胶合板国家标准规定允许的正负公差
包装胶合板国家标准

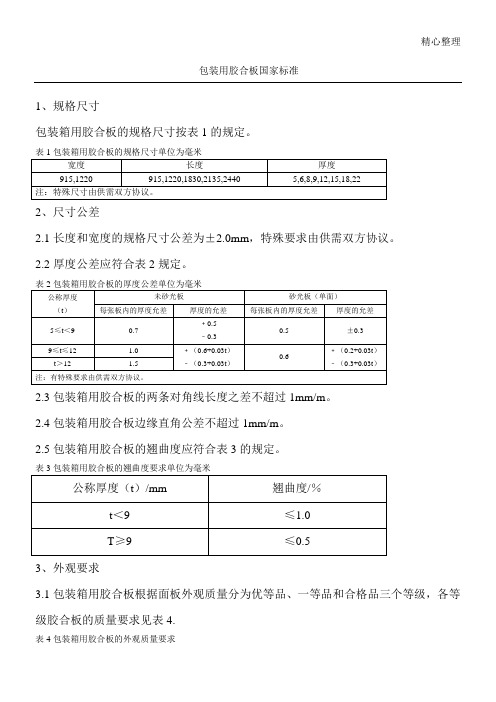
包装用胶合板国家标准
1、规格尺寸
包装箱用胶合板的规格尺寸按表1的规定。
表 1 包装箱用胶合板的规格尺寸单位为毫米
2、尺寸公差
2.1 长度和宽度的规格尺寸公差为±2.0mm,特殊要求由供需双方协议。
2.2 厚度公差应符合表2规定。
表2 包装箱用胶合板的厚度公差单位为毫米
2.3 包装箱用胶合板的两条对角线长度之差不超过1mm/m。
2.4 包装箱用胶合板边缘直角公差不超过1mm/m。
2.5 包装箱用胶合板的翘曲度应符合表3的规定。
表3 包装箱用胶合板的翘曲度要求单位为毫米
3、外观要求
3.1 包装箱用胶合板根据面板外观质量分为优等品、一等品和合格品三个等级,各等级胶合板的质量要求见表
4.
表4 包装箱用胶合板的外观质量要求
3.2 裂缝宽度
3.2.1 面板
裂缝宽度小于0.5mm,不计;裂缝宽度不大于2.0mm,腻子修补后砂光;裂缝宽度大于2.0mm,单板条修补。
3.2.2 背板
裂缝宽度小于0.5mm,不计;裂缝宽度不大于5.0mm,腻子修补后砂光;裂缝宽度大于5.0mm,单板条修补。
4、理化性能
包装箱用胶合板的理化性能应符合表5的规定。
表5 包装箱用胶合板的理化性能
5、胶合板的各层单板不允许采用未经斜面搭接或指型拼接的端接。
6、可溶性铅、镉、铬、汞限量
包装箱用胶合板中可溶性铅、镉、铬、汞的含量应符合表6的规定。
表6 包装箱用胶合板中可溶性铅、镉、铬、汞限量要求单位为毫克每千克。
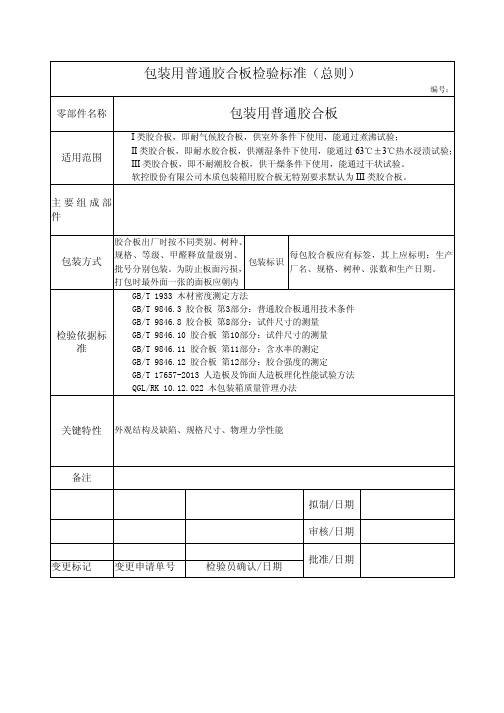
包装用普通胶合板检验标准
不允许
不允许 不允许
1.5 椴木 0.5
200 南方材 250
3
椴木 1.5
6
南方材 4
400
800 南方材
南方材 450
1000
4
8
15
4
不呈筛状不限
30
不限
(%)
注 1:浅色斑条按变色计。 注 2:二等品板深色斑和宽度
不得超过 2mm,长度不得超阶级过 20mm 注 3:桦木除一等品板外,允许有伪心材,但二等品三角形品 板的色泽应调合。 注 4:桦木二等品板不允许有密集的褐色或黑色髓斑。 注 5:一等品和一等腰三角形品板的异色边心材按变色计。
表1 (1)以阔叶树材单板为表板的各等级普通胶合板的允许缺陷见表 8。
面板
缺陷种类
检测项目
胶合板等级
背板
一等品
二等品
三等品
(1)针节 (2)活节
——
最大单个直径 10
/mm
允许 20
不限
半活节、死 每平方米板面上
节、夹皮
总个数
不允许
4
6
不限
(3)
半活节 死节
最大单个直径 /mm
最大单个直径 /mm
样本 大小 n/件
6 8 13 20 32
合格判 定数 AC
0 0 1 3 5
备注
编号:
第 4 步 包装 第 5 步 外观 第 6 步 结构 第 7 步 尺寸
6、核对产品外包装上是否贴有物料标签;标签信息是否 f、如标识信息与送检信息不符,则判 与送货单上的规格、物料号相同,并确认标签格式是否 定为不合格并反馈采购经理。
GB/T17657—2013中4.78~4.8的规定见附录4 o 公称厚度自 6mm 以上的胶合板翘曲
包装胶合板国家标准
精心整理
包装用胶合板国家标准
1、规格尺寸
包装箱用胶合板的规格尺寸按表1的规定。
表1包装箱用胶合板的规格尺寸单位为毫米
3、外观要求
3.1包装箱用胶合板根据面板外观质量分为优等品、一等品和合格品三个等级,各等级胶合板的质量要求见表
4.
表4包装箱用胶合板的外观质量要求
3.2裂缝宽度
3.2.1面板
裂缝宽度小于0.5mm,不计;裂缝宽度不大于2.0mm,腻子修补后砂光;裂缝
5、胶合板的各层单板不允许采用未经斜面搭接或指型拼接的端接。
6、可溶性铅、镉、铬、汞限量
包装箱用胶合板中可溶性铅、镉、铬、汞的含量应符合表6的规定。
表6包装箱用胶合板中可溶性铅、镉、铬、汞限量要求单位为毫克每千克。
胶合板外观等级标准[1]
![胶合板外观等级标准[1]](https://img.taocdn.com/s3/m/481fbe58804d2b160b4ec03b.png)
14
单板胶纸带
不允许
处理后允许
15
透胶、透底
极轻微(点状不超过5处)
轻微允许
16
拼接
不允许
不允许
17
砂透
不允许
边角轻微允许
18
边角缺损
不允许
不允许
19
粉笔痕迹
不允许
不允许
20
短表
不允许
不允许
21
翘曲
小于13MM以下允许
22
脱胶和鼓泡
不允许
不允许
23
钉印
不允许
修补好允许
24
划伤
不允许
4、长、宽公差允许-0,+5MM;
5、对角线公差小于4MM;
6、边部离芯用木丝塞补完好;
7、含水率9mm以上不超过14%(实验室测值)
杨木表板胶合板质量标准
序号
缺陷
A级
B级
C级
CD级
E级
1
针节
不限
不限
不限
不限
不限
2
明显的节瘤
不超过8个/3M2,单个最大直径9.5mm.
不超过9个/3M2,单个最大直径12.7mm.
10
叠芯
轻微允许3MM宽200MM长
不明显允许
11
离芯
允许3MM宽,但必须塞补
12
压痕
30MM长,10MM宽,腻补良好
腻补良好允许
13
裂缝
长457MM,宽3MM,腻修良好(极轻微裂缝允许,
不集中不成伞状)每张板少于6条
5MM宽,长610MM允许
14
单板胶纸带
不允许
胶合板检测相关标准

胶合板检测相关标准预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制胶合板检测相关标准(001发布)胶合板英文家具常用材料之一,是一种人造板。
一组单板通常按相邻层木纹方向互相垂直组坯胶合而成的板材,通常其表板和内层板对称地配置在中心层或板芯的两侧。
用涂胶后的单板按木纹方向纵横交错配成的板坯,在加热或不加热的条件下压制而成。
层数一般为奇数,少数也有偶数。
纵横方向的物理、机械性质差异较小。
常用的有三合板、五合板等。
胶合板能提高木材利用率,是节约木材的一个主要途径。
亦可供飞机、船舶、火车、汽车、建筑和包装箱等作用材。
(13-07-26)胶合板的种类:(1)I类(NQF)——耐气候、耐沸水胶合板。
这类胶合板具有耐久、耐煮沸或蒸汽处理等性能,能在室外使用.(2)Ⅱ类(Ns)——耐水胶台板。
它能经受冷水或短期热水浸渍,但不耐煮沸。
(3)Ⅲ类(Nc)——耐潮胶合板。
它具有一定的耐潮性能,适于室内使用。
(4)Ⅳ类(BNc)——不耐潮胶合板。
胶合板的检测标准:GB/T13123-2003竹编胶合板GB/T15102-1994浸渍胶膜纸饰面人造板GB/T15104-1994装饰单板贴面人造板GB/T15105.1-1994模压刨花制品家具类GB/T17656-1999混凝土模板用胶合板GB/T17657-1999人造板及饰面人造板理化性能试验方法GB/T13144-2008包装容器竹胶合板箱GB/T17656-2008混凝土模板用胶合板GB18101-2000难燃胶合板GB/T19536-2004集装箱底板用胶合板GB/T22349-2008木结构覆板用胶合板GB/T22350-2008成型胶合板GB/T24311-2009组合式包装箱用胶合板GB/T5849-2006细木工板GB/T9846.1-2004胶合板分类GB/T9846.2-2004胶合板尺寸公差GB/T9846.3-2004胶合板普通胶合板通用技术条件GB/T9846.4-2004胶合板普通胶合板外观分等技术条件GB/T9846.5-2004胶合板普通胶合板检验规则GB/T9846.6-2004胶合板普通胶合板标志、标签和包装GB/T9846.7-2004胶合板试件的锯制GB/T9846.8-2004胶合板试件尺寸的测量JG/T156-2004竹胶合板模板JG/T3022-1995钢板胶合板模板JG/T3059-1999钢框竹胶合板模板SN/T0503-1995出口商品运输包装竹胶合板箱检验规程。
胶合板过程质量检验规定

胶合板生产过程检验规程文件编号:受控状态:批准人:单板质量检验规定一、质量要求1、树种:杨木。
2、规格:根据需要。
3、单板对角线差≤2mm,厚度允许偏差±0.2mm。
4、单板的尺寸必须符合要求,厚度只允许正偏差,不许负偏差。
5、面板的等级分为Ⅰ、Ⅱ、Ⅲ级。
6、Ⅰ级面板不存在任何材质和加工缺陷,板面颜色要均匀一致;Ⅱ级面板允许有轻微材质和加工缺陷,每平方允许有3个补片,累计面积不超过整板0.5%,裂缝不超过0.5mm。
7、背板不允许不同颜色(树种)的单板拼在同一张单板上。
8、每件单板的树种要一致,数量要准确。
9、单板干燥后含水率不大于12%。
10、单板使用时要逐张检验,对不符合上述质量标准的任意一项的单板,要挑出放到指定地点,并作出标记和计录,以便日后与厂家协商解决。
二、检验频次:生产过程中随机抽检。
三、检验工具:卷尺、卡尺、含水率测试仪。
四、检验方法:检验员目测及量具检验相结合。
涂胶工序检验规定一、质量要求1、涂胶量应符合工艺要求,1.0mm~1.4mm芯板双面涂胶量:(250~300)g/㎡;1.5mm~2.0mm芯板双面涂胶量:(350~400)g/㎡;2、芯板表面不许有未涂胶的部位。
3、芯板表面有胶堆积必须进行刮除。
4、调胶工要严格按工艺配比要求调胶。
将所需配料按要求、按配比用磅秤分别称好,进行调制。
脲醛胶:面粉=100:35。
(一般每次调胶时每调胶桶加100kg脲醛胶,面粉35kg。
具体调制时可根据胶液的稀稠,适当增减面粉)5、芯板涂胶组坯应严格按生产工艺规程进行操作。
6、涂胶机周围不允许有撒胶、漏胶现象。
7、挑出的不合格芯板(单板)应按树种、规格放到指定地方。
8、对涂胶机、调胶机应按时进行润滑保养。
二、检验频次1、生产过程中随机抽检。
2、如果生产中间变换生产品种,涂胶量有变更,必须再做涂胶量测定,符合工艺要求后才可以生产。
三、检验工具:磅秤、小台秤等。
四、检验方法:检验工目测及工具检验相结合。
胶合板技术标准
预饰面胶合板理化性能
1
内结合强度
力学测试机
≥0.7 MPa
参照LVL制定
2
握钉力
力学测试机
≥25 kg
参照LVL制定
3
浸渍剥离性能
水浸法
≤30 mm
国标
4
含水率
含水率测试仪
6%~14%
国标
5
甲醛释放量
干燥器法
≤1.5mg/L
E1
*胶合板技术标准(普通结构用材),参照GB/T 9846.3-2004制定。
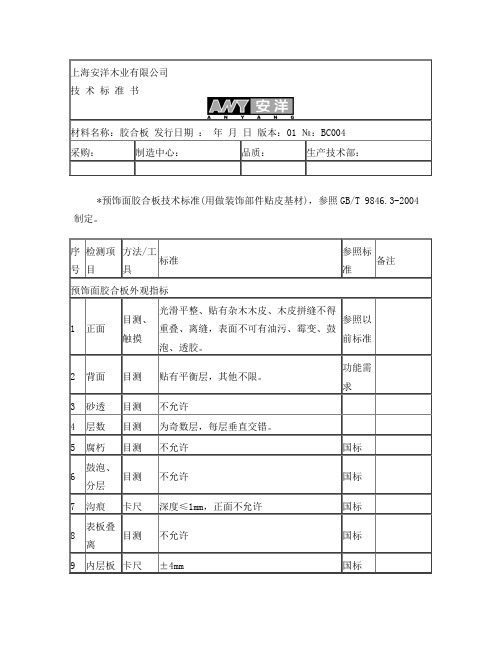
上海安洋木业有限公司
技术标准书
材料名称:胶合板发行日期:年月日版本:01№:BCΒιβλιοθήκη 04采购:制造中心:
品质:
生产技术部:
*预饰面胶合板技术标准(用做装饰部件贴皮基材),参照GB/T 9846.3-2004制定。
序号
检测项目
方法/工具
标准
参照标准
备注
预饰面胶合板外观指标
1
正面
目测、触摸
光滑平整、贴有杂木木皮、木皮拼缝不得重叠、离缝,表面不可有油污、霉变、鼓泡、透胶。
序号
检测项目
方法/工具
标准
参照标准
备注
胶合板外观指标
1
表板叠离
目测
不允许
国标
2
内层板叠离
卡尺
±4mm
国标
3
鼓泡、分层
目测
不允许
国标
4
边角缺损
卷尺
直径≤30mm
5
层数
目测
为奇数层,每层垂直交错。
国标
6
腐朽
目测
不允许
国标
胶合板质量要求

昆仑木业品质管理文件
文件编号:KLMY-QC-03
胶合板类:
胶合板含水率:10%以下。
质量要求:
1.胶合板面皮材质要求为A级(无蓝变、无腐朽、无疤节、无黑水线、无虫眼)。
2.不允许透出芯板缺陷,面皮无色差,板面无透胶现象。
3.胶合板厚度均匀,公差范围在订单标准上±0.25mm。
4.面皮、芯板不允许存在起层、起皮,存在将退货。
5.面皮不允许出现大的裂纹和面皮重叠现象,如有少量裂纹,需腻子修补,但不允许残留。
6.芯板缝隙宽度允许在5mm以下。
7.板面不允许出现硬性弯曲(死弯),顺弯幅度不允许超出
20mm/2440mm。
8.板面砂光细腻(砂光粒度需180#以上),不允许出现漏砂和过度砂(砂光透底)、蚯蚓式砂带纹等现象。