JIS G3141-2005 冷轧碳素薄钢板和钢带 中文版
日本工业标准JIS Z 3141(STEEL)
日本工业标准JIS Z 3141-1994冷轧钢板及钢带1.适用范围本规格规定以冷轧机制造的冷轧钢板及钢带(以下称钢板及钢带),并包括磨光钢带(宽度未满于500mm的冷轧钢带)及由磨光钢带被剪断的钢板。
2.用词的含义本规格所用的用词的含义如下:(1)钢板为冷轧成平的钢,以平板状供应者;(2)钢带为冷轧成平的钢,以卷板状供应者。
3.种类及记号钢板及钢带为表1的3种类,再加如表2及表3的调质区分以及表面加工区分证抗拉试验值或埃里克森值的某一方或其两方时,应在种类记号的末尾加T为S PCT;2、3种的标准调质的钢板及钢带,如有订货者指定,要保证非时效性时,在种类记号的末尾加N为SPCEN。
4、机械性能4.1抗拉强度、伸长及非时效性标准调质及退火状态的钢板及抗拉强度、伸长以及非时效性,均按表4所示:2.关于厚度未满0.60mm,原则上省略抗拉试验;3.此表适用于宽度大于30mm;4.3种的标准调质钢板及钢带,有非时效性的指定时,应在制造厂出厂后6个月内,要保证非时效性,非时效性指在加工时,不发生拉伸应变的性质而言;5.括弧里的单位及数值(除1种的上段)是根据国际单位系(S1),付记以供参考。
4.2埃里克森值标准调质及退火状态的钢板及钢带的埃里克森值,如订货者有要求时,要进行埃里克森试验来代替抗拉试验,或除抗拉试验外进行埃里克森试验,并其值应大于表5所示。
则以内插法来归纳为小数点以下1位;2、适用于3个试验值的平均。
4.3硬度 1/8硬质、1/4硬质、1/2硬质及硬质的钢板以及钢带的硬度,均按表6所示。
4.4弯曲钢板及钢带按表7规定进行弯曲时,也不得在其外侧发生裂伤。
但1/8硬质、1 /4硬质及1/2硬质的钢板以及钢带,由订货者要求时适用。
5.1钢板及钢带,无特殊指定时要涂油。
5.2钢板及钢带,不得存在如孔、分层、其他根据用途在实用上有害的缺陷,但除孔、分层以外的缺陷,原则上适用于钢板及钢带的单面(1)。
JIS G3141冷轧钢板及钢卷
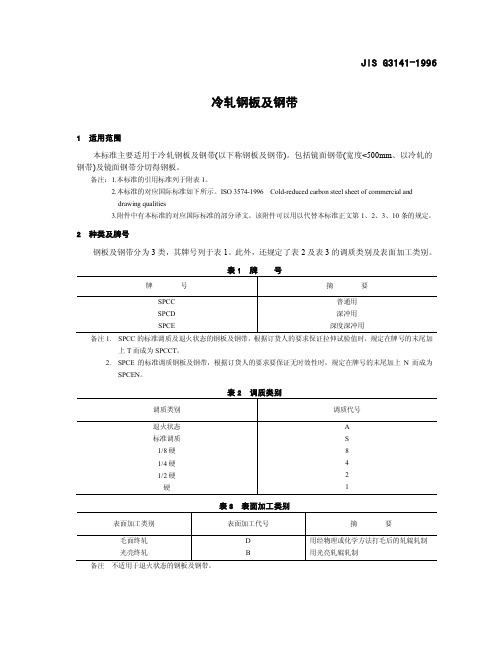
UDC 669.14-41 JIS G 3141冷轧钢板及钢卷JIS G 3141-1996平成8年2月1日修改日本工业标准调查会审议(日本规格协会发行)日本工业标准JIS日本工业标准JIS冷轧钢板及钢卷G3141-1996Cold reduced carbon steel sheets and strip1. 适用范围:该标准适用于冷轧钢板及钢卷(以下简称为钢板和钢卷)也包括抛光钢卷(宽度在500MM以下的冷轧钢卷)以及将抛光钢卷剪切而得的钢板。
备注1、该标准所引用的规格见附表1所示。
2、该标准所对应的国际标准如下:ISO.3574-1986 Cold- reduced carbon steel sheet of commercial and drawing qualities.(冷轧钢板商业及拉制质量)3、该标准所对应的国际标准的一部分译文见附件所示。
该附件内容可以取代本标准正文的1.2.3.和10。
2. 种类和记号:钢板和钢卷的种类有3种。
种类的记号按表1所示,另外还分别由表2和表3进行调质区分和表面加工的区分。
:1. SPCC标准调质及只进行的钢板及钢卷,如用户要求保证抗拉试验值时,在种类记号的后面加上T为SPCCT。
2. SPCE的标准调质钢板及钢卷,如用户要求保证非时效性时,在种类记号的后面加上N,为SPCEN。
第1页第2页G 3141--19963. 机械性质.3.1 抗拉强度,延伸率及非时效性:标准调质及只退火的钢板及钢卷要进行第10项试验,其抗拉强度,延伸率及非时效性见表1所示。
备注:1. SPCC原则上抗拉试验值不适用。
但是,当购买者要求时(SPCCT)就采用括弧内的数值。
2. 当厚度在0.6MM以下时,原则上不做抗拉试验。
3. 该表适用于宽度在30MM以上的产品。
4. SPCE标准调质钢板和钢卷当指定要非时效性,(SPCEN),在产品出厂后的6个月中,保证非时效性。
3.2. 硬度:1/8硬质,1/4硬质,1/2硬质及硬质钢板和钢卷,要做第10项试验,其硬度如表5所示。
北京首钢冷轧薄板有限公司产品手册中英对照

The Pickling Line adopts the most advancedtechnique-Turbulence Pickling Technology with pickling process modelin the world.The acid spurtsfrom twosides of the acid tankand formstrong acid turbulence in the tank. There are many advantages oftheTurbulence Pickling Technologyasshorttime,better effect, economic and better surface quality.
轧机机组采用五机架全六辊CVCPLUS轧机,配有中间辊、工作辊弯辊系统,中间辊窜辊系统和第五机架分段冷却系统,压下能力大,板形控制能力强,尺寸控制精度高,保证了高端产品的尺寸精度和板形要求。
The cold-rolling line adopts5-Stand CVCPlus6mill,which has intermediate rollsand work rollsbending system, intermediate rollsshifting system and piecewise cooling system for the fifth stand.It has getgreater pressability, strong controllingabilityof strip shapetoassure the needsof sizesprecisionand shape controlling forhigh end products.
09-153 JIS G 4051-2005(汉).
JIS机械用碳素结构钢JIS G 4051:2005(JISF)2005年8月20日修订日本工业标准调查会审议(日本标准协会发行)根据著作权法规定,不得擅自复印或转载。
G 4051:2005日本工业标准调查会标准部钢铁技术专业委员会人员构成表姓名工作单位(委员长)木原谆二日本大学(委员)大河内春乃东京理科大学大桥守新日本制铁株式会社小泽宏一 JFE钢铁株式会社锻地楯生财团法人日本海事协会加藤硕不锈钢协会国府胜郎首都大学东京近藤良太郎社团法人日本电机工业会佐久间健人独立行政法人大学评价/学位授予机构三宫好史社团法人日本钢铁联盟中岛将文社团法人日本铁路设施协会长濑忍高压气体保安协会福永规住友金属工业株式会社山内学株式会社神户制钢所主管大臣:经济产业大臣 1965年7月1日制定 2005年8月20日修订政府公报公布:2005年8月22日草案编制人:社团法人日本钢铁联盟(〒103-0025 东京都中央区日本桥茅场町3-2-10钢铁会馆内 TEL:03-3669-4826)审议部门:日本工业标准调查会标准部(部长:二瓶好正)审议专业委员会:钢铁技术专业委员会(委员长:木原谆二)如对本标准有意见或疑问,请与上述草案编制人或经济产业省产业技术环境局基准认证部门产业基础标准化促进室联系(〒100-8901 东京都千代田区霞之关1-3-1)。
根据工业标准化法第15条的规定,日本工业标准在至少经过5年的时日内,由日本工业标准调查会审议,并很快做出批准、修订或废止的决定。
根据著作权法规定,不得擅自复印或转载。
G 4051:2005前言本标准是按照工业标准化法第14条适用的第12条第1项规定,由社团法人日本钢铁联盟(JISF)备齐工业标准草案并提出应该修改日本工业标准的提议,经日本工业标准调查会的审议,由经济产业大臣修改而成的。
因此,原来的JIS G 4051:1979版本已被修改,变更为本标准。
为了将日本工业标准与国际标准相对比进而编制出符合国际标准的日本工业标准,同时为了便于提出基于日本工业标准的国际标准草案的提案,在修订过程中,以ISO 683-I:1987,Heat-treatable steels, alloy steels and free-cutting steels—Part I: Direct-hardening unalloyed and low-alloyed wrought steel in form of different black products 及ISO 683-II:1987, Heat-treatable steels, alloy steels and free-cutting steels—Part II: Wrought case-hardening steels为基础,对本标准进行了修订。
图纸技术要求

图纸技术要求(冷轧板喷涂件图纸技术要求)1.基础材料性能应符合:JIS G3141-2005《冷轧碳素薄钢板和钢带》的要求,制件特性应符合JB/T 4378.2-1999《金属冷冲压件通用技术条件》相应图纸技术要求(除外观);2.喷涂件涂层性能应符合GB/T21776-2008《粉末涂料及其涂层的检测标准指南》的要求;3.未注冲裁圆角为R2.0,未注弯曲内圆角为R0.5;4.未注尺寸公差应符合GB/T13914《冲压件尺寸公差》(6)级要求;5.外观颜色应符合公司规定的色板编号及颜色名称的要求,并符合色板要求;图纸技术要求(镀锌板非喷涂件)1.电镀锌板材料性能应符合GB/T15675-2008《连续电镀锌、锌镍合金镀层钢板及钢带》的要求;2.未注冲裁圆角为R2.0,未注弯曲内圆角为R0.5;3.未注尺寸公差应符合GB/T 13914《冲压件尺寸公差》(6)级要求;图纸技术要求(弯曲配管的技术要求)1.配管材料应符合GB 1527-2006《铜及铜合金拉制管》的要求;2.未注直线和角度尺寸公差应分别符合GB/T1804-c和GB/T1804-v;3.未注弯曲半径R= ,弯曲处压扁率<15%;4.成品应用塑料包装袋封装,并能防尘、防潮;5.弯曲配管在加工过程中只允许使用不含氯元素的挥发油、脂润滑油或碱性清洗剂;清洗时不能让其接触到带氯元素的清洗剂(如盐酸等);图纸技术要求(直配管)1.配管材料应符合GB 1527-2006《铜及铜合金拉制管》的要求;2.未注直线尺寸公差应符合GB/T1804-c;3.成品应用塑料包装袋封装,并能防尘、防潮;4.直配管在加工过程中只允许使用不含氯元素的挥发油、脂润滑油或碱性清洗剂;清洗时不能让其接触到带氯元素的清洗剂(如盐酸等);图纸技术要求(高、低压阀组件)1.焊接时,有定位的以定位点为插入深度限制点、无定位的以扩(缩)口限位为插入深度进行焊接;2.各焊口应光滑,无虚焊、漏焊、焊堵等缺陷;3.组件焊好后,不得有明显变形、弯曲,应满足图纸中装配尺寸要求;4.未注直线和角度尺寸公差应分别符合GB/T1804-c和GB/T1804-v;5.焊接时,必须将高、低压阀需保护部分放置在水箱中,并完全浸没在50℃以下水中(直观感觉是手能放进水中不感觉到烫)才能焊接接口,焊接完的阀体必须在水中停留3-5秒钟,保证阀体不烫手;6.成品应干燥后使用塑料包装袋封装,并能防尘、防潮;7.图示箭头方向为单向阀导通方向;(仅适用有单向阀的组件)8.所有管类零件,在加工过程中,不能让其接触到带氯元素的材料(如盐酸等);图纸技术要求(普通管路焊接)1.焊接时,有定位的以定位点为插入深度限制点、无定位的以扩(缩)口限位为插入深度进行焊接;并且充氮保护;2.各焊口应光滑,无虚焊、漏焊、焊堵等缺陷;3.配管焊接完毕后,允许整形,但不得有明显变形、弯曲,应满足图纸中装配尺寸要求;4.未注直线和角度尺寸公差应分别符合GB/T1804-c和GB/T1804-v;5.成品应使用塑料包装袋封装,并能防尘、防潮;6.所有管类零件,在加工过程中,不能让其接触到带氯元素的材料(如盐酸等);图纸技术要求(总装图纸技术要求)1.各零件、部件应安装牢固,焊接时以扩(缩)口或定位点限位为插入深度, 并且要充氮保护;2.各零件、部件的焊口应无泄漏、虚焊、焊堵等现象;3.各零件、部件之间整形后或采取设计要求的防护措施(如管件间增加橡胶垫、防振胶、软质PVC等)后无互相碰撞、摩擦等缺陷;4.系统的冷媒泄漏量不大于2克/年;5.焊接时应确保配管与焊接管口的同轴度,配管焊接完毕后,允许整形,但各零部件不得有明显变形、弯曲;且满足制冷系统总图的方向;6.所有管类零件在装配过程中,不能让其接触到带氯元素的材料(如盐酸等);7.所有管类零件在装配过程前必须检验,与图纸不符的所有管类零件不得上线生产;8.配重块和防振胶必须按照图纸标注的尺寸和角度装配;9.该机组执行的标准GB/T 21363-2008。
jis g3141-2005 英文版 冷轧钢板和钢带

免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
免费标准网()
免费标准网() 无需注册 即可下载
免费标准网()
The Standard is downloaded from Standard Sharing 免费标准网() 无需注册 即可下载
JIS G3141-1996冷轧钢板及钢带
宽 ≥630~<1000 ±0.020 ±0.020 ±0.025 ±0.030 ±0.040 ±0.045 ±0.05 ±0.05 ±0.06 ±0.07 ±0.08 ±0.09 ±0.10
表 10
宽 <1250 ≥1250 度
宽度允许偏差 A
允许偏差
单位:mm
+7 0 +10 0
注:对拉伸矫直机加工的钢板,不规定正偏差。
弯曲性能
硬 度 试样 内侧半径 贴紧 贴紧 贴紧 厚度的 0.5 倍 厚度的 1.0 倍 — 3 号试样 轧制方向
弯曲角度 180 180 180 180 180 —
备注 退火状态及标准调质的钢板及钢带可省略弯曲试验。
JIS G3141-1996
4 尺寸的表示方法 钢板及钢带的尺寸表示方法按下列规定: (1) 钢板的尺寸要用毫米表示厚度、宽度及长度。 (2) 钢带的尺寸要用毫米表示厚度及宽度。 5 标准尺寸 宽度≥500mm 的冷轧钢板及钢带的标准厚度安表 7 的规定 表 7 标准尺寸
计 算 顺 序 基本重量 kg/mm·m 单位重量 kg/m2 钢板面积 m2 单张重量 kg 单捆重量 kg 总重量 kg
2
重量的计算方法
计 算 方 法 有 效 位 数 — 舍入至 4 位有效数值 舍入至 4 位有效数值
2 2 2
7.85(厚度 1mm×面积 1m 的重量) 基本重量(kg/mm·m2)×(厚度 mm) 宽(m)×长(m) 单位重量(kg/m )×面积(m ) 1 张的重量(kg)×同一尺寸的 1 捆内张数 各捆重量之和
JIS G3141-1996
冷轧钢板及钢带
1 适用范围
本标准主要适用于冷轧钢板及钢带( 以下称钢板及钢带)。包括镜面钢带(宽度<500mm、以冷轧的 钢带)及镜面钢带分切得钢板。
JIS G3141-2009 冷轧碳素薄钢板及钢带(中文)

表 7 硬质材的洛氏硬度(HRB)
调质区分
调质记号
HRB
1/8 硬度
8
50~71
1/4 硬度
4
65~80
1/2 硬度
2
74~89
硬质
1
85 以上
表 8 硬质材的维氏硬度(HV)
调质区分
调质记号
HV
1/8 硬度
8
95~130
1/4 硬度
4
115~150
1/2 硬度
2
135~185
硬质
1
170 以上
HR30T
的 6 个月。所谓的非时效性是指在加工过程中不会发生滑移的性质。
5.2 平均塑性应变比
SPCG 钢板及钢带依照 13.2 进行试验,其平均塑性应变比的规定见表 6。
表 6 平均塑性应变比
种类牌号
厚度(mm)
<0.50
≥0.50
>1.0
>1.6
≤1.0
≤1.6
SPCG
—
≥1.5
≥1.4
—
5.3 硬度 1/8 硬 ,1/4 硬 ,1/2 硬及硬质(以下称硬质材)的钢板及钢带依照 13.2 进行试验,其硬度参见表 7 或表 8 的
1
技术中心<<10-07-20>>序号:040
日本工业标准
JIS G 3141:2009
冷轧钢板及带钢
序言 本标准是以 2007 年发行的 ISO/DIS 3574 为基础,对技术内容做了一些改动后,编制成的日本工业标 准。
另外,在本标准中带有侧划线或下加虚线的部分为对原标准进行变更的内容。在变更一览表中附有说 明,参见附属书 JB(参考)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表 15 厚度允许误差 B
单位:mm
根据标称宽度区分
≥160~250
≥250~400
≥400~630
±0.020
—
—
—
—
0.025
±0.030
±0.030
±0.035
±0.040
±0.045
±0.05
±0.05
±0.06
±0.06
±0.07
±0.08
延伸率见表 5。 表 5 抗拉强度、延伸率及非时效性
屈服点或 抗拉
种类 的记 号
屈服强度 N/mm2
强度 N/mm2
≥0.25
延伸率
≥ 0.25~ 0.30
根据标称厚度区分 mm
≥
≥
≥
0.30~ 0.40~ 0.60~
0.40 0.60
1.0
≥ 1.0~ 1.6
≥1.6~ 2.5
≥2.5
拉伸 试样
SPCC
5.2 平均塑性变形比 SPCG 钢板及钢带根据 13.2 进行试验,其平均塑性变形比 r 见表 6。
种类的记号 SPCG
<0.5
—
表 6 平均塑性变形比 r
根据标称厚度区分 mm
≥0.5~1.0
≥1.0~1.6
1.4 以上
1.3 以上
≥1.6
—
5.3 硬度 1/8 硬质、1/4 硬质、1/2 硬质及硬质(以下简称硬质材)的钢板及钢带根据 13.2 进行试
—
—
—
—
—
—
—
—
—
SPCCT
—
≥270 ≥28 ≥31 ≥34 ≥36 ≥37
≥38
(2)
≥39
5号 试样
SPCD (≤240) ≥270 ≥30 ≥33 ≥36 ≥38 ≥39
≥40
≥41 轧制
SPCE (≤220) ≥270 SPCF (≤210) ≥270
≥32 —
≥35 —
≥38 ≥40
≥40 ≥42
—
根据标称厚度 区分 <0.10
≥0.10~0.16 ≥0.16~0.25 ≥0.25~0.40 ≥0.40~0.60 ≥0.60~0.80 ≥0.80~1.00 ≥1.00~1.25 ≥1.25~1.60 ≥1.60~2.00 ≥2.00~2.50 ≥2.50~3.15
≥3.15
<160 ±0.010 ±0.015 0.020 0.025 ±0.035 ±0.040 ±0.04
调质记号
A
S
8
4
2
1
调质区分
退火状态
标准调质
1/8 硬质
1/4 硬质
1/2 硬质
硬质
调质区分 无光精轧 光亮精轧
表 3 表面加工区分
表面加工记号
摘要
D
在物理或化学方面,用粗轧辊消光表面的产品
B
用加工很光滑的轧辊平滑加工的产品
备注:表 3 的规定不适用于退火状态钢板及钢带。
4 化学成分
钢板及钢带根据 13.1 进行试验,其熔钢分析值见表 4。但是,表 4 的规定仅适用于退火状 态或标准调质的钢板及钢带。
±0.06
±0.07
≥0.80~1.00
±0.06
±0.07
±0.08
±0.09
≥1.00~1.25
±0.07
±0.08
±0.09
±0.11
≥1.25~1.60
±0.08
±0.09
±0.10
±0.11
±0.13
根据标称厚度区 分
≥1.60~2.00 ≥2.00~2.50 ≥2.50~3.15
≥3.15
±0.08
±0.09
±0.09
±0.10
±0.10
±0.11
8.3 宽度允许误差 宽度的允许误差如下:
a) 宽度允许误差适用于标称厚度。 b) 宽度允许误差有 A、B 及 C 之区分,分别见表 10、表 11 及表 12。但是,表 16 适用于普通
切断方法的钢板,表 17 适用于进行再切断或精密切断的钢板,表 18 适用于缝隙切断的钢板。
JIS G 3141:2005
前言
该标准以工业标准法第 14 条援用第 12 条第 1 项的为基准,由社团法人日本钢铁联盟(JISF) 将工业标准草案修改为日本工业标准并提出申请,通过日本工业标准审查会审核调查,由经济 产业大臣修改的日本工业标准。
因此,修改了 JIS G 3141:1996,替代了此标准。 修订时,把日本工业标准和国际标准进行了对比,为了便于提交与国际标准相一致而编制 的日本工业标准和以日本工业标准为基础的国际标准原稿,以 ISO3574:1999 Cold-reduced carbon steel sheet of commercial and drawing qualities 作为基础使用。 该标准的一部分中,需要注明具有技术性质专利权、申请公开后的专利申请、实用新方案 权、或者可能会违反申请公开后的实用新方案注册申请的项点。经济产业大臣和日本工业标准 调查会不具有确认这种具有技术性质专利权、申请公开后的专利申请、实用新方案权或公开申 请后的实用新方案注册申请相关事项的责任。 JIS G 3141 中收录了下列附录。 附录 1(参考) 补充事项 附录 2(参考) 与 JIS 对应的国际标准对照表
a) 厚度尺寸测定处所为钢带的正常部分及钢板从距离两边 15mm 以上内侧的任意点。但是,宽
度不足 30mm 时在宽度的中央部。
b) 宽度的测定处所在钢带的正常部分及钢板的任意处。
c) 长度的测定处所在钢板的任意处。
8.2 厚度允许误差 厚度允许误差如下:
a) 厚度允许误差适用于标称厚度。
b) 厚度允许误差有 A 及 B 之区分,分别见表 14 及表 15。通常,厚度的允许误差适用 A。但是,
深度深冲用
SPCF
非时效性深度深冲用
SPCG
非时效性超深度深冲用
备注 1:SPCC 的标准调质及退火状态钢板及钢带,根据订货方的指定,在保证抗拉试验值时, 种类记号的末尾附上 T,写成 SPCCT。
2:SPCG 通常用 IF 钢制造。所谓 IF 钢,是用固溶 C 及 N 极少的方法制造的钢。
表 2 调质区分
HRB 硬度值
50
65
74
85
最小适用厚度
2.40
1.95
1.68
1.35
压头 球压头
参考表 2 试料最小厚度算出式
洛氏硬度
洛氏表面硬度
15h 或 0.03(130-H)
15h 或 0.015(100-H)
这里,h:压痕的永久变形量(mm) H:硬度值
5.3 弯曲性
硬质材的钢板及钢带和 SPCC 根据表 12 的弯曲试验条件进行 13.2 的试验,试样的外侧不应 产生裂纹。但是,订货方没有要求时,也可以省略弯曲性试验。
2 引用标准
附表 1 中所示的标准,通过在本标准中的引用,构成了本标准规定的一部分。这些引用标 准,适用其最新版本(含追补)。
3 种类及记号
钢板及钢带的种类分为五种,其记号见表 1。再就是表 2 及表 3 规定了调质区分及表面加 工区分。
表 1 种类的记号
种类的记号
摘要
SPCC
一般用
SPCD
深冲用
SPCE
%
S 0.050 以下 0.040 以下 0.030 以下 0.030 以下 0.020 以下
注(1) 根据交货双方的协议,Mn、P 及 S 的上限值可以改变。 备注:根据需要,也可以添加表 4 以外的合金元素。
5 机械性能
屈服点或屈服强度、抗拉强度及延伸率 标准调质及退火状态钢板及钢带根据 13.2 进行试验,其屈服点或屈服强度、抗拉强度、及
备注 表 9 的换算表根据 ASTM E140。但是,ASTM 的表中没有的硬度根据内插法。 表 10 HR15T 换算成 HRB 硬度换算表
备注 表 10 的换算表根据 ASTM E140。但是,ASTM 的表中没有的硬度根据内插法。 表 11 HV 换算成 HRB 硬度换算表
备注 表 11 的换算表根据 SAE J417。但是,SAE 的表中没有的硬度根据内插法。 参考表 1 HRB 与最小适用厚度举例
JIS G 3141:2005
冷轧碳素薄钢板及钢带
序言 本标准是翻译 1999 年第 3 版发行的 ISO 3574 Cold-reduced carbon steel sheet of commercial and drawing qualities,变更技术内容编制成的日本工业标准。
1 适用范围
种类的记号 SPCC SPCD SPCE SPCF
SPCG(1)
C 0.15 以下 0.12 以下 0.10 以下 0.08 以下 0.02 以下
表 4 化学成分
Mn 0.60 以下 0.50 以下 0.45 以下 0.45 以下 0.25 以下
P 0.100 以下 0.040 以下 0.030 以下 0.030 以下 0.020 以下
≥41 ≥43
≥42 ≥44
≥43 ≥45
方向
(3)
SPCG (≤190) ≥270 —
—
≥42 ≥44 ≥45
≥46
—
注(2) SPCC 中,保证抗拉强度和延伸率的种类。 (3) 不能采取 5 号试样时,根据交货双方的协议。
备注 1:对于厚度不足 0.60mm 的钢板及钢带,原则上省略了拉伸试验。 2:对于标准调质进行光亮精轧的钢板及钢带,表 5 延伸率的规定不适用。 3:SPCF 及 SPCG 在制造厂出厂 6 个月内应保证非时效性。 4:带括号的屈服点或屈服强度上限值是个参考,也可以根据交货双方的协议。 5:1 N/mm2=1MPa。