丝杠机械加工工艺标准卡片
滚珠丝杠的加工工艺
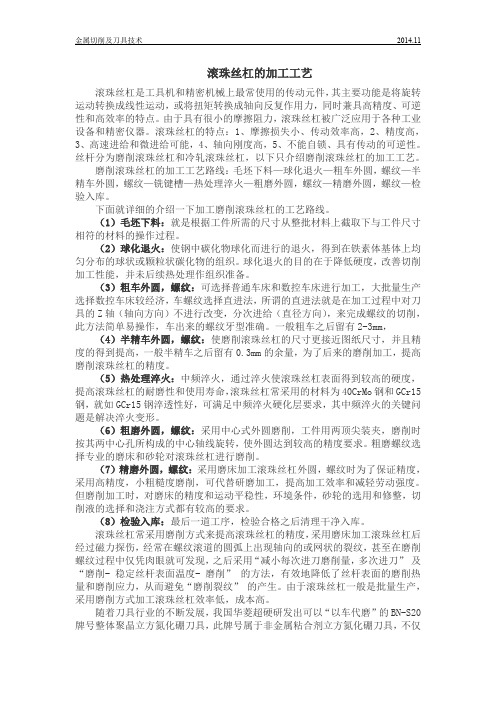
滚珠丝杠的加工工艺滚珠丝杠是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。
由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。
滚珠丝杠的特点:1、摩擦损失小、传动效率高,2、精度高,3、高速进给和微进给可能,4、轴向刚度高,5、不能自锁、具有传动的可逆性。
丝杆分为磨削滚珠丝杠和冷轧滚珠丝杠,以下只介绍磨削滚珠丝杠的加工工艺。
磨削滚珠丝杠的加工工艺路线:毛坯下料—球化退火—粗车外圆,螺纹—半精车外圆,螺纹—铣键槽—热处理淬火—粗磨外圆,螺纹—精磨外圆,螺纹—检验入库。
下面就详细的介绍一下加工磨削滚珠丝杠的工艺路线。
(1)毛坯下料:就是根据工件所需的尺寸从整批材料上截取下与工件尺寸相符的材料的操作过程。
(2)球化退火:使钢中碳化物球化而进行的退火,得到在铁素体基体上均匀分布的球状或颗粒状碳化物的组织。
球化退火的目的在于降低硬度,改善切削加工性能,并未后续热处理作组织准备。
(3)粗车外圆,螺纹:可选择普通车床和数控车床进行加工,大批量生产选择数控车床较经济,车螺纹选择直进法,所谓的直进法就是在加工过程中对刀具的Z轴(轴向方向)不进行改变,分次进给(直径方向),来完成螺纹的切削,此方法简单易操作,车出来的螺纹牙型准确。
一般粗车之后留有2-3mm,(4)半精车外圆,螺纹:使磨削滚珠丝杠的尺寸更接近图纸尺寸,并且精度的得到提高,一般半精车之后留有0.3mm的余量,为了后来的磨削加工,提高磨削滚珠丝杠的精度。
(5)热处理淬火:中频淬火,通过淬火使滚珠丝杠表面得到较高的硬度,提高滚珠丝杠的耐磨性和使用寿命,滚珠丝杠常采用的材料为40CrMo钢和GCr15钢,就如GCr15钢淬透性好,可满足中频淬火硬化层要求,其中频淬火的关键问题是解决淬火变形。
(6)粗磨外圆,螺纹:采用中心式外圆磨削,工件用两顶尖装夹,磨削时按其两中心孔所构成的中心轴线旋转,使外圆达到较高的精度要求。
机械加工工艺过程卡片与工序卡片
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片机械加工工艺过程卡片是根据零件的工艺要求和加工顺序编制的一种工作文件。
它主要描述了零件的加工过程,包括工艺路线、工艺参数、工装夹具、工艺手段以及工艺规程等内容。
该卡片是工序卡片的上层次,对于机械加工车间而言,是指导生产和管理的重要文档。
1.零件加工工艺路线:根据零件的结构特点和工艺要求,确定加工过程中的各个环节和顺序。
包括粗加工、精加工、合理的工序布置等内容。
2.工艺参数:描述了加工过程中一些重要的参数,如切削速度、进给量、切削深度等。
这些参数是确定工件加工质量和生产效率的关键因素。
3.工装夹具:指导机械加工过程中的夹具选择和使用。
包括夹具类型、夹具位置和夹具调整等内容。
4.工艺手段:描述了机械加工中所具备的各种工艺手段,如车削、铣削、钻削等。
并根据具体的工件要求,选择合适的工艺手段进行加工。
5.工艺规程:详细描述了机械加工过程中具体的操作方法和步骤。
包括加工精度要求、刀具选择、刀具切削角度以及刀具切削顺序等内容。
1.指导生产:工艺过程卡片能够对加工过程进行规范化和标准化管理,确保生产过程的准确性和可控性。
2.提高生产效率:通过合理规划和布置加工过程,避免生产中的重复操作和浪费,提高加工效率和生产能力。
3.保证加工质量:工艺过程卡片详细描述了加工过程中的参数和要求,可以及时发现和解决加工中的问题,确保零件的生产质量。
4.节约成本:通过合理设置工艺参数和工装夹具,可以降低加工成本,提高资源利用率。
二、工序卡片工序卡片是机械加工过程中的一种重要记录和指导工具。
它是对机械加工工艺过程卡片的细化和补充,更加具体地描述了每个工序的加工方法、操作顺序和操作要点等内容。
工序卡片的主要内容包括以下几个方面:1.工序顺序:描述了每个工序的顺序和次序。
2.加工设备:说明了该工序需要使用的设备和机床。
3.刀具选择:选择适合于该工序的刀具,并给出刀具的尺寸和规格。
4.工装夹具:描述该工序中使用的夹具类型和夹具的调整方法。
机械加工工艺卡片

编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片
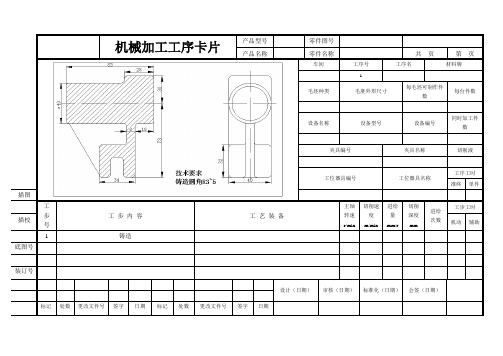
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
机械加工工艺过程卡片

10
设计日期
校对日期
审核日期
标准化日期
会签日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
箱体
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
250×150×160
每毛坯件数
1
每台件数
备注
工
序
号
工序
名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
车端面
1车左端面;2掉头车右端面
车床
三抓卡盘
2
车外圆、倒角
1车左端外圆;2倒角;3车右端外圆;4倒角
车床
三抓卡盘
m/min
mm/r
mm
机动
辅助
1
粗铣分割面
专用工装
1.2
3
2
精铣分割面
专用工装
0.7
2
设计日期
校对日期
审核日期
标准化日期
会签日期
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
箱体
共
3
页
第
2
页
车间
工序号
工序名称
材料牌号
8
粗镗轴承孔
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
备注
工
序
号
工序
名称
工序内容
车
间
工
段
设备
机加工-螺纹杆-工艺过程卡片
第二组
机械加工工艺过程卡片
产品型号
零件图号6产品名称Fra bibliotek小台虎钳
零件名称
螺纹杆
共
1
页
第
1
页
材料牌号
铝合金
毛坯种类
棒料
毛坯外形尺寸
Ф15×95mm
每毛坯件数
1
每台件数
1
备注
(4)车Ф8mm的外圆,保证长度为60mm,倒角
(5)车外螺纹M8-7hmm,长度为50mm
外螺纹车刀、游标卡尺
(6)在Ф9的圆柱中间处切出5×1mm的槽(长度为20mm的中间处)
切断刀、游标卡尺
(7)在93.4mm处切断零件(工件掉头,用三爪自定心卡盘夹紧毛胚Ф9mm圆柱端处),适当车切断面,保证总长度为90mm
90°外圆车刀、切断刀、游标卡尺
3
钻
(1)在Ф13mm的圆柱中间处钻Ф4mm的通孔(长度为10mm的中间处)
金工
立式铣床
钻夹具、钻头
4
锉
(1)修去工件的锐边及毛刺
金工
锉刀
5
检
(1)检验零件尺寸是否达到要求
检
游标卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.
机加工-螺纹杆-工艺过程卡片
(1)车端面,表面光滑即可
三爪卡盘、90°外圆车刀
(2)车Ф13mm的外圆
三爪卡盘、90°外圆车刀、游标卡尺
(3)车Ф9mm的外圆,保证长度为80mm
(4)车Ф8mm的外圆,保证长度为60mm,倒角
(5)车外螺纹M8-7hmm,长度为50mm
外螺纹车刀、游标卡尺
(6)在Ф9的圆柱中间处切出5×1mm的槽(长度为20mm的中间处)
锉刀
5
检
(1)检验零件尺寸是否达到要求
检
游标卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
第二组
机械加工工艺过程卡片
产品型号
零件图号
6
产品名称
小台虎钳
零件名称
螺纹杆
共
1
页
第
1ቤተ መጻሕፍቲ ባይዱ
页
材料牌号
铝合金
毛坯种类
棒料
毛坯外形尺寸
Ф15×95mm
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
下料
棒料Ф15×95mm
金工
.
CA6140车床
切断刀、游标卡尺
2
车
(用三爪自定心卡盘夹紧毛胚一端)
切断刀、游标卡尺
(7)在93.4mm处切断零件(工件掉头,用三爪自定心卡盘夹紧毛胚Ф9mm圆柱端处),适当车切断面,保证总长度为90mm
机械加工工艺过程卡片
工序号 零件号 同时加工工 件数
Ⅳ 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式铣床 安装 工步 安装及工步说明 刀具 量具 游标 卡尺 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
X62
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min 48 1×2 7.25 0.22 300 8 48 4.04 1in
0.023 拉φ 250 花键孔
工序号 零件号 同时加工工 件数
III 0405
拨
叉
1
材料 牌号 HT200 硬度 HBS190~220 设备 名称 卧式内拉床 安装 工步 安装及工步说明 刀具 量具 型号 型式
毛坯 重量 1.0kg 辅助工具
金属型铸件 夹具 专用夹具
L6110
走刀长度 切削深度 进给量 主轴转速 切削速度 基本工时 走刀次数 mm mm mm/r r/min m/min min
1
粗铣槽 80
+0.03
mm
镶齿三面刃铣刀 游标 卡尺
47
1
7
0.15
75
18.84
0.225
2 设计者
精铣槽 80 XXX
+0.03
mm
镶齿三面刃铣刀
45 指导老师
7
1×2 XXX
1
0.04
318
16 共 7 页
0.85 第5页
淮海工学院机电 021
机械加工工艺卡片
工序名称 零件名称 零件重量
0.012 铣 180 槽
丝杆工艺标准规范
“丝杆”零件的加工工艺规程目录一、零件的分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)二、工艺规程设计 (2)2.1确定毛坯的制造形式 (2)2.2基面的选择 (2)2.3制定工艺路线 (2)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (4)2.5确定切削用量及基本工时 (5)参考文献 (7)一、零件的分析1.1零件的作用丝杆:由细长的金属棒制造,表面光洁度很高,是用来将旋转运动转化为直线运动;或将直线运动转化为旋转运动的执行元件,并具有传动效率高,定位准确等特点。
滑动丝杠螺母材料的选用原则可以基于温度条件,运行PV(压力-速度)值,抗磨寿命要求,使用环境,以及成本等因素,例如,可供选用的材料特性包括:从-50℃到+150℃的温度允许范围,高达60,000psi-fpm的可用PV值,可提供5千万英寸累计工作行程的反向间隙消除能力,免维护运行,以及可用于污染和恶劣环境等1.2零件的工艺分析图1-1 proe导出的丝杆零件图1、丝杆的分类机床丝杆按其摩擦特性可分为三类:即滑动丝杠、滚动丝杠及静压丝杠。
由于滑动丝杠结构简单,制造方便,所以在机床上应用比较广泛。
滑动丝杠的牙型多为梯形。
这种牙型比三角形牙型具有效果高,传动性能好,精度高,加工方便等优点。
滚动丝杠可分为滚珠丝杠和滚珠丝杠两大类。
滚珠丝杠和滚珠丝杠相比而言摩擦力小,传动效率高,精度也高,因而比较常用,但是其制造工艺比较复杂。
静压丝杠有许多的优点,常被用于精密机床和数控机床的进给机构中。
其纹牙与规范梯形螺纹牙型相同。
但牙型高于同规格规范螺纹1.5-2倍,目的在于获得好油封及提高承载能力。
但是调整比较麻烦,而且需要一套液压系统,工艺复杂,成本高。
2、丝杆的结构特点及技术要求丝杆是细而长的柔性轴,它的长径比往往很大,一般都在20-50左右,刚度很差。
加上其结构形状比较复杂,有要求很高的螺纹表面,又有阶梯及沟槽,因此,在加工过程中,很容易产生变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
号机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13页第(1)页车间工序号工序名称材料牌号1车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车左端面、保证全长至尺寸硬质合金车刀158 58 0.56 3.15 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(2)页2车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1车右端面、保证全长至尺寸硬质合金车刀158 58 0.56 3.15 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(3)页车间工序号工序名称材料牌号3 打通孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 打孔¢10 麻花钻158 38 0.5 10 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(4)页车间工序号工序名称材料牌号机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(5页车间工序号工序名称材料牌号5 车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车¢52h6外圆,留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 22 车¢50m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 23 车¢40m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 24 车¢39m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 25 车¢35h6的槽完成倒角硬质合金车刀183 57.5 0.26 2.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(6)页车间工序号工序名称材料牌号6 磨外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1702x¢65 1 1设备名称设备型号设备编号同时加工件数磨床M1432A 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨Φ60外圆平行砂轮74.5 45.5 0.05 0.1 22 磨滚珠螺纹大径Φ56 平行砂轮74.5 45.5 0.05 0.1 23 磨M39×1.5—7h螺纹大径平行砂轮74.5 45.5 0.05 0.1 24 磨M33×1.5—7h螺纹大径平行砂轮74.5 45.5 0.05 0.1 25 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮74.5 45.5 0.05 0.1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(7)页车间工序号工序名称材料牌号7 磨滚珠丝杠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1磨滚珠丝杠底槽至尺寸,粗磨滚珠丝杠螺纹,留磨量(三针测量仪M=07.01.60-φ量棒直径Φ4.2),齿形用样板透光检查,去不完整牙,完工后垂直吊放专用车床夹具254 80 0.56 5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(8)页车间工序号工序名称材料牌号8 磨外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数数控车床 1夹具编号夹具名称切削液乳化液工位器具编号 工位器具名称 工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助1 粗磨Φ60外圆平行砂轮 74.5 45.5 0.05 0.1 3 2 磨滚珠螺纹大径10.0056+φ平行砂轮 74.5 45.5 0.05 0.1 2 3 磨M39×1.5—7h 螺纹大径 平行砂轮 74.5 45.5 0.05 0.1 2 4 磨 M33×1.5—7h 螺纹大径平行砂轮 74.5 45.5 0.05 0.1 2 5 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮 74.545.50.050.12设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字日 期标记 处数 更改文件号签字日 期机械加工工序卡片机械加工工序卡片产品型号 零件图号产品名称零件名称共(13)页 第(9)页车间 工序号 工序名称 材 料 牌 号9半精磨滚珠螺纹 9Mn2V毛 坯 种 类 毛坯外形尺寸每毛坯可制件数每 台 件 数1705x ¢65mm 11机械加工工序卡片机械加工工序卡片产品型号 零件图号产品名称零件名称共(13)页 第(10)页车间 工序号 工序名称 材 料 牌 号10磨外圆GCr19Mn2V 5 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 1705x ¢65mm 11设备名称 设备型号 设备编号 同时加工件数 磨床 M1432A1 夹具编号 夹具名称 切削液乳化液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助1 粗磨Φ60外圆 平行砂轮74.5 45.5 0.05 0.1 1 2 磨滚珠螺纹大径10.0056+φ平行砂轮 74.5 45.5 0.05 0.1 2 3 磨M39×1.5—7h 螺纹大径 平行砂轮 74.5 45.5 0.05 0.1 2 4 磨 M33×1.5—7h 螺纹大径平行砂轮 74.5 45.5 0.05 0.1 2 5 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮 74.545.50.050.12设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字日 期标记 处数 更改文件号签字日 期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(11)页车间工序号工序名称材料牌号11 精车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床M1432A 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车M39-LH-7H螺纹成240 50 0.56 0.3 12 精车M33x1.5-LH-7H螺纹成240 50 0.56 0.3 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(12)页车间工序号工序名称材料牌号机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(13)页车间工序号工序名称材料牌号13 去毛刺毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 去毛刺,刷扣头设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。