单面板拼版加大方案跟踪表
751 组装工艺监控记录表
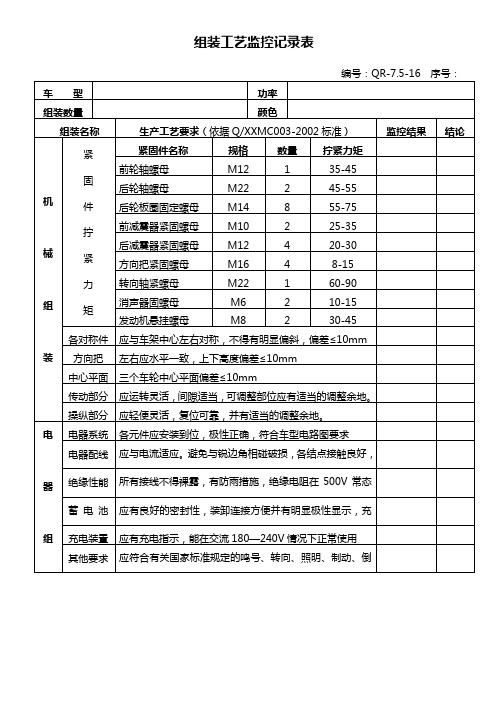
应有良好的密封性,装卸连接方便并有明显极性显示,充放电时不得有渗漏现象。
充电装置
应有充电指示,能在交流180—240V情况下正常使用
其他要求
应符合有关国家标准规定的鸣号、转向、照明、制动、倒车等信号装置。
监控结论:
监控:
日期:
后减震器紧固螺母
M12
4
20-30
方向把紧固螺母
M16
4
8-15
转向轴紧螺母
M22
1
60-90
消声器固螺母
M6
2
10-15
发动机悬挂螺母
M8
2
30-45
各对称件
应与车架中心左右对称,不得有明显偏斜,偏差≤10mm
方向把
左右应水平一致,上下高度偏差≤10mm
中心平面
三个车轮中心平面偏差≤10mm
传动部分
组装工艺监控记录表
编号:QR-7.5-16序号:
车型
功率
组装数量
颜色
组装名称
生产工艺要求(依据Q/XXMC003-2002标准)
监控结果
结论
机
械
组
装
紧
固
件
拧
紧
力
矩
紧固件名称
规格
数量
拧紧力矩
前轮轴螺母
1
35-45
后轮轴螺母
M22
2
45-55
后轮板圈固定螺母
M14
8
55-75
前减震器紧固螺母Βιβλιοθήκη M10225-35
应运转灵活,间隙适当,可调整部位应有适当的调整余地。
操纵部分
应轻便灵活,复位可靠,并有适当的调整余地。
PCB设计要求(手工插件)
贴片板的尺寸尽量掌握在长度 100-300mm 之间,插件板的尺寸必尽量掌握在长度 50-330mm 之 根本原则在进展印制板设计时,应考虑本标准所述的四个根本原则。
1.1 电气连接的准确性印制板设计时,应使用电原理图所规定的元器件,印制导线的连接关系应与电原理图导线连接关系相全都,印制板和电原理图上元件序号应一一对应。
注:如因构造、电气性能或其它物理性能要求不宜在印制板上布设的导线,应在相应文件〔如电原理图上〕上做相应修改。
1.2 牢靠性和安全性印制板电路设计应符合电磁兼容和电器安规的要求。
1.3 工艺性印制板电路设计时,应考虑印制板制造工艺和电控装配工艺的要求,尽可能有利于制造、装配和修理,降低焊接不良率。
1.4 经济性印制板电路设计在满足使用的安全性和牢靠性要求的前提下,应充分考虑其设计方法、选择的基材、制造工艺等,力求经济有用,本钱最低。
1 技术要求 1.1印制板的选用1.1.1 印制电路板的层的选择一般状况下,应中选择单面板。
在构造受到限制或其他特别状况下,可以选择用多层板设计。
1.1.2 印制电路板的材料和品牌的选择1.1.2.1 双面板应承受玻璃纤维板FR-4、CEM-3,CEM-22F ,单面板应承受半玻纤板CEM-11.1.2.2 印制板材料的厚度选用 1.6mm ,双面铜层厚度一般为 0.5 盎司,大电流则可选择两面都为 1 盎司, 单面铜层厚度一般为 1 盎司。
特别状况下,假设品质可以得到确保,可以选择其他厚度的印制板。
1.1.2.3 印制板材料的性能应符合企业标准的要求。
1.1.3 印制电路板的工艺要求双面板原则上应当是喷锡板〔除含有金手指的遥控器板和显示板外〕,单面板原则上假设有机插或贴片工艺原则上也必需是喷锡板〔或辘锡〕,以防止焊盘上的抗氧化膜被破坏且储存时间较长后引起焊接质量受到影响,在相关的技术文件的支持下,可承受抗氧化膜工艺的单面板。
1.2 自动插件和贴片方案的选择双面板尽可能承受贴片设计,单面板尽可能承受自动插件方案设计,应避开同一块板既承受贴片方案又同时承受自动插件方案设计,以免铺张设备资源。
木板安装施工质量逐套验收记录表

木板安装施工质量逐套验收记录表(新)
木板安装工程施工
1. 木板验收时应符合施工图设计文件和相关规范、标准的要求。
2. 木板工程逐套验收可在该套所属单位工程木板安装检验批验收前进行,只要该套具备验收条件即可。
3. 每套住宅应抽查10%自然间(含卫生间、储物间)且不得少于3 间,不足3 间全数检查。
4. 当主控项目的质量经检查全部合格,一般项目允许偏差的合格点率达到80%及以上、不合格点偏差值不超过允许偏差值的 1.5 倍且无严重缺陷,其他一般项目的检查内容项不符合要求的点处不大于 1 处时,该套住宅本逐套验收项目判为合格。
5. 当不合格项偏差大于允许偏差值1.5 倍,或不合格点率超出20%,或在其他一般项目的检查内容中存在不符合要求的点处时,应及时整改、复查并记录结果。
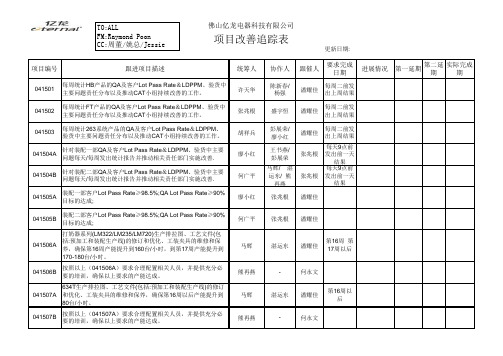
项目改善追踪表 1504
041510
到第14周为止,库存水口料约180T左右,请注塑厂制定水口料削 减计划并每周定期公布水口料的消耗量、库存量走势,以确保 尽快降低水口料的积压,从而减少失败成本的产生。
注塑件次品率、报废率削减计划与改善行动,该项目对公司制 041511A 造成本的控制非常重要,须每周对削减计划的达成情况以及改
634T生产排拉图、工艺文件(包括:预加工和装配生产线)的修订 041507A 和优化、工装夹具的维修和保养,确保第16周以后产能提升到
80台/小时。
041507B
按照以上(041507A)要求合理配置相关人员,并提供充分必 要的培训,确保以上要求的产能达成。
统筹人
许天华 张兆根 胡祥兵 廖小红 何广平 廖小红 何广平 马辉 熊再燕 马辉 熊再燕
041512
每周二前发出上周各部门物料统计分析报告并追踪改善行 动措施报告; 每周五前召开检讨会
杨春华
0403290 1
CJ-263特别移印标贴厂生产/品质追踪
王书燕
协作人
何厂&王 书燕、徐 厂、王厂 、胡经理 &张经理 、符工 陈学明
跟催人
潘耀佳 潘耀佳
要求完成 日期
ASAP
18/4
进展情况
第一延期
张兆根 潘耀佳
湛运东
潘耀佳
第16周 第 17周以后
-
何永文
湛运东
潘耀佳
第16周以 后
-
何永文
TO:ALL FM:Raymond Poon CC:周董/姚总/Jessie
佛山亿龙电器科技有限公司
项目改善追踪表
更新日期:
项目编号
跟进项目描述
由PE总结634T在生产过程出现的所有问题,并组织QE、R&D 041507C 、注塑工程、五金工程对以上问题(电镀件配合问题)进行有
零件质量跟踪检验表

机组Uite:1#
产品名称
DRAWING NAME
PIVOTING RAIL
组件名称
ASSEMBLY NAM
^earthquakePROOFstf忙
零件名称
PART NAME
STRUT PLATE REMOVABLE
零件图号及版本
DRAWING No.a nd Rev.
CCB1132001A_76G001-C
制造有限公司
FvfVjClVl
零件跟踪检验记录表
Dimensional Inspections Record文件编码Doc.CODE:XXXX
页数Page:3/5
机组Uite:1#
产品名称
DRAWING NAME
PIVOTING RAIL
组件名称
ASSEMBLY NAM
^earthquakePROOFstf忙
零件名称
PART NAME
STRUT PLATE REMOVABLE
零件图号及版本
DRAWING No.a nd Rev.
CCB1132001A_76G001-C
;依据公差
' Tolera nee
Welding:ISO 13920 Maehining:ISO 2768 mk-E
材料牌号
GRADE
Q345D
检测结果 合格/不合格con forma nee or noncon forma nee
不符合项编码
NCR No.
修复计划
Repair pla n
备注
Remark
1
115±0.3(左/left)
2
115±0.3(右/right)
工艺改进跟踪记录表

产品编号 工艺研发负责部门
序号 工序/步骤 改进问题
问题原因
工艺改进跟踪记录表
产品名称 工艺研发负责人
制表日期: 项目编号 产品规格 工艺文件编号
计量单位
改进内容/对策 改进意见提出者 拟实施时间 实际实施时பைடு நூலகம் 实施情况 实施取得效果 验收人
总体实施完成情况 意见及建议
经办部门或检查人员签字
批准人:
审核人:
制表人:
说明:本表格主要用于跟踪记录和分析工艺改进方案的实施情况及实际效果,便于工艺研发负责人实时掌控工艺改进进度以及工艺质 量,并对工艺研发项目进行持续改善、不断提高工艺质量。
染厂进度质量跟踪表
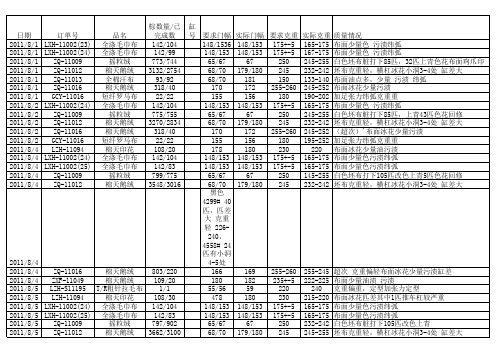
布面少量油渍污渍小洞多 坯布克重偏重 布面冰花转花匹差少量污渍 布面少量色污渍纬弧 布面少量色污渍纬弧 布面小洞克重轻拉印 坯布克重轻横杠冰花小洞3-4处 缸差大 (超次)克重轻布面冰花少量污渍缸差大 坯布克重重加足张力纬弧 布面少量油污渍冰花A2840 深灰色轻花匹差 坯布克重重2#灰漂白待确定 布面冰花轻花匹差少量油污渍 布面少量色污渍纬弧 布面少量色污渍纬弧 布面小洞克重轻拉印 坯布克重轻横杠冰花小洞3-4处 缸差大 布面冰花轻花匹差少量油污渍 (超次)克重轻布面冰花少量污渍缸差大 坯布克重重加足张力纬弧 布面少量油污渍冰花A2840 深灰色轻花匹差 坯布克重重2#灰漂白待确定 布面冰花轻花匹差少量油污渍 布面少量色污渍纬弧 布面少量色污渍纬弧 布面小洞克重轻少量污渍 坯布克重轻横杠冰花小洞3-4处 缸差大 布面冰花轻花匹差少量油污渍 布面油少量污渍纬弧轻花 (超次)克重轻布面冰花少量污渍缸差大 布面少量油渍小冰花轻花 加足张力色裂,克重重轻纬弧 布面冰花匹差少量油污渍 布面少量色污渍纬弧 布面少量色污渍纬弧 布面小洞克重轻少量污渍 打下1匹邮绿色花坯布油点多 坯布克重轻横杠冰花小洞3-4出匹差大
质量情况 布面少量色 污渍纬弧 布面少量色 污渍纬弧 白色坯布脏打下85匹,32匹上青色花布面鸡爪印 坯布克重轻,横杠冰花小洞3-4处 缸差大 布面油点多,少量 污渍 纬弧 布面冰花少量污渍 加足张力纬弧克重重 布面少量色 污渍纬弧 白色坯布脏打下85匹,上青43匹色花回修 坯布克重轻,横杠冰花小洞3-4处 缸差大 (超次)'布面冰花少量污渍 加足张力纬弧克重重 布面冰花少量油污渍 布面少量色污渍纬弧 布面少量色污渍纬弧 白色坯布打下105匹改色上青5匹色花回修 坯布克重轻,横杠冰花小洞3-4处 缸差大 超次 克重偏轻布面冰花少量污渍缸差 布面少量油渍 污渍 克重偏重,定型加张力定型 布面冰花匹差其中1匹推车杠较严重 布面少量色污渍纬弧 布面少量色污渍纬弧 白色坯布脏打下105匹改色上青 坯布克重轻,横杠冰花小洞3-4处 缸差大 超次 克重偏轻布面冰花少量污渍缸差 布面少量油渍污渍 布面冰花匹差其中1匹推车杠较严重 条距1.8-1.9CM布面油渍较严重克重偏重 布面少量色污渍纬弧 布面少量色污渍纬弧 坯布克重轻,横杠冰花小洞3-4处 缸差大 超次 克重偏轻布面冰花少量污渍缸差
M06生产工单进度追踪表

DWG6750-0157HUB
酸洗 皮膜
11
输入壳
M06
智泓
DWG6750-0157HUB
P4 成形
12
输入壳
M06
智泓
DWG6750-0157HUB
P5 冲孔
输入壳
13
M06
智泓 调质
DWG6750-0157HUB
输入壳
14
M06
智泓 磁探
DWG6750-0157HUB
原材 单耗 (g)
486.82
M06
智泓
DWG6750-0157HUB
P3-1 整形
输入壳
6
M06
智泓 球化
DWG6750-0157HUB
7
输入壳
M06
智泓
DWG6750-0157HUB
酸洗 皮膜
8
输入壳
M06
智泓
DWG6750-0157HUB
P3-2 整形
输入壳
9
M06
智泓 球化
DWG6750-0157HUB
10
输入壳
M06
智泓
标准
产能
项目
(pcs)
生产工单号码
3,000
生产工单数量 工单耗材(kg)
实际产量
生产工单号码
生产工单数量
工单耗材(kg)
实际产量
生产工单号码
生产工单数量
工单耗材(kg)
实际产量
生产工单号码
生产工单数量
工单耗材(kg)
实际产量
生产工单号码
生产工单数量
工单耗材(kg)
实际产量
生产工单号码
生产工单数量
工单耗材(kg)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
单面板拼版加大评估方案跟踪表
序号 客户 流程卡号 型号 投单面积 原尺寸 原Pnl面积/㎡ 改后尺寸 后Pnl面积/㎡ 提升率 报废率 更改日期 备注
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
B02 B02 E01 B02 C02
A0909393S
83.24 170.90 249.42 413.10 310.88 801.17 XMSTARTGTD44-KEY-1 370.93 715G3537-1-1-HF 357.71 715G3537-1-1-HF 715.43 TSA-HF103V1.0P-10P 138.79 JL-0859 38.00 JL-0820 31.607 ZY2250C3 27.3 PPW166-A 49.686 HP321F-V1.2-090108 79.775 JL-0630 41.084 C75-2A 715T2956-1 715T2956-1 DSIA7.820.273 715G2892-2-8 C22-6D FSDH321-V3.0B
A06 C13 B02 B02 A06 A01 A01 A02
D11 A06 A01 C02
0908122 0908320 0908553 0908722 0908799 0908079 0908558 0908338 0908095 0908081 0908178 0908651 0908109 A0909017 C0909010
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
8月24日 8月24日 8月24日 8月24日 8月24日 8月24日 8月30日 8月24日 8月24日 8月24日 8月24日 8月25日 8月25日 8月25日
9月5日 9月15日 9月11日
26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
468*248+237*248
0.23 0.23 510*406.6 0.21 510*406.6 0.21 305*436+305*148 0.13 480*420 0.201 406.6*382+406.6*256 0.155 380*525+380*265 0.199 380*525+380*265 0.199 510*340 0.17 540*360+270*360 0.19 510*430 0.22 510*244 0.124 490*285 0.14 487*340+246*340 0.16558 390*406.6+200*406.6 1.16558 500*305 2.16558
0.116 468*248 0.116 255*406.6 0.103 406.6*255 0.103 305*291+305*147 0.08 320*420 0.13 305*265 0.08 260*370+260*185 0.096 260*370+260*185 0.096 340*255 0.0867 270*375 0.1 0.11 255*430 0.062 244*255 368*290+284*244 0.107 255*340 0.0867 204*406.6 1.0867 250*305 2.0867
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
465*496+465*248 465*4103.88% 103.88% 62.50% 54.62% 93.75% 107.29% 107.29% 96.08% 90.00% 100.00% 100.00% 30.84% 90.98% 7.26% 3.78% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!