加工中心练习零件图纸
【机械制造】CAD零件图练习(共10页)

【机械制造】CAD零件图练习(共10页)附加题:综合相关知识,绘制图3所示的传动轴零件图,并将制作好的源文件保存为“3.dwg”。
(50分)(注:如果尺寸看不清楚,可以使用“AutoCAD DWF Viewer”详细查看“素材”文件夹下的“,-3.dwf”文件。
)图3, 要求1. 设置相关图层以及图层特性,图中的文字、尺寸、符号、视图轮廓线、剖面线、中心线等,要放在单独的图层内。
2. 设置相关的尺寸样式、文字样式等,并对各视图精确标注尺寸、公差和技术要求。
3. 数字与字母的字体统一为“gbeitc.shx,gbcbig.shx”;汉字的字体统一为“gbenor.shx,gbcbig.shx”。
4. 标注零件图粗糙度时,需要以属性块的形式进行标注。
5. 配置,3图框并设置相应图纸尺寸的打印页面(所需图框文件为“素材”文件夹下的“A3-H.dwg”)。
附加题:综合相关知识,绘制如下图1所示的蜗轮轴零件视图。
(50分)(注:如果尺寸看不清楚,可以使用“AutoCAD DWF Viewer”详细查看“素”文件夹下的“B-03.dwf”文件。
) 材图1要求1、设置相关图层以及图层特性,图中的文字、尺寸、符号、视图轮廓线、剖面线、中心线等,要放在单独的图层内。
2、设置相关的尺寸样式、文字样式等,并对各视图精确标注尺寸、公差和技术要求。
3、数字与汉字的字体统一为“gbeitc.shx,gbcbig.shx”和“gbenor.shx,gbcbig.shx”。
4、在标注零件图粗糙度时,需要以属性块的形式进行标注。
5、配置A3图框,所需图框文件为“素材”文件夹下的“A3-H.dwg”。
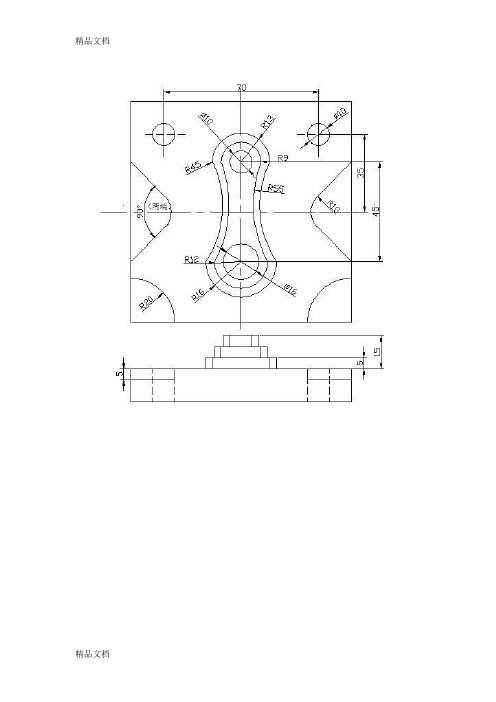
附加题:综合相关知识,绘制下图1所示的连接杆零件系列视图。
(50分)(注:如果尺寸看不清楚,可以使用“AutoCAD DWF Viewer”详细查看“素”文件夹下的“,-03.dwf”文件。
) 材图1要求1、设置相关图层以及图层特性,图中的文字、尺寸、符号、视图轮廓线、剖面线、中心线等,要放在单独的图层内。
数控机床及编程练习图集

数控机床及编程练习册院(部):专业:班级:姓名:学号:作业说明:1. 填写数控加工工序卡片,交作业时随程序页一起提交。
(数控加工工序卡片格式见附页)2. 在图形上注出编程坐标系。
3. 在每条程序段后作注解,说明该段的作用。
4. 程序较长,在“程序编写如下:”中空白预留不够的,可续写在背面,或另附A4打印纸续写。
5. 教师根据教学需要选择题目。
教师批改后,学生须保留单次作业的所有材料。
教师布置完成的所有作业最后需装订成册,统一交教师存档。
最后材料不完整的,作业成绩不合格。
一、数控车削加工编程1.零件材料为Q235,毛坯为φ35x70棒料,试用G90指令编写零件外轮廓加工程序。
程序编写如下:G70、G71指令编写零件外轮廓粗精加工程序。
程序编写如下:写零件外轮廓加工程序。
注意沟槽的车削加工方法。
φ24φ18φ22程序编写如下:4. 零件材料为Q235,未注倒角C1。
毛坯为φ30x80棒料,试分别采用G32、G92、G76指令编写螺纹车削程序。
用G32指令编程如下:用G92指令编程如下:用G76指令编程如下:试编写零件外轮廓粗精加工程序。
试编写零件外轮廓粗精加工程序。
×45°程序编写如下:7. 零件材料为45钢,毛坯为φ60x130棒料,试编写零件外轮廓粗精加工程序。
程序编写如下:8.零件材料为45钢,未注倒角C1。
毛坯外形已锻成接近成品尺寸,毛坯长90,试使用G73指令进行粗车,完成零件外轮廓粗精加工程序。
程序编写如下:试编写零件外轮廓粗精加工程序。
34.5φ24φ22.5φ16.5程序编写如下:试编写零件外轮廓粗精加工程序。
35φ1 0程序编写如下:试编写零件外轮廓粗精加工程序。
程序编写如下:试编写零件的加工程序。
程序编写如下:二、数控铣削加工编程1. 零件材料为45钢,毛坯尺寸100x100x30,底面、顶面及周边轮廓已加工,试编写零件凸台部分的铣削加工程序。
程序编写如下:轮廓已加工,试编写零件凸台部分的铣削加工程序。
最新数控铣练手图纸(经典练习图纸)
可见“体验化消费”广受大学生的欢迎、喜欢,这是我们创业项目是否成功的关键,必须引起足够的注意。
(一)DIY手工艺品的“多样化”
手工艺制品是我国一种传统文化的象征,它品种多样,方式新颖,制作简单,深受广大学生朋友的喜欢。当今大学生的消费行为表现在追求新颖,追求时尚。追求个性,表现自我的消费趋向:购买行为有较强的感情色彩,比起男生热衷于的网络游戏,极限运动,手工艺制品更得女生的喜欢。
在大学生对DIY手工艺品价位调查中,发现有46%的女生认为在十元以下的价位是可以接受;48%的认为在10-15元;6%的则认为50-100元能接受。如图1-2所示
我们大学生没有固定的经济来源,但我们也不乏缺少潮流时尚的理念,没有哪个女生是不喜欢琳琅满目的小饰品,珠光宝气、穿金戴银便是时尚的时代早已被推出轨道,简洁、个性化的饰品成为现代时尚女性的钟爱。因此饰品这一行总是吸引很多投资者的目光。然而我们女生更注重的是感性消费,我们的消费欲望往往建立在潮流、时尚和产品的新颖性上,所以要想在饰品行业有立足之地,又尚未具备雄厚的资金条件的话,就有必要与传统首饰区别开来,自制饰品就是近一两年来沿海城市最新流行的一种。
9、如果你亲戚朋友送你一件DIY手工艺制品你是否会喜欢?
为此,装潢美观,亮丽,富有个性化的店面环境,能引起消费者的注意,从而刺激顾客的消费欲望。这些问题在今后经营中我们将慎重考虑的。
1、购买“女性化”
还有一内设立了一个完全的弹性价格空间:选择饰珠的种类和多少是由顾客自己掌握,所以消费者可以根据自己的消费能力进行取舍;此外由于是顾客自己制作,所以从原料到成品的附加值就可以自己享用。
数控机床及编程:加工中心练习件

1. 图纸一1. 零件毛坯为Φ60的棒料,长度为35,材料为铝材。
所有加工表面3.2加工表面未注公差±0.05图4-1 加工中心训练零件一(四方台)2. 加工采用的刀具参数如表4-1所示。
表4-1 刀具参数表表4-1 加工中心训练所用的刀具参数表当满刀进给时,加工的深度为直径的60%。
3. 工艺安排①用虎钳和V 型铁装夹零件,用百分表找正Φ60的圆后,铣平零件上表面,将零件中心和零件上表面设为G54的原点。
②加工路线是:粗铣43×43的四方台面→钻中心孔→钻Φ7.8孔→铰Φ8H7孔→精铣43×43的四方台面→精铣Φ59.5的工艺台阶。
手工编程参考答案:方料50×50mm铝料;刀具:Φ12mm粗铣刀;Φ8mm精铣刀;Φ6mm钻头。
目标:1、铣深为9mm的轮廓;2、铣深为5mm的圆孔;3、钻深为16.5mm的Φ6mm的孔四个。
程序:O40;G90 G54 G00 X0 Y0 S600 M03; G43 Z100. H01;X-35. Y25.;Z5.;G01 Z-2. F80;X35.;Y17.;X-35.;Y9.;X35.;Y1.;X-35.;Y-7.;X35.;Y-15.;X-35.;Y-23.;X35.;G00 Z100.;X0 Y0;M30;O41;G90 G54 G00 X0 Y0 S600 M03;G43 H01 Z100.;(粗铣:H01;半精铣,精铣:H02) X-35.;Z5.;G01 Z-5. F50.;G41 X-30. Y-10. D01;G03 X-20. Y0 R10. F100;G01 Y20. R6.;X0;G03 X15. I7.5 J15;G01 X20.;Y-20. R6.;X-13.;X-20. Y-14.;Y0;G03 X-30. Y10. R10.;G40 G01 Y0;G00 Z100.;X0 Y0;M30;O42;G90 G54 G00 X0 Y0 S600 M03;G43 Z100. H02;Z5.;G01 Z-5. F30;G41 X2. Y-8. F100 D01;G03 X10. Y0 R8.;I-10. Y0;X2. Y8. R8;I-10. Y0;X2. Y8. R8.;G40 G01 X0 Y0;G00 Z100.;M30;O43;G90 G54 G00 X0 Y0 S600 M03;G43 Z100. H03;G99 G83 X12.Y12. Z-16.5 R5. Q2. F60; X-12.;Y-12.;G98 X12.;G80 X0 Y0;M30;加工中心练习课:第一讲:第一章图纸确定起刀点浪费时间了,手写程序;第二讲:第二章图纸,中级工试题手写程序,带子程序的,不带子程序的。
数控车床加工件零件图及编程程序

加工件1:根据下图零件,按GSK-980T数控系统要求编制加工程序。
刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。
编程参考1O 1001 ;说明:N10G50 X50 Z100 ;以换刀点定位工件坐标系N20M3 S560 ;启动主轴N30T0101 ;换1号刀N40G0 X25 Z2 ;快速移动到加工出发点N50G71 U0.8 R0.5 ;执行外圆粗加工循环N60G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/minN70G0 X0 ;轮廓加工起始行N80G1 Z0 F30 ;精加工进给量30N90G3 X10 Z-5 R5 ;N100G1 Z-15 ;N110X18 W-10 ;N120W-7 ;N130X21 ;N140X23 Z-33 ;N150Z-45 ;轮廓加工结束行N160G70 P70 Q140 ;执行精加工循环N170G0 X50 Z100 ;回换刀点N180T0404 ;换4号切断刀N190G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量N200G1 X12 F15 ;N210G0 X25 ;N220Z-40 ;N230G1 X0 F10 ;切断,进给量10mm/minN240G0 X50 ;N250Z100 M5 ;回换刀点,停主轴N260T0100 ;换回基准刀N270M30 ;结束程序%加工件2:下图为待加工零件,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
编程参考2O 1002 ;说明:N10G50 X50 Z100 ;以换刀点定位工件坐标系N20M3 S560 ;启动主轴N30T0101 ;换1号刀N40G0 X25 Z2 ;快速移动到加工出发点N50G71 U0.8 R0.5 ;执行外圆粗加工循环N60G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/minN70G0 X4.307 ;轮廓加工起始行N80G1 Z0 F30 ;精加工进给量30N90G3 X8.268 Z-1.722 R2 ;N100G1 X12 Z-15 ;N110W-5 ;N120X14 ;N130G2 X23.5 Z-30 R15 ;N140Z-45 ;轮廓加工结束行N150G70 P70 Q140 ;执行精加工循环N160G0 X50 Z100 ;回换刀点N170T0404 ;换4号切断刀N180G0 X26 Z-36 ;定位切槽起点N190G1 X18 F10 ;切槽N200G4 X4 ;槽底暂停4秒N210G0 X26 ;N220Z-40.1 ;定位切断起点,留0.1mm余量N230G1 X12 F15 ;N240G0 X20 ;N250Z-39 ;退刀至倒角起点N260G1 X16 Z-40 F10 ;车尾端倒角N270X0 F10 ;切断,进给量10mm/minN280G0 X50 Z100 ;N290M5 ;回换刀点,停主轴N300T0100 ;换回基准刀N310M30 ;结束程序%加工件3:工件如下图所示,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,60°螺纹刀装在3号刀位,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
中职数控车床练习系列图纸
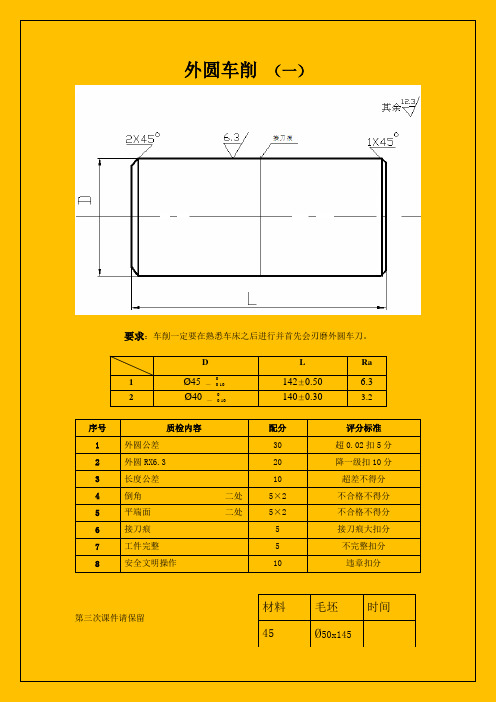
要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控编程零件图

用CAD绘制零件图1张(附在目录之前),零件材料:棒料注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,如外轮廓、退刀槽、倒角等,仿真出精加工路线。
2、箱盖零件:用CAD绘制零件图1张(附在目录之前)材料为45号钢。
注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程。
平面铣削部分不需要仿真。
注:在数控工艺分析时须全面分析;在数控编程时可只选取主要部分进行编程,如内外轮廓、凸台等。
用CAD绘制零件图1张(附在目录之前),零件:棒料注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,如外轮廓、退刀槽、倒角等,仿真出精加工路线。
4、铣类零件:用CAD绘制零件图1张(附在目录之前)材料为45号钢。
注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程。
用CAD 绘制零件图1张(附在目录之前),零件材料:棒料注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,如外轮廓、退刀槽、倒角等,仿真出精加工路线。
6、箱盖零件:用CAD 绘制零件图1张(附在目录之前) 材料为45号钢。
注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,仿真出外轮廓、8字形凹坑。
平面铣削部分不需要仿真。
1.61.61.61.6用CAD绘制零件图1张(附在目录之前),零件材料:棒料注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,如外轮廓或内轮廓等,仿真出精加工路线。
8、底座零件图用CAD绘制零件图1张(附在目录之前),材料为45钢,坯料尺寸260*130*20。
注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,如外轮廓、台阶面、圆孔等,仿真出精加工路线。
9、轴套零件图用CAD绘制零件图1张(附在目录之前),零件:棒料注:在数控工艺分析时须全面分析(从毛坯到成品);在数控编程时可只选取主要部分进行编程,如外轮廓或内轮廓等,仿真出精加工路线。
(完整版)钳工实习练习图

宝蝶形锉配图
加工步骤:
1、将坯料加工成(60×60)±0.02㎜,平行度和垂直度均达到图样要求。
2、划线、将件1料从坯料上锯下,按件1要求加工,完成15和90°并保证对称度要求。
3、加工件2,完成30及其他配合尺寸,用件1对件2修配,达到配合尺寸要求。
4、划钻孔线,完成钻孔、铰孔和攻螺纹等。
5、去毛刺,清理铁屑,用M6螺钉装配好工件,装配后的大平面平面度不超过0.04㎜。
加工步骤:
1、检查坯料,并按图样要求先加工出甲、乙件的外形尺寸(42×42)和(60×60),相关的形位误差和表面粗糙度橡塑要达到技术要求。
2、划出甲、乙加工位置线,并检查划线质量。
3、加工件甲,先锯下一角,锉削加工达到尺寸24和形位误差的要求后,再锯下另一角,同样完成锉削加工要求,且表面粗糙度达到要求,内直角处清角棱线清晰。
4、加工乙件,可先完成3个孔的底孔的钻削;再打排孔去除余料,依靠件乙的外形基准,进行尺寸控制加工,然后以件甲配锉修整件乙;锉配达到要求后,完成锪孔、铰孔、攻丝。
5、去除毛刺,清除铁屑。
加工步骤:
加工步骤与锉配8字形体相似。
凸凹V形全封闭锉配
燕尾锉配
凸凹V形锉配
凸凹燕尾锉配
三角形、四边形组合锉配
三角形、四边形变位组合锉配。