【精品】0102船体构件下料
船体主要构件结构图
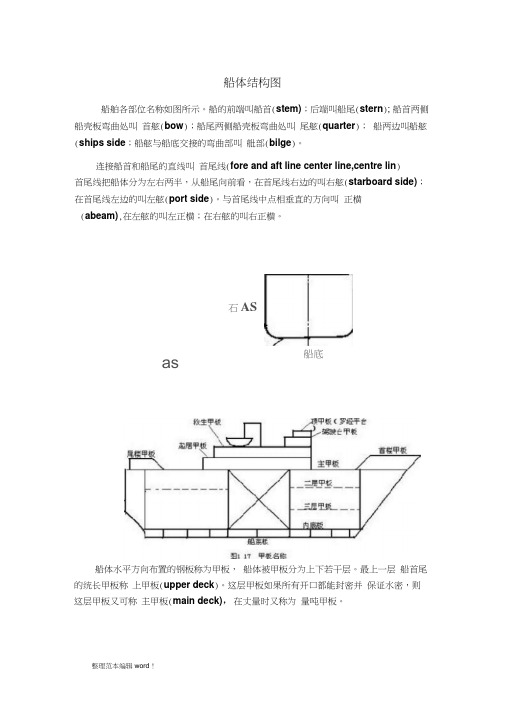
船舶各部位名称如图所示。船的前端叫船首(stem);后端叫船尾(stern);船首两侧船壳板弯曲处叫 首舷(bow);船尾两侧船壳板弯曲处叫 尾舷(quarter); 船两边叫船舷(ships side;船舷与船底交接的弯曲部叫 舭部(bilge)。
连接船首和船尾的直线叫 首尾线(fore and aft line center line,centre lin)
少数远洋船舶在主甲板上还有一层贯通船首尾的上甲板,由于其开口不能保
证水密,所以只能叫 遮蔽甲板(shelter dec)
主甲板把船分为上下两部分,在主甲板以上的部分统称为上层建筑; 主甲板 以下部分叫主船体。
在主甲板以下的各层统长甲板,从上到下依次叫二层甲板、三层甲板等等。 在主甲板以上均为 短段甲板,习惯上是按照该层甲板的舱室名称或用途来命名 的。如驾驶台甲板(bridge deck)、救生艇甲板(life-boat deck)、等等。
首尾线把船体分为左右两半,从船尾向前看,在首尾线右边的叫右舷(starboard side);在首尾线左边的叫左舷(port side)。与首尾线中点相垂直的方向叫 正横
(abeam),左舷的叫左正横;在右舷的叫右正横。
船体水平方向布置的钢板称为甲板, 船体被甲板分为上下若干层。最上一层 船首尾的统长甲板称 上甲板(upper deck)。这层甲板如果所有开口都能封密并 保证水密,则这层甲板又可称 主甲板(main deck),在丈量时又称为 量吨甲板。
0102船体号料工艺

本工艺为公司编制的船体号料的通用工艺,在编制过程中依据《中国造船质量标准》、《船体建造工艺符合》的要求,满足《钢质海船入级与建造规范》,参考其他船厂的有关资料,结合本公司的实际生产情况编制而成。
本工艺由技术部归口本工艺由总工批准一、适用范围适用于各种类型的船舶建造中电脑和手工号料。
二、概述船体零件号料是根据船体放样提供的样板、样棒或草图的外形和尺寸,在板材或型材上画出船体零件的实际形状和标记各种施工符合的过程。
方法:手工号料和数控号料三、号料前准备1、熟悉图纸、船体建造工艺符号2、制作好相关的样板、样棒或草图的外形和尺寸3、相关需要的工具四、号料工艺1、号料前应对钢材、型材的表面铁锈、油污进行清理,检查表面有无缺陷,边缘有无裂缝、分层,质量是否符合建造质量要求。
2、尽可能采用套料法号料,以提高钢材利用率。
3、在同一张钢板上有许多零件时,应尽可能将同一工艺过程或同一图号的零件排在一起,以利套料。
4、边缘平直且质量良好的钢板,划线时可将零件的直线边与之重合,若不平直时,零件划线边缘与钢板边缘应有不小于5~10mm的距离。
5、机械剪切零件在钢板上的排列,应考虑其剪切加工的方便性。
6、钢材的型号、规格必须符合号料样板、草图及零件号料表上的要求,钢板号料后的余量上要标明此钢材的牌号、厚度。
7、在船体零件上应该写清工程编号、零件编码、肋位号或纵骨号。
8、各种线条含义表达清晰,工艺符号正确。
9、号料线条的宽度不大于1mm。
10、横向构件必要时要标明上下、左右、内外等,纵向构件要标明上下、左右、艏艉等。
11、所有字体要按零件在船上的位置正写,以利于装配安装。
12、折边零件应以正扎为原则,以防在样冲点处折角断裂。
13、狭长的T型材腹板号料应划出矫正用的检验直线,以供面板装焊后将该线娇直。
14、凡需经复杂冷弯和热弯的零件,应在号料时作初步划线,留出按工艺规定的加工余量,弯制成型后在按样板作最后划线。
15、对有曲度的内部构件(如肋骨),号料时应划出检查线。
船体型材构件的成形加工

复合加工技术
复合加工技术是指将两种或多种加工技术结合使用的方法 ,包括切削与焊接、切削与磨削等。在船体型材构件的成 形加工中,复合加工技术主要用于复杂构件的加工和修复 ,如大型船体结构的局部修复和加强。
复合加工技术具有加工效率高、材料利用率高、可加工复 杂构件等特点,因此在船体型材构件的成形加工中具有广 阔的应用前景。
热加工技术
热加工技术是指将金属材料加热至一定温度后进行加工的方 法,包括铸造、锻造、焊接等。在船体型材构件的成形加工 中,热加工技术主要用于大型构件的成形和连接,如大型船 体结构的焊接和整体锻造等。
热加工技术具有可加工材料范围广、加工效率高、材料塑性 好等特点,因此在船体型材构件的成形加工中具有重要地位 。
性能和稳定性。铝合金的焊接性能也较好,可以与其他金属材料进行可靠的连接。
04
船体型材构件成形加工工艺流程
下料
下料
根据设计图纸和工艺要求,使用 切割设备将钢板切割成所需的形 状和尺寸。
下料工艺要求
确保切割面平整、无毛刺,切割 尺寸精度高,减少材料浪费。
预处理
矫平与矫直
对钢板进行矫平,确保其平整度,并 进行矫直处理,以满足后续加工要求 。
总结词船体型材构件成形加工需要实现高效率和高度灵活性 的加工,以满足客户的不同需求。通过采用先进的数控加 工设备和柔性制造系统,可以提高生产效率并快速适应市 场需求的变化。
案例三:高强度船体型材构件成形加工
总结词
高精度、高效率
详细描述
高强度船体型材构件成形加工需要采用高精 度和高效率的加工方法,以确保产品的高质 量和短交货期。通过采用先进的数控机床和 热处理技术,可以提高加工精度和生产效率
详细描述
大型船体型材构件通常需要高精度和高质量的加工,以确 保船舶的结构强度和稳定性。加工过程中需要采用高精度 的测量设备和质量控制方法,以确保产品的一致性和可靠 性。
船舶建造流程(3)船体放样号料与钢材预处理

船舶建造流程(3)船体放样号料与钢材预处理船舶建造流程(3)船体放样号料与钢材预处理首先说明船体建造流程1船体放样与号料,就是将设计部门设计的型线图、结构图按比例进行放样展开,以得到船体构件的真实形状和实际尺寸,然后再将这些已经展开的零件,通过样板、图纸()、数控等不同的号料方法,实尺画(割)在钢板或型材(球扁钢、角钢)上。
船体放样和号料目前已全部由手工转为计算机(样板制作依然需手工完成,不过依据的图纸也是由计算机完成的)制作,主要是利用相关生产设计或专门放样得软件进行展开,给出零件套料图(一般以分段为单位,方便后续零件的堆放和转运)、数控切割程序(切割机下料使用)、以及零件加工数据。
一般分为结构线生成、零件生成和套料。
2钢材预处理。
供船体结构使用的板材和型材,由于轧制和运输堆放过程中的各种影响,会产生变形和锈蚀,为保证质量,在切割前需要进行除锈,喷涂车间底漆,矫正,这个过程叫做钢材预处理。
常用的除锈方法有抛丸除锈(使用离心式抛丸机的旋转叶轮将铁丸或其他的磨料高速喷射到钢板的表面使氧化皮和锈斑剥离)、化学除锈(使用某些酸液将氧化皮和锈斑反应掉,应用范围广,可以对铝板等除锈)。
目前常用的除锈和涂漆是由钢材预处理流水线完成的。
钢材预处理流水线是由钢材的除锈、喷漆、烘干等工序形成的自动作业流水线。
钢材预处理流水线的工艺流程:(1)先用电磁吊将钢材吊放到输送辊道上。
(2)辊道以3-4m/min的速度送入加热炉,使钢材温度达40~60℃,目的是去除钢板表面的水份,并使氧化皮、锈斑疏松,便于除去,同时可增加漆膜的附着性。
(3)钢板进入抛丸除锈机,抛丸装置自动地向钢板两面抛射丸粒(丸粒可回收再使用),并用热风除去钢板表面的灰尘。
一般要求除锈等级要达到Sa2.5级,及钢板表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(不包括疵点),但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
船体构件展开
精品PPT
四、 船体(chuán tǐ)构件的展开的 三要素
根据构件(例如外板和纵向构件)在肋骨型线图 上的投影求出其在展开后的真实形状和尺寸。
船体(chuán tǐ)构件展开的方法: ① 准线法 将非可展曲面分割成若干四边形,展平四边形并 以准线加以约束的近似展开法。 ② 撑线法 将非可展曲面分割成若干三角形,依次展开每个 三角形以近似展开曲面的方法。
纵向曲线在一个肋距内 的空间几何关系如图a、b所 示,利用直角三角形(图b, 此三角形称为实长三角形) 可近似求出曲线AB的实长。
精品PPT
跨越数档肋距的曲线(qūxiàn)实长的求法(如图c、d): 1)在肋骨型线图上,用样条录下投影线与各肋骨线交点1′、2′、 3′、4′; 2)以肋距L作肋骨站线; 3)将样条伸直,将上面的1′~4′各点转划到相应的肋骨线上得 1、2、3、4点; 4)将1~4点连成光顺曲线(qūxiàn),即为空间曲线(qūxiàn)实长 线。
精品PPT
(3)中间(zhōngjiān)肋骨弯度
由于船体表面毕竟不是圆柱面,所以,外板展开后各肋 骨线的肋骨弯度是不同的。
展开外板,一般只求出外板中间肋骨的肋骨弯度,当由 中间肋骨向该外板两端(liǎnɡ duān)依次拼接每一肋距间的 展开四边形时,自行产生其它肋骨弯度。
中间肋骨弯度的作图求取方法如图所示。
肋骨弯度:展开图上肋骨曲线与相应法面展 开线(呈直线)间的最大拱度(图中的s)。
精品PPT
(2) 肋骨(lèigǔ)弯度的求法
观察:在一个肋距范Km Km s
L L2K2
s:肋骨弯度;m:肋骨型线图上肋骨线与 其弦线间的准线长度; K:肋骨型线图上相邻 两肋骨线间的准线长度。
船体主要构件结构图

船体主要构件结构图 Revised by Liu Jing on January 12, 2021船体结构图船舶各部位名称如图所示。
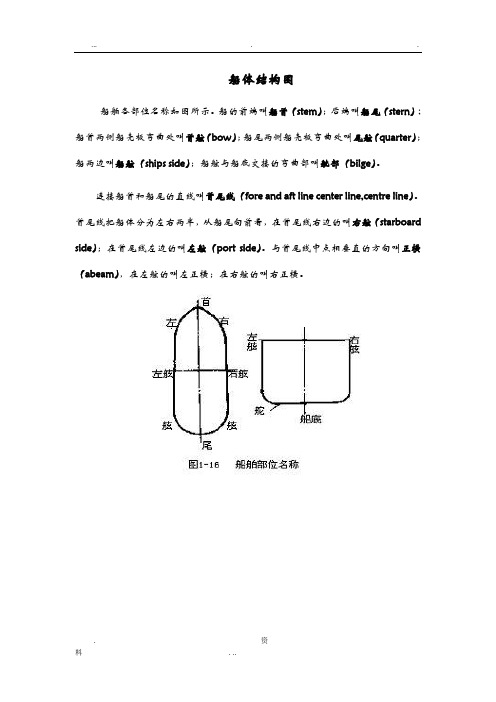
船的前端叫船首(stem);后端叫船尾(stern);船首两侧船壳板弯曲处叫首舷(bow);船尾两侧船壳板弯曲处叫尾舷(quarter);船两边叫船舷(ships side);船舷与船底交接的弯曲部叫舭部(bilge)。
连接船首和船尾的直线叫首尾线(fore and aft line center line,centre line)。
首尾线把船体分为左右两半,从船尾向前看,在首尾线右边的叫右舷(starboard side);在首尾线左边的叫左舷(port side)。
与首尾线中点相垂直的方向叫正横(abeam),在左舷的叫左正横;在右舷的叫右正横。
船体水平方向布置的钢板称为甲板,船体被甲板分为上下若干层。
最上一层船首尾的统长甲板称上甲板(upper deck)。
这层甲板如果所有开口都能封密并保证水密,则这层甲板又可称主甲板(main deck),在丈量时又称为量吨甲板。
少数远洋船舶在主甲板上还有一层贯通船首尾的上甲板,由于其开口不能保证水密,所以只能叫遮蔽甲板(shelter deck)。
主甲板把船分为上下两部分,在主甲板以上的部分统称为上层建筑;主甲板以下部分叫主船体。
在主甲板以下的各层统长甲板,从上到下依次叫二层甲板、三层甲板等等。
在主甲板以上均为短段甲板,习惯上是按照该层甲板的舱室名称或用途来命名的。
如驾驶台甲板(bridge deck)、救生艇甲板(life-boat deck)、等等。
在主船体内,根据需要用横向舱壁分隔成很多大小不同的舱室,这些舱室都按照各自的用途或所在部位而命名,如图1-18所示,从首到尾分别叫首尖舱、锚链舱、货舱、机舱、尾尖舱和压载舱等。
在货舱中两层甲板之间所形成的舱间称甲板间舱(tween deck),也叫二层舱或二层柜。
上层建筑分船楼和甲板室两大类型。
船体主要构件结构图

船体结构图船舶各部位名称如图所示。
船的前端叫船首(stem);后端叫船尾(stern);船首两侧船壳板弯曲处叫首舷(bow);船尾两侧船壳板弯曲处叫尾舷(quarter);船两边叫船舷(ships side);船舷与船底交接的弯曲部叫舭部(bilge)。
连接船首和船尾的直线叫首尾线(fore and aft line center line,centre line)。
首尾线把船体分为左右两半,从船尾向前看,在首尾线右边的叫右舷(starboard side);在首尾线左边的叫左舷(port side)。
与首尾线中点相垂直的方向叫正横(abeam),在左舷的叫左正横;在右舷的叫右正横。
船体水平方向布置的钢板称为甲板,船体被甲板分为上下若干层。
最上一层船首尾的统长甲板称上甲板(upper deck)。
这层甲板如果所有开口都能封密并保证水密,则这层甲板又可称主甲板(main deck),在丈量时又称为量吨甲板。
少数远洋船舶在主甲板上还有一层贯通船首尾的上甲板,由于其开口不能保证水密,所以只能叫遮蔽甲板(shelter deck)。
主甲板把船分为上下两部分,在主甲板以上的部分统称为上层建筑;主甲板以下部分叫主船体。
在主甲板以下的各层统长甲板,从上到下依次叫二层甲板、三层甲板等等。
在主甲板以上均为短段甲板,习惯上是按照该层甲板的舱室名称或用途来命名的。
如驾驶台甲板(bridge deck)、救生艇甲板(life-boat deck)、等等。
在主船体内,根据需要用横向舱壁分隔成很多大小不同的舱室,这些舱室都按照各自的用途或所在部位而命名,如图1-18所示,从首到尾分别叫首尖舱、锚链舱、货舱、机舱、尾尖舱和压载舱等。
在货舱中两层甲板之间所形成的舱间称甲板间舱(tween deck),也叫二层舱或二层柜。
上层建筑分船楼和甲板室两大类型。
所谓船楼是指两侧都延伸至船舷或很接近船舷的上层建筑;甲板室是指两侧不接近舷边的上层建筑。
船体主要构件结构图
船体结构图船舶各部位名称如图所示。
船的前端叫船首(stem);后端叫船尾(stern);船首两侧船壳板弯曲处叫首舷(bow);船尾两侧船壳板弯曲处叫尾舷(quarter);船两边叫船舷(ships side);船舷与船底交接的弯曲部叫舭部(bilge)。
连接船首和船尾的直线叫首尾线(fore and aft line center line,centre line)。
首尾线把船体分为左右两半,从船尾向前看,在首尾线右边的叫右舷(starboard side);在首尾线左边的叫左舷(port side)。
与首尾线中点相垂直的方向叫正横(abeam),在左舷的叫左正横;在右舷的叫右正横。
船体水平方向布置的钢板称为甲板,船体被甲板分为上下若干层。
最上一层船首尾的统长甲板称上甲板(upper deck)。
这层甲板如果所有开口都能封密并保证水密,则这层甲板又可称主甲板(main deck),在丈量时又称为量吨甲板。
少数远洋船舶在主甲板上还有一层贯通船首尾的上甲板,由于其开口不能保证水密,所以只能叫遮蔽甲板(shelter deck)。
主甲板把船分为上下两部分,在主甲板以上的部分统称为上层建筑;主甲板以下部分叫主船体。
在主甲板以下的各层统长甲板,从上到下依次叫二层甲板、三层甲板等等。
在主甲板以上均为短段甲板,习惯上是按照该层甲板的舱室名称或用途来命名的。
如驾驶台甲板(bridge deck)、救生艇甲板(life-boat deck)、等等。
在主船体,根据需要用横向舱壁分隔成很多大小不同的舱室,这些舱室都按照各自的用途或所在部位而命名,如图1-18所示,从首到尾分别叫首尖舱、锚链舱、货舱、机舱、尾尖舱和压载舱等。
在货舱中两层甲板之间所形成的舱间称甲板间舱(tween deck),也叫二层舱或二层柜。
上层建筑分船楼和甲板室两大类型。
所谓船楼是指两侧都延伸至船舷或很接近船舷的上层建筑;甲板室是指两侧不接近舷边的上层建筑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
船体构件下料工艺
一、适用范围
1、适用于船体组装、分段制作前的电脑下料。
2、适用于船体组装、分段制作前的手工下料。
二、工艺内容
1、船体构件下料
船舶构件下料分为电脑数控下料和手工下料
1.1电脑数控下料
1.1。
1电脑结构编程人员接到施工图纸后须先熟悉图纸,发现疑问或差错速与设计
部门联系,切不可不管图纸对错盲目施工。
1.1.2电脑结构编程人员在熟悉图纸的情况下进行结构线布置,全船或某分段需特殊
定义的结构线进行布置。
(结构线定义方法详见HD-船体建造系统-结构子系
统使用说明)
1。
1.3结构线布置完后进行结构零件生成,编程人员应对零件的数量、厚度、材料进行认真核对。
每个分段结构生成结束后在图纸上标明哪些结构为电脑下料,
并与手工下料者交代清楚手工下料构件,避免重复下料。
(结构零件生成编程
方法详见HD-船体建造系统-结构子系统使用说明)
1。
1。
4零件生成后必须对每一块零件外形尺寸进行复查,把零件转换成CAD图形后调到分段图中,若该零件与分段图中所画外形吻合,则零件外形尺寸正确。
这样
校对零件的前提是设计部门所画图形的每根线型均是正确的,并且画图时用1:1来画.
1.1.5数控套料前先对套料结构进行分类,不同等级板材的结构归类后在套料时输入
正确的板材等级号.套料原则上先套大的构件,然后套小构件,尽量利用材料。
1.1.6套料板余料在1㎡以上均应编写余料板号,按板材等级进行余料归类,以便下
次补料或手工下小构件时使用。
余料应由专人管理,由样台统一支配余料,避
免板材流失.
1.1.7套料零件间隙为7mm,切割起始点为左上角,割缝为3mm.因板材下端为固定端,
所以在套料时应注意构件排列,一般容易产生变形的构件放在板材上端,所
有构件应尽量往上靠,不要往固定端靠,防止引起大的变形.
1。
1。
8在号料中要认真字迹要清晰,对切割中有明显缺陷的要进行修复,割渣毛刺清除干净。
验收合格后方可进入下道工序。
表1:数控切割零件尺寸精度要求(mm)
1。
2手工下料
1。
2。
1原则上手工下料的零件为电脑编程不能处理的、以及可用剪刀车剪切的小肘板。
1.2。
2手工下料各种样板与样台型线偏差:标准范围±1.0
结构放样位置线偏差:标准范围±1.0
允许极限±1。
5
结构尺寸偏差:标准范围±1。
0
允许极限±1.5
表1:零件划线尺寸偏差表单位:(mm)
表2:剪切偏差表单位:(mm)
表3:刨、铣边偏差表
1.3结构余量
1.3。
1外板K行板不放余量,A行板至R转角板下口放30mm,R转角板上下各放30mm,R
转角板至舷侧顶板上口各放余量30mm,各行外板每块端接缝口各一头放余量
30mm,大接缝的长端一边放余量50mm,仅嵌装外板两边板口各放余量30mm。
1。
3.2内部构件如中内龙骨、旁内龙骨、中纵、边舱壁、舷侧纵桁,甲板纵桁等靠大接缝的长端处的构件放余量50mm。
2、零件运输及堆放
2。
1零件运输及堆放是造成材料流失的关键,每次补料时一查套料图零件已下过,但怎么找也找不到,往往等补料后或分段造好后才在某个角落里发现。
这样即浪费材料,又延误进度,造成不必要的损失.
2.2每块钢板的零件切割结束移交给运输人员时均应按套料图进行签收,然后进行分类堆放,同时按套料图再次核对零件数量。
若为手工下料零件也应进行登记,零件移交给内场加工人员时也要进行登记,发现遗漏应及时反映,及时补料。
每个环节做到清楚明白,所有登记签收资料应有专人保管,以便备查,登记表中应注明材料堆放流向。