率,使扬声器工作在额定功率范围内。
(4)使用声压级计测量扬声器在1m处的声压级。
(5)记录扬声器在不同频率下的声压级,绘制频率响应曲线。
2. 耳机测试(1)连接耳机、音频信号发生器和音频功率放大器。
(2)调整音频信号发生器输出频率,设定为1kHz。
(3)打开音频功率放大器,调节输出功率,使耳机工作在额定功率范围内。
(4)将耳机置于耳边,使用声压级计测量耳机在1m处的声压级。
(5)记录耳机在不同频率下的声压级,绘制频率响应曲线。
3. 麦克风测试(1)连接麦克风、音频信号发生器和音频功率放大器。
(2)调整音频信号发生器输出频率,设定为1kHz。
(3)打开音频功率放大器,调节输出功率,使麦克风工作在额定功率范围内。
(4)将麦克风放置在声源处,使用声压级计测量麦克风在1m处的声压级。
(5)记录麦克风在不同频率下的声压级,绘制频率响应曲线。
五、实验结果与分析1. 扬声器测试结果根据实验数据,绘制扬声器频率响应曲线。
分析曲线,评估扬声器在高频、中频和低频段的性能,判断其适用性。
2. 耳机测试结果根据实验数据,绘制耳机频率响应曲线。
分析曲线,评估耳机在高频、中频和低频段的性能,判断其适用性。
调频无线话筒制作实验报告
调频无线话筒制作实验报告1.概述1.1说明每一个电子爱好者都有电子制作的经历,从开始时的不断失败到逐渐得心应手,其中的滋味是圈外人所无法领会的。
其实有很多人很想进入电子制作的大门,但是苦于找不到入门的方法而在门外徘徊~~电子技术的实践性极强,通过组装、调试制作套件是快速入门的好办法,我们将制作套件的全过程用文字、图片等形式展现出来,最大限度的提高制作的成功率,并且在制作的过程中穿插一些基本的元件知识,帮助初学者完成制作。
自己动手制作一个调频无线话筒,不但容易而且也非常有趣,还可用它来和朋友们开开玩笑~~~这里我们提供了一套比较典型的调频话筒制作套件,其中包括了制作调频话筒所用到的全部器件。
作为初学者可以通过制作套件学到一些相关知识,特别是学生,理论知识已经有了一点,可是动起手来就是另外一回事喽~~1.2参考资料1.藤井信生,电子实用手册,科学技术出版社,2001年8月第一版2.李瀚荪,电路分析基础,高等教育出版社,1992.5.第三版3.李银花,电子线路设计指导,北京航空航天大学出版社,2005.6第一版、4.朱力恒,电子技术仿真实验教程,电子工业出版社,2003.7第一版2.硬件电路2.1调频无线话筒的功能话筒先将自然界声音的信号变成音频电信号,改变结电容容量,控制高频振荡器的输出频率,形成调频波,然后再经过倍频及高频功率放大后经天线辐射。
我们将发射频率设计在FM收音机波段,因此可以配合任何FM收音机接收到该高频信号,并从该高频信号还原出声音信号,从而完成各种用途。
2.2主要技术性能和指标这个调频无线话筒电路采用了两只晶体管,BG1用作音频放大,BG2用作高频振荡。
其中电感线圈L是用一段直径0.5mm高强度漆包线在3毫米钻头上绕5圈,间隔约5.5毫米。
电阻用1/16瓦的RTX型号,除电解电容外,其他电容用小型CC1型瓷片电容。
晶体管可用3DG8(或3DG6),要求β>100。
话筒用小型电容话筒,改变电阻R1,可以改变话筒的灵敏度(电阻R1可在10-100千欧范围内选取,阻值大时灵敏度高)。
《听听声音》实验报告

一、实验背景声音是生活中不可或缺的一部分,它无处不在,无时不在。
人们通过声音来感知世界,传递信息,享受生活。
为了探究声音的奥秘,我们开展了一次《听听声音》的实验,旨在通过观察和记录声音的产生、传播和接收过程,了解声音的基本特性。
二、实验目的1. 观察声音的产生过程,了解声音的产生原理。
2. 探究声音的传播规律,了解声音在不同介质中的传播速度。
3. 研究声音的接收过程,了解人耳对声音的感知特点。
三、实验器材1. 收音机2. 耳机3. 音箱4. 麦克风5. 纸杯6. 纱布7. 水盆8. 音频播放器9. 数据记录表四、实验步骤1. 观察声音的产生(1)将收音机打开,播放一首歌曲,观察收音机内部结构,了解声音是如何产生的。
(2)使用麦克风,对着纸杯说话,观察纸杯振动,记录声音的产生过程。
2. 探究声音的传播规律(1)在室内,分别使用音箱、耳机和麦克风播放同一首歌曲,观察声音的传播效果。
(2)将音箱放入水盆中,观察声音在水中的传播情况。
(3)用纱布包裹音箱,观察声音在纱布中的传播效果。
3. 研究声音的接收过程(1)在安静的环境中,使用耳机收听同一首歌曲,观察人耳对声音的感知特点。
(2)改变音量,观察人耳对音量的敏感程度。
五、实验结果与分析1. 声音的产生通过观察收音机和麦克风,我们了解到声音是由物体的振动产生的。
当物体振动时,周围的空气分子也会随之振动,形成声波,进而产生声音。
2. 声音的传播规律(1)在空气中,声音的传播速度约为340米/秒。
(2)在水中,声音的传播速度约为1500米/秒。
(3)在固体中,声音的传播速度最快,如金属、玻璃等。
(4)使用纱布包裹音箱,可以降低声音的传播速度。
3. 声音的接收过程(1)人耳对声音的感知特点:人耳可以感知频率在20Hz~20000Hz之间的声音。
(2)人耳对音量的敏感程度:在安静的环境中,人耳对音量的敏感程度较高;在嘈杂的环境中,人耳对音量的敏感程度较低。
六、实验结论1. 声音是由物体的振动产生的。
MIC测量指南
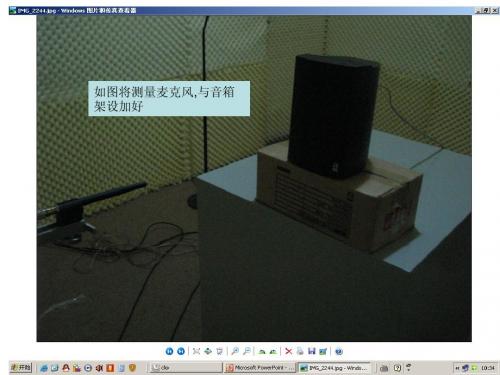
如图将,调整 CLIO的输出电平当测量麦 克风接收的dBSPL值为 94dBSPL时,此时的Voltage 值即为测量麦克风的灵敏 度.
转到SIN测量模式,测量单位选择dBV,测量出的曲线即为 该测量麦克风的频响曲线.1KHZ点的dBV值即为灵敏度
如果进行比对测试请将该曲线保存,操 作如上.
指定标准曲线的路径
再进行除法运算,即可.
标准曲线
另一支麦克风曲线
无线话筒实验报告

无线话筒—电子线路实验报告一、实验目的1、了解无线话筒内部构造和工作原理。
2、促进我们对于高频电路的理论知识的理解。
3、锻炼我们的实践能力,真正做到将理论知识转化为实际操作二、实验要求1、电路焊接符合要求,避免虚焊和错焊。
2、无线话筒抗干扰能力强,频率误差0.5MHZ。
3、可以使用普通调频收音机接收清晰的音频信号,有效发射距离为5-10M。
三、实验资料调频收音机的调频接受范围是8MHZ到108MHZ。
因此,无线话筒应将声音调制到在这个范围。
人的声音又称为音频信号,气频率在20HZ到20000HZ 范围内。
当用无线电发射出去时,必须将音频信号放在载波上。
这一过程称为无线调制,相对于载波而言,音频信号称为调制信号。
调制有两种方式,即调幅和调频,所谓调幅即用调制信号去影响(或改变)在博得幅度,从而完成调制信号与载波的叠加形成无线电波。
所谓调频,是用调制信号区影响(或改变)载波的频率,从而完成调制信号与载波的叠加,形成无线电波。
四、实验方案(电路仿真图)仿真波形:元器件:R1、R4、R8 2.2K欧R2、R3、R6、R10 33欧R5 1M欧R7、R9 22K欧 C1、C2、C3、C13 104 C4、C11 681 C5、C7、C10、C12 30C6、C8 10C9 103C14 33UQ1 9014 Q2、Q3 9018L1 4.5T L2、L3 5.5TW1(可变电阻) 470K五、电路原理分析MIC先将自然界的声音信号变化为音频电信号,经C2耦合给Q的基极进行调试,当有声音信号的时候,三极管的结电容会发生变化最终产生震荡频率发生变化,完成频率调试,即调频。
再经C8耦合给高频调谐放大电路对已调制的高频信号放大,再通过C12、L3和天线TX向外发射频率随声音信号变化而变化的高频电磁波。
其中R1为话筒MIC的偏置电阻,一般在2K-5.6K选取,R4为集电极电阻。
R5为基极电阻,给Q1提供偏置电流。
R6为发射极电阻,起稳定Q1直流工作点的作用:Q2、R7、R8、C4、C5、L1、C6、C7组成的高频震荡电路,R7给Q2基极提供偏流,C5和L1震荡回路,改变其值可以改变发射频率,C4为反馈电容,R8起稳定Q2直流工作点作用,C7隔直流通交流电容;Q3、R9、R10、L2、C10、C11组成的高频功率放大电路。
话筒测试报告
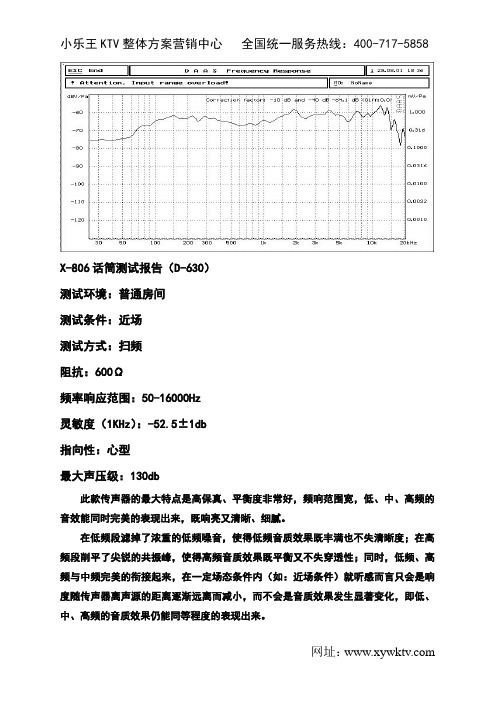
X-806话筒测试报告(D-630)测试环境:普通房间测试条件:近场测试方式:扫频阻抗:600Ω频率响应范围:50-16000Hz灵敏度(1KHz):-52.5±1db指向性:心型最大声压级:130db此款传声器的最大特点是高保真、平衡度非常好,频响范围宽,低、中、高频的音效能同时完美的表现出来,既响亮又清晰、细腻。
在低频段滤掉了浓重的低频噪音,使得低频音质效果既丰满也不失清晰度;在高频段削平了尖锐的共振峰,使得高频音质效果既平衡又不失穿透性;同时,低频、高频与中频完美的衔接起来,在一定场态条件内(如:近场条件)就听感而言只会是响度随传声器离声源的距离逐渐远离而减小,而不会是音质效果发生显著变化,即低、中、高频的音质效果仍能同等程度的表现出来。
话筒音响一对一打造KTV行业第一品牌——致音响界朋友的一封信尊敬的王总:您好,感谢您在百忙之中打开这封信。
小乐王®是一家致力于“KTV整体方案整合”的服务型企业,在KTV设备方面有着多年的生产研发经验和很高的专业素养。
你还没有找到搭配你音响的话筒吗?我要话筒,我要好话筒,我要小乐王话筒。
小乐王是目前国内唯一一家奉行——“话筒音响一对一”个性化服务理念的公司,这项服务理念旨在根据不同地域的客户,不同特性的音响设备,以及不同的欣赏标准,为其量身打造一款更优秀、更合适的话筒。
“话筒无限,完美难求”在与很多音响行业的朋友们接触时,我们发现,不少朋友一直困扰于没有合适的话筒匹配自己的音响,这虽然算不上致命的缺陷,却又如鲠在喉,让您躲不过绕不开,音响始终无法发挥到理想状态。
您是否也在海量的话筒效果中苦苦摸索?您是否也在头痛话筒的各种问题?断线?杂音?卡侬松动?开关损坏?您是否也在因为没有很好的资源而痛苦的徘徊与性能和价格之间?这一切将在您选择小乐王®后而彻底改变。
我们最多不会让您超过三次测试,即能满足您的需要!我们有专业务实的精神,您的烦恼,我们解决!我们有最优秀的生产资源,性能和价格可以完美统一!您只需告诉我们您的期望,相信我们的专业和务实会给您带去收获。