零部件检验报告
发动机零部件出厂检验报告

尺寸1
内外转子啮合间 隙:0.06-0.17
供方 吉利
外转子、内转子与 供方
5-1
机油泵体端面间
隙:0.035-0.07 吉利
尺寸1
外转子与壳体间 供方
隙:0.057-0.08 吉利
5-2 孔位置
64.5±0.2
供方
吉利
15±0.2
供方
吉利
5-3 孔位置 5-4 油封孔大小
68.5±0.2
17±0.2
4G系列发动机零部件检验报告
供方 填写
吉利 填写
序号
1
零件名称
机油泵总成
图号 JLγ-4G15 供方名称
供方联系人 零部件批次
161101
ቤተ መጻሕፍቲ ባይዱ
零件数量 送货数量
5
物料编码
1920
000001016050764 抽样数量
送检日期
检验项目 外观
送检数量
标准要求
表面无划伤、气孔 、砂眼、毛刺等
供方 吉利
合格
抽样数量
1次/年
合格 合格 合格 合格 合格
合格
满足Q/JL
供方 合格
7 永久性标识 J100003-2009的要
求
吉利
合格
合格
合格
合格 合格
21 定位销孔尺寸
2-Ф90.013
0.028
22
泵体与泵盖之 间的间隙
≤0.1mm
28 总成清洁度
≤4mg
供方检验结论
供方
吉利 供方 吉利 供方 吉利
9.023 0.02 2.6
机油泵运转灵活, 平稳无卡滞现象
供方 吉利
4-1
汽车零部件质量问题报告

汽车零部件质量问题报告
标题:汽车零部件质量问题报告
一、引言:
随着我国汽车工业的快速发展,汽车零部件的质量问题越来越受到关注。
此报告旨在详细分析最近出现的一些汽车零部件质量问题,并提出改进措施。
二、质量问题概述:
1. 发动机部件:部分车辆在行驶过程中,发动机噪音大,动力输出不稳定,这可能是由于发动机部件质量不达标导致的。
2. 刹车系统:一些用户反馈刹车系统反应迟钝,刹车距离过长,可能存在安全隐患。
3. 电子设备:部分车辆的电子设备如导航系统、音响系统等出现故障频率较高,可能与部件质量有关。
三、质量问题原因分析:
1. 生产过程控制不严:生产过程中可能存在操作不当、工艺流程不合理等问题,导致零部件质量下降。
2. 原材料质量不高:如果原材料存在质量问题,那么制成的零部件自然难以保证质量。
3. 质量检测不到位:如果质量检测环节出现问题,可能会让不合格的零部件流入市场。
四、改进措施:
1. 加强生产过程控制:对生产工艺和操作规程进行严格监督和管理,确保每个环节都能按照标准执行。
2. 提高原材料质量:选择信誉良好的供应商,确保原材料质量稳定。
3. 完善质量检测体系:提高检测标准,加大检测力度,确保所有出厂的零部件都达到质量要求。
五、结论:
汽车零部件的质量直接影响到整车的性能和安全性,因此我们必须高度重视并采取有效措施解决这一问题。
希望通过这次质量问题报告,能够引起相关部门的重视,共同推动我国汽车零部件行业的健康发展。
六、附录:
本报告中涉及的具体案例和数据将在附录中提供,供读者参考。
零部件检验报告单

零部件检验报告单随着现代工业的发展,质量管理对于每一个制造企业来说都是至关重要的一环。
而零部件检验报告单作为质量管理的重要记录,更是不可或缺的重要环节。
本文将从以下几个方面来阐述零部件检验报告单的重要性、内容及其作用等。
一、引言零部件既是高品质产品生产的重要原材料,又是制品质量问题的一个重要源头。
因此,在生产制造阶段使用零部件时,逐一检验并保证其质量是必不可少的一环。
而针对检验过程中的检测数据、结果等信息的记录总结,就是零部件检验报告单所要完成的主要内容。
二、零部件检验报告单的概念零部件检验报告单泛指对零部件的生产过程中,各个环节所发生的事情和所得出的结论记录的一种完备、正式结构化文件。
其中,包含了零部件的质量数据、特性、检验结果等信息,用于检验、追溯和确认零部件的质量和质量问题,有利于工厂调整生产计划、改进生产流程,提高产品的质量和追踪问题原因,保证产品的可靠性和质量。
三、零部件检验报告单的主要内容零部件检验报告单主要包括以下内容:1.检验任务的描述:即告诉检测人员被要求检测的零部件是哪个,需要完成如何类型的检查任务。
2.检验数据采集:采用何种检测方法,收集那些数据,数据所包含的意义分析等等。
3.检验结果:显然,在每一张检验报告单中,必须带有对检查结果的详细描述和分析,如PASS或NG,首次不合格、复检次数等等。
4.检验人员信息:检验人员姓名,检验时间,检验数据采集手段等等信息。
5.问题原因分析:如果零部件不合格或出现质量问题,那么在这份报告单中,也会分析不合格的原因,从而避免类似问题的再次发生。
四、零部件检验报告单的作用1.追溯问题假如生产环节中出现问题,检验员可通过查看检验报告单中的检验结果,找出出现问题的关键步骤所在,进而倒推发现原因,从而在发生问题的部位进行修复,避免类似问题的再次发生。
2.动态管理在生产过程中通过检验报告单及时记录检查数据和检查结果,对国内和国际各个阶段、对位的前向和后向检验信息能够做到动态管理,在生产过程中及时地纠正错误或改正不规范的操作行为。
钣金件检验报告范文

钣金件检验报告范文一、引言本次钣金件检验报告主要对产品的钣金件进行检验分析。
钣金件是利用金属薄板经过裁剪、冲压、弯曲、折叠和焊接等工艺形成的零部件。
钣金件广泛应用于汽车、航空、家电等领域,对其质量和性能要求较高。
本次检验旨在确认钣金件的尺寸、表面光洁度和机械性能是否符合设计要求,为进一步工艺优化和产品质量改进提供依据。
二、检验对象本次检验的钣金件产品的机壳外壳,材质为2.0mm冷轧钢板,表面喷涂。
三、检验内容1.尺寸测量:测量钣金件的长度、宽度、高度、厚度等尺寸,与设计图纸进行对比,判断是否符合要求。
2.表面光洁度检测:利用表面光洁度仪对钣金件进行检测,测量其光洁度数值,并与标准要求进行对比。
3.弯曲性能检测:将钣金件进行弯曲试验,检测其弯曲角度和弯曲后是否出现开裂等缺陷。
4.冲压性能检测:对钣金件进行冲压试验,检测其表面是否出现皱褶、裂纹等缺陷。
5.焊接质量检测:对钣金件进行焊接质量检测,检测焊接缺陷、焊缝强度等指标是否符合要求。
四、检验方法1. 尺寸测量:使用数字卡尺进行测量,准确度为0.01mm。
2.表面光洁度检测:使用表面光洁度仪进行测量,按照ISO8503标准进行评级。
3.弯曲性能检测:采用万能试验机进行弯曲试验,设定一定的载荷和弯曲角度,并记录钣金件的断裂载荷和断裂弯曲角度。
4.冲压性能检测:采用冲压设备对钣金件进行冲压试验,观察是否出现皱褶、裂纹等缺陷。
5.焊接质量检测:采用焊缝探伤仪对钣金件的焊缝进行探伤,观察是否出现焊接缺陷。
五、检验结果与分析1.尺寸测量结果如下表所示:测量项,设计要求(mm),实际尺寸(mm),是否合格:----------:,:--------------:,:--------------:,:--------:长度,500,500,是宽度,300,300,是高度,100,99.8,否厚度,2.0,2.1,否从上表可以看出,钣金件的长度和宽度尺寸符合设计要求,而高度和厚度稍有偏差。
Q235零部件检测报告模板
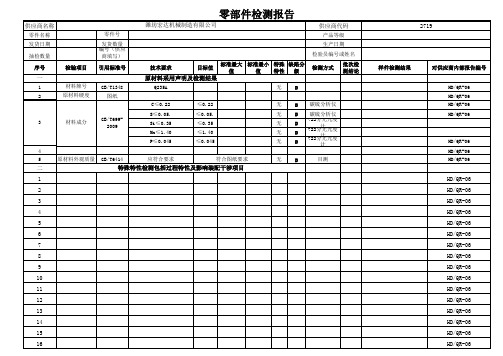
六
1 2
包装及条形码
实际包装方案是否满足潍 Q/WCG015.1 柴包装标准 应满足潍柴要求
编制:
审核:
批准: QR4.6-103
声明:本报告所有数据仅针对样件而言,但样件能够代表本批次质量水平。
零部件检测报告
供应商名称
零件名称 发货日期 抽检数量 序号 检验项目 零件号 发货数量 编号(供应 商填写) 引用标准号 技术要求 目标值 标准最大值标准最小值 特殊 缺陷分 特性 级 无 ≤0.22 ≤0.05. ≤0.35 ≤1.40 ≤0.045 符合图纸要求 无 无 无 无 无 无 B B B B B B B 碳硫分析仪 碳硫分析仪 722分光光度计 722分光光度计 722分光光度计 目测 HD/QR-06 HD/QR-06 原材料外观质量 GB/T6414 应符合要求 HD/QR-06
17 18 19 20 三
1 2 3 4 5 6 7 8 表面硬度 淬硬层 芯部硬度 表面脱碳 金相组织 盐雾试验 探伤 机械特性 目测清洁度 外表面 内表面杂质颗粒 内表面杂质重量 剩磁量 尖角 倒圆 去毛刺 配合表面上的刮 痕和拉伤 高应力区的缺口 (磕碰) 零件永久性标识 Q/WCG012-2 包装 外包装物流T6992009
Si≤0.35 Mn≤1.40 P≤0.045
4 5
二 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
特殊特性检测包括过程特性及影响装配干涉项目 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06 HD/QR-06
机械零件加工出厂检验报告.doc
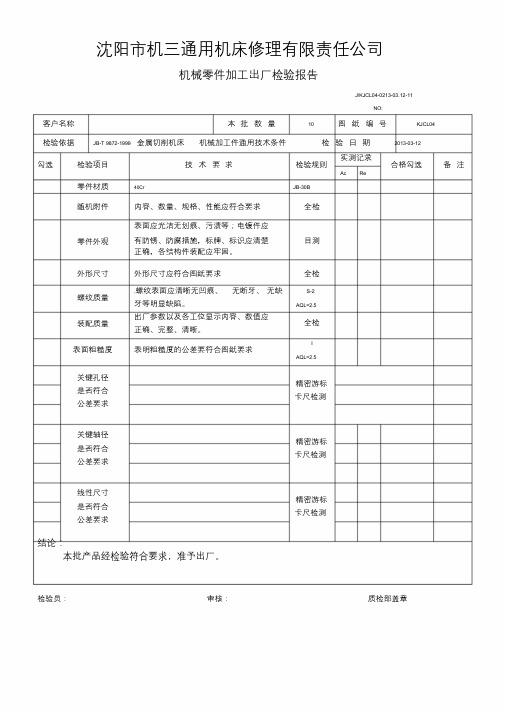
沈阳市机三通用机床修理有限责任公司
机械零件加工出厂检验报告
J/KJCL04-0213-03.12-11
NO:
客户名称本批数量10 图纸编号KJCL04 检验依据JB-T 9872-1999 金属切削机床机械加工件通用技术条件检验日期2013-03-12
勾选检验项目技术要求检验规则实测记录
Ac Re
合格勾选备注
零件材质40Cr JB-30B 随机附件内容、数量、规格、性能应符合要求全检表面应光洁无划痕、污渍等;电镀件应
有防锈、防腐措施,标牌、标识应清楚目测零件外观
正确,各结构件装配应牢固。
外形尺寸外形尺寸应符合图纸要求全检
螺纹质量.螺纹表面应清晰无凹痕、无断牙、无缺
牙等明显缺陷。
S-2
AQL=2.5
装配质量出厂参数以及各工位显示内容、数值应
正确、完整、清晰。
全检
表面粗糙度表明粗糙度的公差要符合图纸要求
I AQL=2.5
关键孔径是否符合公差要求精密游标卡尺检测
关键轴径是否符合公差要求精密游标卡尺检测
线性尺寸是否符合公差要求精密游标卡尺检测
结论:
本批产品经检验符合要求,准予出厂。
检验员:审核:质检部盖章。
机械零件出厂检验报告

机械零件出厂检验报告
概述
本报告旨在详细记录机械零件在出厂前的检验情况,确保其质量符合相关标准和要求。
检验过程由专业检验人员进行,并根据检验结果做出相应的判定和建议。
零件信息
- 零件名称:[填入零件名称]
- 零件型号:[填入零件型号]
- 零件批次:[填入零件批次]
- 生产厂商:[填入生产厂商]
- 检验人员:[填入检验人员]
- 检验日期:[填入检验日期]
检验项目
1. 外观检查:
- 零件表面是否平整、光滑,无明显气泡、裂痕或凹凸;
- 零件的颜色、涂层是否均匀、一致;
- 零件的尺寸、几何形状是否符合设计要求;
- 零件上是否存在锈蚀或污渍。
2. 功能检测:
- 零件是否能够正常运作;
- 零件的操作力度是否合适;
- 零件是否产生异常声音或震动。
3. 材料检验:
- 零件材料是否符合相关标准和要求;
- 强度、硬度等物理性能是否满足设计要求。
检验结果
根据以上检验项目,对零件进行评估得出如下结果:
- 外观检查:零件外观无明显缺陷,符合要求;
- 功能检测:零件操作正常,无异常情况;
- 材料检验:零件材料符合标准,物理性能满足设计要求。
结论与建议
在本次检验中,所检测的机械零件通过所有检验项目,符合质量标准和要求,可以安全投入使用。
建议使用单位妥善保管零件的检验报告,并按照使用说明书正确操作和维护机械零件。
备注
- 本检验报告仅针对所检零件的质量情况,不包含其他因素的评估;
- 如在零件使用过程中出现故障或需要维修,请及时联系制造商或相关售后服务。
发动机零部件质检报告
发动机零部件质检报告发动机是一台机器的心脏部位,也是汽车的动力来源。
发动机的零部件质检报告是对发动机各个零件进行质量检验和评估的结果。
下面是一个发动机零部件质检报告的例子,共700字。
发动机零部件质检报告报告编号:20210001日期:2021年3月15日执行部门:质量检验部一、背景信息被检发动机零部件:某汽车公司生产的XX型号发动机零部件名称:活塞环、连杆、曲轴二、检验目的通过对发动机零部件进行质量检验,确保其符合相关标准和技术要求,保证发动机的正常运行和可靠性。
三、检验内容1. 活塞环1.1 尺寸检验:测量活塞环的内径和外径,检查是否符合设计要求。
1.2 表面质量检验:使用显微镜观察活塞环表面是否存在划痕、缺陷等问题。
1.3 材料检验:对活塞环的材料进行光谱分析,确保其符合相关标准。
2. 连杆2.1 尺寸检验:测量连杆的长度、直径等尺寸,检查是否符合设计要求。
2.2 表面质量检验:观察连杆表面是否存在裂纹、磨损等问题。
2.3 材料检验:对连杆材料进行硬度测试,确保其硬度符合要求。
3. 曲轴3.1 尺寸检验:测量曲轴的长度、直径等尺寸,检查是否符合设计要求。
3.2 表面质量检验:使用探伤仪检测曲轴表面是否存在裂纹等问题。
3.3 材料检验:对曲轴材料进行金相显微组织检查,确认其材料质量。
四、检验结果1. 活塞环尺寸检验结果符合设计要求,内径和外径偏差均在允许范围内。
表面质量检验未发现划痕、缺陷等问题。
材料检验结果显示活塞环的材料成分符合相关标准。
2. 连杆尺寸检验结果符合设计要求,长度和直径偏差均在允许范围内。
表面质量检验未发现裂纹、磨损等问题。
材料检验结果显示连杆的硬度符合要求。
3. 曲轴尺寸检验结果符合设计要求,长度和直径偏差均在允许范围内。
表面质量检验未发现裂纹等问题。
材料检验结果显示曲轴的金相显微组织正常。
五、结论根据对发动机零部件活塞环、连杆、曲轴的质量检验结果,确定其质量符合设计要求和相关标准。