加工中心高级图纸复习课程
数控加工中心培训课件pptx

根据工件材料、刀具材料和加工要求等因素,通过查表或经验公式计算出合理的 切削速度、进给量和切削深度。在实际加工中,还需根据加工情况进行适当调整 。
02
数控编程技术
手工编程方法及步骤
01
02
03
04
零件图纸分析
确定加工对象、加工要求、工 艺路线等。
编程准备
选择机床、刀具、夹具等,确 定切削用量。
数控加工中心分类
按加工方式可分为铣削中心、车削中心、磨削中心等;按轴数可 分为三轴、四轴、五轴及多轴加工中心。
数控系统组成与工作原理
数控系统组成
数控系统由数控装置、伺服系统、测量反馈装置等部分组成,其中数控装置是 核心部分,负责接收、处理和输出指令。
数控系统工作原理
数控系统通过接收来自编程器的加工程序,经过译码、插补等处理,将加工指 令转换为各轴的位移量,通过伺服系统驱动各轴运动,实现零件的自动加工。
Hale Waihona Puke 坐标系与编程零点设定坐标系
数控加工中常用的坐标系有绝对 坐标系和相对坐标系。绝对坐标 系以机床原点为基准,而相对坐 标系则以当前位置为基准。
编程零点设定
编程零点是工件加工的起始点, 其设定应便于编程和加工,通常 选择工件的某一角或中心作为编 程零点。
切削用量选择与计算
切削用量选择
切削用量包括切削速度、进给量和切削深度。在选择切削用量时,应综合考虑机 床性能、刀具材料、工件材料等因素。
详细阐述设备操作前需要进行的安全检查 项目,如设备状态、刀具、夹具等。
设备运行中安全注意事项
设备停机后安全处理
强调设备运行过程中需要遵守的安全规定 ,如禁止触摸旋转部件、注意切削液飞溅 等。
加工中心编程培训ppt课件

NC指令 移动量
G43 G01 Z0 H01 Z10.1
G43 G01 Z-0 H01 Z-10.1
G44 G01 Z0 H01 Z-10.1
G44 G01 Z-0 H01 Z10.1
2 4
GDGM 2005
数控加工中心编程培训
单元二 加工中心编程指令
数控加工中心编程培训
数控加工中心编程培训
GDGM 2005
数控加工中心编程培训
单元一 单元二 单元三
加工中心编程基础 加工中心编程指令 加工中心编程实例
2
GDGM 2005
数控加工中心编程培训
单元一
加工中心编程基础
一、加工中心的坐标系 二、刀具参数设定 三、加工工艺基础
3
GDGM 2005
数控加工中心编程培训
单元二 加工中心编程指令
五、刀具补偿
(4)建立长度补偿
格 式 : G43/G44 Z_ H_
G43/G44 H_
说明:(1)G43为长度正向补偿;G44为长 度负向补偿。
(2)机床通电后,其自然状态为取消 长度补偿。
( 3 ) 偏 置 号 为 H00~H32 或 H00~ H64。
(4)H00的偏置量固定为0。 (5)长度补偿仅对Z坐标起作用。
6
GDGM 2005
数控加工中心编程培训
单元二 加工中心编程指令
一、与坐标系有关的指令
1、机床原点和工件原点及其设定 2、工件原点的绝对设定指令G92 3、尺寸单位G20、G21 4、绝对值编程与增量编程G90、G91 5、平面选择G17、G18、G19
7
GDGM 2005
数控加工中心培训课件pptx
汇报人:可编辑 2023-12-25
目 录
• 数控加工中心简介 • 数控加工中心的基本操作 • 数控加工中心的操作技巧 • 数控加工中心的安全操作规范 • 案例分析与实践操作
01
数控加工中心简介
数控加工中心的基本概念
01
数控加工中心是一种集成化、高 效率的数控机床,具有加工复杂 零件的能力。
04
龙门式加工中心则适用 于超大型零件的加工, 如航空航天领域的大型 结构件。
数控加工中心的应用领域
数控加工中心在航空制造业中主 要用于飞机零部件的制造和装配
。
在汽车制造业中,数控加工中心 用于发动机、变速器等关键零部
件的制造。
模具行业是数控加工中心的另一 个重要应用领域,用于制造各种
精密模具。
02
坐标系分类
绝对坐标系和相对坐标系;
设定坐标系的方法
手动设定和自动设定;
坐标系设定的注意事项
确保坐标系设定正确,避免出现加工误差。
数控加工中心的刀具选择与安装
刀具选择
刀具管理的注意事项
根据加工需求选择合适的刀具类型和 规格;
定期检查刀具磨损情况,及时更换刀 具。
刀具安装
将刀具正确安装在主轴上,确保刀具 夹紧牢固;
数控加工中心的操作注意事项
注意刀具安全
在操作过程中,应时刻注意刀具的安全,避 免刀具伤人。
注意电源安全
在操作过程中,应注意电源的安全,避免触 电事故发生。
注意工件安全
在操作过程中,应时刻注意工件的安全,避 免工件飞出伤人。
注意防止夹具松动
在操作过程中,应注意夹具的松动情况,避 免因夹具松动而损坏设备或发生意外。
数控加工中心的程序输入与编辑
加工中心课件【2024版】

可以将面板的键分为以下几个部分: (1)软键键 (2)系统操作键 (3)数据输入键 (4)光标移动键和翻页键 (5)编辑键 (6)NC 功能键 (7)电源开关按钮
2、MDI 面板
CRT 为显示屏幕,用于相关数据的显 示,用户可以从屏幕中看到操作数控系统 的反馈信息。MDI 面板是用户输入数控指 令的地方,MDI 面板的操作是数控系统最 主要的输入方式。
Y_ V_
Z_ W_
I_J_ K_ F_ S_ T_ M_
R_
LF顺 序 号准 功 能坐标字进主刀 辅 结 给轴具 助 束 功功功 功 符 能能能 能 合
四、常用指令
(1)准备性工艺指令 1、G00 快速定位 2、G01 直线插补 3、G02 顺时针圆弧插补/螺旋线插补 4、G03 逆时针圆弧插补/螺旋线插补 5、G04 暂停, 确实停止
项目2.3 常用刀具、量具
一、刀具的选择 选择刀具应根据机床的加工能力、工件
材料的性能、加工工序、切削用量以及其他 相关因素正确选用刀具及刀柄。 刀具选择总的原则是:适用、安全、经济。
加工中心上用到的刀具有: ①钻削刀具:小孔、短孔、深孔、攻螺纹、铰孔等 ②镗削刀具:粗镗、精镗等 ③铣削刀具:面铣、立铣、三面刃铣等
2)应定期校验游标卡尺的精准度和灵敏度。 3)游标卡尺使用完毕,用棉纱擦拭干净。长
期不用时应将它擦上黄油或机油,两量爪 合拢并拧紧紧固螺钉,放入卡尺盒内盖好。
(4)千分尺的使用方法
读数时,先读出微分筒左边固定套筒中 露出刻线整数与半毫米数值(微分筒的圆周 上刻有50个等分线,当微分筒转一周时,测微 螺杆就推进或后退0.5mm),接着读出微分筒 上与固定套筒二基线对齐刻线的小数值,然 后将所读整数和小数相加,即为被测零件的 尺寸。
加工中心训练图纸高级
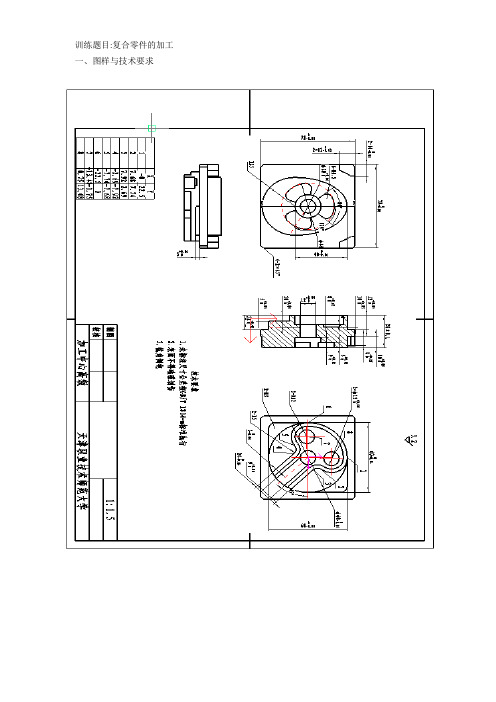
训练题目:复合零件的加工一、图样与技术要求零件立体图 零件图训练要点:1.能够编制平面铣削程序2.能够编制含直线插补、圆弧插补二维轮廓的加工程序3.能够宏程序编制椭圆程序 二、工艺规程设计1. 刀具及切削参数选择选择合理的刀具加工参数,对于金属切削加工能取到事半功倍的效果。
根据加工对象的材质,刀具的材质和规格,从金属切削参数书籍中查找刀具线速度、单刃切削量,确定选用刀具的转速、进给速度,参考切削参数如表1-1:表1-12.工艺规程安排如下:(工艺路线)从图纸分析,零件加工第一次装夹,夹持75mm 的外形加工72 0 -0。
04x72 0 —0。
04mm 方,深10+0.04mm 椭圆与圆相接的外轮廓,深8+0.04 0mm 的两个小突台,深9+0。
04 0mm ø20+0.040mm 的圆槽,深5+0.04 0mm 的三个扇形内轮廓和ø12+0.04 0mm 的通孔。
零件加工第二次装夹,夹持72mm 的外形加工薄壁轮廓外侧深5+0.04 0mm ,薄壁轮廓内侧8+0.04 0mm ,ø60 0 -0。
04mm 的外圆深9+0.04 0mm ,深12+0.04 0mm60 0 —0.04x60 0 —0。
04mm 方和薄壁轮廓内侧深10+0。
04 0mm 的槽,及2—ø12深10+0。
04 0mm 的两个圆槽。
表1-2 零件加工工艺卡刀具 切削速度v (mm/min )每刃进给量f (mm/刃)主轴转速S (r/min ) 进给速度F (mm/min )备注 ø 12mm 立铣刀 60 0.05 1600 200 粗加工 ø8mm 立铣刀30 0.05 1200 240 粗加工 600.052400300精加工三、参考程序表2-2 零件加工程序加工简图程 序说 明25粗铣薄壁轮廓内侧深10+0.04 0mm 的槽 T2 ø8 H02 D02 1200 240 T2 26 粗铣2—ø12深10+0.04 0mm 圆槽 T2ø8 H02 D02 1200 240 T2 27 精铣薄壁轮廓外侧深5+0.04 0mm T2ø8 H02 D02 2400 300 T2 28精铣薄壁轮廓内侧8+0。
加工中心(高)理论知识要点

加工中心(高)理论知识要点职工职业技能考核理论知识要点(加工中心高级工)第一部分:基础知识一、机械制图知识1、三视图、零件图、装配图2、公差与配合二、机械制造工艺知识1、机械加工工艺路线的制定2、基准的选择原则3、加工余量的确定三、工件定位与夹紧1、六点定位原则2、定位基准的选择3、工件装夹的原则四、切削原理知识1、刀具几何角度、刀具材料2、金属切削过程、切削用量的正确选择五、金属材料热处理第二部分:专业知识一、加工中心的基本结构二、加工中心常用刀具的种类和正确选择原则三、数控加工程序的编制四、常见零件的加工方法、检测方法五、孔的加工方法和孔位计算七、加工中心仿真加工1、利用数控加工仿真软件实施加工过程仿真2、加工代码检查与干涉检查八、加工中心日常维护1.加工中心维护管理基本知识、加工中心维护操作规程的制定方法九、加工中心故障诊断1. .加工中心机械故障的诊断方法2.加工中心液压、气压元器件的基本知识及故障的诊断方法3.数控机床电器元件的基本知识.十、加工中心精度检验1.机床几何精度检验内容及方法、切削精度检验内容及方法十一、计算机辅助编程与加工1.实体造型的方法、曲面造型的方法3.有关刀具切入、切出的方法及对加工质量影响的知识4.利用CAD/ CAM软件进行中等复杂程度的实体造型(含曲面造型)十二、平面铣削编程与加工1.平面铣削精度控制方法、加工的编程方法2.平面零件精度检验方法十三、子程序、宏程序功能编程与加工十四、孔系零件编程与加工1.孔加工固定循环的编程方法2.麻花钻、扩孔钻、丝锥、镗刀及铰刀的几何参数的选择3.孔系零件精度检验项目及测量4.孔系零件产生加工误差的主要原因及其消除方法十五、较复杂二维轮廓铣削编程与加工1.较复杂二维节点的计算2.较复杂二维平面轮廓铣削加工的编程3.较复杂二维平面轮廓零件精度检验4.产生加工误差的主要原因及其消除方法。
加工中心中级工、高级工实训教程第4章

课题4 SINUMERIK 802D 系统控制面板操作
图4-23 机床接收外部程序设置
(a) 图4-24 软件传输
(b)
课题4 SINUMERIK 802D 系统控制面板操作
感谢您选用我们的教材,请多提宝贵意见!
图4-22 储存器程序运行
课题4 SINUMERIK 802D 系统控制面板操作 • 4.7.2 DNC自动方式 • 在“自动方式”下程序通过RS232接口把外设的程序输入到控制系统, 然后按“程序启动”后,自动运行程序内容。传输到控制系统的程序名 不能与存储器内的程序名相同,否则无法传输。 • (1)确定传输参数。DNC传输时要确保RS232接口的波特率与传输软件 的波特率一致,否则无法接收。 • (2)在“自动方式”状态设置好机床的接收状态。当完成RS232的设置 后,可按“加工显示”键 ,这时候屏幕中有一个“执行外部程序”的 选择,按对应的软菜单键即可完成机床的接收状态,如图4-23所示。 • (3)软件传输设置在计算机内完成。打开PCIN传输软件找出参数设置 的位置,在V24_INI位置设置好波特率与传输端口,然后光标移到 DATA_OUT的菜单处,选择需要传输的程序再按键盘回车键即可将程序 传输到控制系统,软件传输情况如图4-24所示。
4.1.1 数控系统操作面板 图4-1所示为802D系统操作面板,各功能键介绍如下:
图4-1 802D系统操作面板
课题4 SINUMERIK 802D 系统控制面板操作
课题4 SINUMERIK 802D 系统控制面板操作
课题4 SINUMERIK 802D 系统控制面板操作 • 4.1.2 机床控制面板按键 • 各按键如图4-2所示。
课题4 SINUMERIK 802D 系统控制面板操作
加工中心中级工、高级工实训教程第2章
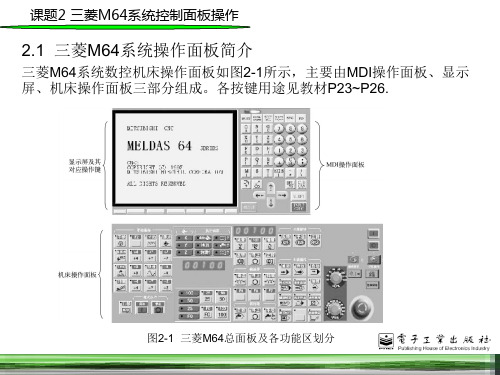
图2-23 加工控制操作顺序
课题2 三菱M64系统控制面板操作 2.5.2 自动传输方式 自动传输方式就是通过机床RS-232串行端口连接计算机进行边传输边加 工。其过程包括设置机床状态、软件设置、加工控制三个部分。 1.设置机床状态(对应设置机床状态操作顺序如图2-24所示)。 (1)在机床操作面板“自动操作区”选择 “连线”。 (2)首次试加工时,在自动操作界面选择 “单段执行”。 (3)按“循环启动”运行程序。由于之前选择“单段执行”,所以按一 下“循环启动”执行一段程序。确认运行正常后取消“单段执行”。
图2-6 输入转速数
2.2.4 坐标轴的移动操作 1.JOG手动方式移动操作 操作步骤如下,对应JOG手动方式移动操作顺序如图2-7所示。 (1)选择JOG操作方式 。 (2)通过“进给速度调整旋钮”调整合理的进给速度。
课题2 三菱M64系统控制面板操作 (3)通过“各坐标轴移动键盘”进行各坐标轴正、负方向的移动。 (4)如按下移动坐标轴,同时选择 “快速移动按键”,则进行快速 移动。 2.手轮方式移动操作 操作步骤如下,对应手轮方式移动操作顺序如图2-8所示。 (1)在“手动操作区域”选择 “手轮操作方式”。 (2)选择移动轴“X”,“Y”或“Z”,关闭选择用“OFF”。 (3)选择移动量:“×1”等于千分之一毫米每格。 “×100”等于百分之一毫米每格。 “×1000”等于一毫米每格。 (4)通过“大转盘”发出脉冲信号使机床移动,其中顺时针为正,逆时 针为负。
图2-4 开机操作顺序图
课题2 三菱M64系统控制面板操作 2.2.2 机床回参考点 通常数控机床均要求在回参考点之后,自动方式及MDI方式才有效。如遇 到超行程报警、紧急停止按钮按下后、重启动NC面板等特殊情况都需要 进行返回参考点操作,以重新建立机床坐标系。 机床回参考点操作步骤如下,对应回参考点操作顺序图2-5所示。 (1)选择手动回参考点模式。 (2)使用快速进给调整旋钮,调整机床回零速度,一般速度不低于100%。 (3)当主轴退回安全位置后,选择+Z轴方向,完成Z轴回参考点。 (4)选择+X、+Y轴,完成X、Y轴回参考点。 4 +X +Y X Y