铝合金压铸端盖的模具设计
铝合金盖体挤压铸造工艺与模具设计

田福祥
["] 保压时间
在保证制件成形密致和完全结晶凝固条件下, 保压 时间愈短愈好。一般挤压铸造的保压时间大约是金属 模重力浇注的 ’ 7 %。保压时间与铸件的断面最大厚度 有关, 一般为 & " + , ’ 8 7 66。例如制件最大壁厚为 !& 最大保压时间不超过 !& 8, 最小保压时间不低于 ’! 66, 此件需保压 %1 , 91 8。 8。按图 ’ 铸件的最大壁厚计算, !"% 浇注温度 通常根据金属的液相线温度和凝固范围确定合适 的浇注温度。在挤压铸造铝镁合金 #$%&’ 时, 浇注温度 选择在 +1& , :&& ; 较合适。 !"&
3.期刊论文 郭国文.陈维平.李元元.罗宗强 新型高强韧铝铜系合金的挤压铸造 -特种铸造及有色合金2003,""(z1)
为实现某种重载车辆负重轮的"以铸代锻",进行了负重轮简约化缩小模型挤压铸造的试验研究.采用自行研制的一种新型铝铜合金,结合挤压铸造工艺,制得了负 重轮模型铸件.挤压铸造工艺参数为:比压50 MPa,浇注温度720~730 ℃,摸具温度250~350 ℃,开始加压时间7~10 s,保压时间8~15 s.热处理后铸件的组织、性 能和断口形貌的检测结果表明,挤压铸件的晶粒更为细小,组织更加致密,T5和T6热处理的力学性能分别为抗拉强度428、440 MPa,屈服强度360、395 MPa,伸长率 13.1%、11.3%.与重力金属型铸造相比,挤压铸造使铸件的力学性能得到明显提高.
规定的温度。为了稳定工艺参数, 保证产品质量, 组合 凹模设有冷却水道, 通过调节水流大小把模具温度控制 在一定的范围内。 冲头由型芯、 顶杆和模套组合而成, 以形成铸件的 复杂内腔。 对图 # 所示模具, 模套、 顶杆和凹模采用 ’FG#H-I 钢, 热处理硬度 JKF$$ L $-; 型芯采用 H(-FG$I。为了 提高模具的使用寿命, 模具的工作表面进行氮化处理。 氮化 层 厚 度 一 般 为 + & ’) 11、 氮化后硬度 + & $+ 11, JKF). L .+。 模具工作过程: 调整好模具, 模具工作表面充分润 滑后, 将熔化的合金液用浇勺浇入凹模, 下降上模进行 模压, 机床压力升至缺陷临界值压力时进行保压。保压 完成后, 上模抬起, 组合冲头带着铸件升至一定高度以 后, 扳动副油缸控制管路上的操纵阀, 使高压油进入油 缸上部, 通过活塞杆、 顶板、 顶杆和模套, 将铸件推离组 合模芯。将上下模工作部分润滑后, 扳回控制阀手把,
铝压铸件的设计

铝合金压铸件的结构设计经验1。
考虑壁厚的问题,厚度的差距过大会对填充带来影响2。
考虑脱模问题,这点在压铸实际中非常重要,现实中往往回出现这样的问题,这比注塑脱模讨厌多了,所以拔模斜度的设置和动定模脱模力的计算要注意些,一般拔模斜度为1到3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右3。
设计时考虑到模具设计的问题,如果有多个位置的抽心位,尽量的放两边,最好不要放在下位抽心,这样时间长了下抽心会容易出问题4。
有些压铸件外观可能会有特殊的要求,如喷油、喷粉等,这时就要时结构避开重要外观位置便于设置浇口溢流槽5。
在结构上尽量的避免出现导致模具结构复杂的结构出现,如,不得不使用多个抽心或螺旋抽心等6。
对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,否则加工人员会骂你的,而且会把里面的气孔都暴露出来的,不能太少,否则粗精定位一加工,得,黑皮还没干掉,你就等再在模具上打火花了,那给多少呢,留量最好不要大于0。
8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。
7。
再有就是注意选料了,是用ADC12还是A380等,要看具体的要求了8。
铝合金没有弹性,要做扣位只有和塑料配合。
9。
一般不能做深孔!在开模具时只做点孔,然后在后加工!10。
如果是薄壁零件与不能太薄,而且一定要用加强肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命一般比较短一般做如电机外壳的话只有80K左右就再见了!1.压铸件的设计与塑胶件的设计比较相似,塑胶件的一些设计常规也适用于压铸件。
铝合金支承盖压铸模的设计
安 全 系数 , 般 取 K= .。 一 I 2
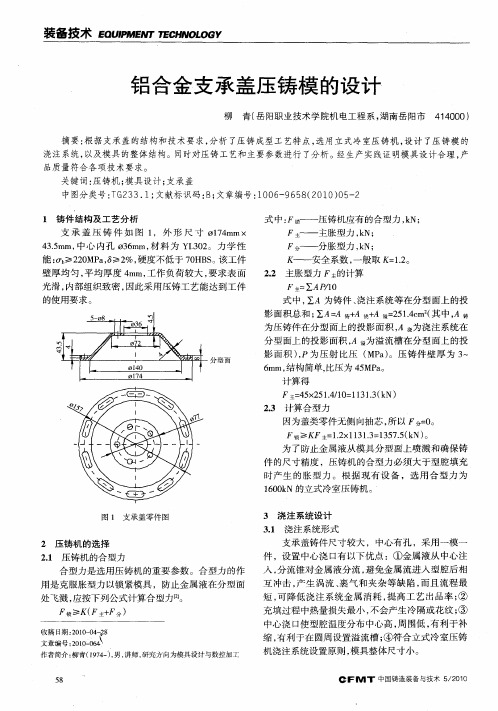
壁厚均匀 , 均厚度 4 m, 平 m 工作负荷较大 , 要求表面 光滑 , 内部 组织 致密 , 因此采 用 压铸 工艺 能 达 到工件 的使用要 求 。
22 主胀 型力 F{ . 的计算
} :∑A /O P I
式中 , ∑A为 铸件 、 浇注 系 统等 在 分 型面 上 的投
31 浇 注系统形 式 .
2 压铸 机 的选择
支 承盖 铸件 尺 寸较 大 ,中心 有孔 ,采 用 一模 一
21 压 铸机 的合 型力 .
合型力是选用压铸机 的重要参数 。合型力 的作
用是 克 服胀 型力 以锁 紧模 具 ,防止 金属 液 在分 型 面 处 飞溅 , 按下 列公 式计算 合 型力[ 应 2 1 。
F丰 — 主胀 型力 ,N; — k
支 承 盖 压 铸 件 如 图 1 外 形 尺 寸 o7m , 14 m× 4. 3 mm, 心 内孔 o 6 5 中 3 mm, 料 为 YL 0 。力 学 性 材 32
F钋 —分 胀 型力 ,N; — k
— —
能 : b 2 MP ,>2 硬 度不 低于 7 H S 该工 件 ( ≥20 a6 %, r t 0B。
环 形 连 接 , 厚 为 2 m,2的环 形 截 面 与 — 且 m a t 处 相 等, 这有 利 于平稳 充填 , 排气 畅通 。
而 七
1 8 l 9 2 0 2 1 22 23
—。
_
。
-
●
●
_
_
●
图 2 直 浇 道 不 意 图
蛊
亡
33 溢 流槽设 计 .
o F M 3" 1中NNN装备 与技术 5 2 1 / 00
铝合金壳体压铸模具设计
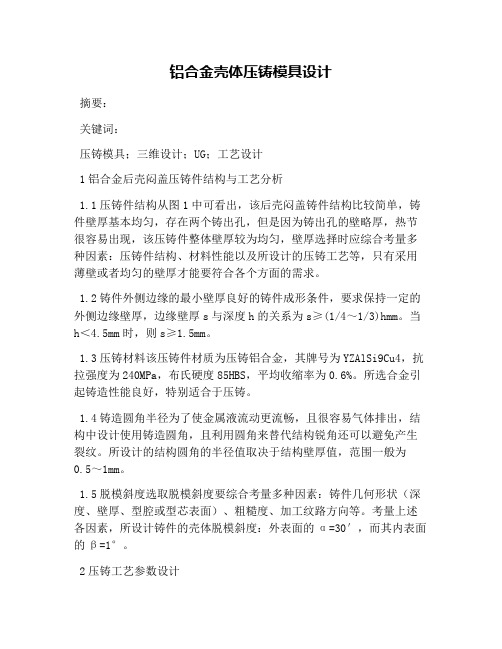
铝合金壳体压铸模具设计摘要:关键词:压铸模具;三维设计;UG;工艺设计1铝合金后壳闷盖压铸件结构与工艺分析1.1压铸件结构从图1中可看出,该后壳闷盖铸件结构比较简单,铸件壁厚基本均匀,存在两个铸出孔,但是因为铸出孔的壁略厚,热节很容易出现,该压铸件整体壁厚较为均匀,壁厚选择时应综合考量多种因素:压铸件结构、材料性能以及所设计的压铸工艺等,只有采用薄壁或者均匀的壁厚才能要符合各个方面的需求。
1.2铸件外侧边缘的最小壁厚良好的铸件成形条件,要求保持一定的外侧边缘壁厚,边缘壁厚s与深度h的关系为s≥(1/4~1/3)hmm。
当h<4.5mm时,则s≥1.5mm。
1.3压铸材料该压铸件材质为压铸铝合金,其牌号为YZAlSi9Cu4,抗拉强度为240MPa,布氏硬度85HBS,平均收缩率为0.6%。
所选合金引起铸造性能良好,特别适合于压铸。
1.4铸造圆角半径为了使金属液流动更流畅,且很容易气体排出,结构中设计使用铸造圆角,且利用圆角来替代结构锐角还可以避免产生裂纹。
所设计的结构圆角的半径值取决于结构壁厚值,范围一般为0.5~1mm。
1.5脱模斜度选取脱模斜度要综合考量多种因素:铸件几何形状(深度、壁厚、型腔或型芯表面)、粗糙度、加工纹路方向等。
考量上述各因素,所设计铸件的壳体脱模斜度:外表面的α=30′,而其内表面的β=1°。
2压铸工艺参数设计2.1压铸机选择选择压铸机必须先确定锁模力。
锁模力作用有二:一个是用来平衡反压力,以达到锁紧分型面的目的;一个是用来阻止飞溅的金属液,以达到获得目标尺寸精度的目的。
设计的铸件不存在分胀型力,因为此模具是没有侧抽芯的(压铸件无侧孔与侧凹)。
因此F 锁≥KF主=1.25×1288.352=1610.44kN根据上述计算得到锁模力的值还有铸件重量,根据这两个主要因素进行压铸机选择,最后选用机型为:卧式冷室压铸机(2500kN)———J1125型,主要参数:①最大金属浇注量———3.2Kg,②模具厚度———250~650mm,③动模座板行程———400mm,④压射力———143~280kN。
铝合金压铸工艺中的模具设计
铝合金压铸工艺中的模具设计铝合金是一种广泛应用于各个领域的材料,其具有轻量化、优良的强度和良好的机械性能等特点。
在生产制造中,铝合金压铸成为一种非常受欢迎的加工方式。
对于铝合金压铸来说,模具设计是一个非常关键的环节,它的质量与模具的寿命、产品的质量以及加工效率有直接关系。
因此,本文将从模具设计的角度出发,介绍在铝合金压铸工艺中应该注意的事项。
一、考虑铝合金的物性在进行铝合金模具设计之前,必须了解铝合金的物性。
铝合金在加工过程中容易受到热变形的影响。
因此,在设计模具时,要保证模具具有足够的刚度和强度,以避免在高温条件下变形。
另外,铝合金在膨胀方面较大,而模具在高温状态下也会发生热胀冷缩的现象,这将对产品的尺寸稳定性产生负面影响。
因此,在模具设计中,不仅要考虑加工后产品的尺寸稳定性,还要考虑在高温状态下模具的变形以及冷却后产品的尺寸变化,以确保产品具有高精度。
二、模具设计的几个基本要素1. 模具结构:在模具结构方面,铝合金模具通常是由上模、下模、活动模、滑动模和射出系统等部分组成。
在设计时,要根据铝合金的物性和加工要求来确定模具结构和形状,以达到高效生产的目的。
2. 模具材料:在模具材料的选择方面,应根据铝合金的物性进行选择。
通常,适合用于铝合金模具的材料应具有高强度、高耐磨性和高温耐受性等特点。
目前,常用的模具材料有SKD61、H13和CRM等。
3. 考虑注塑工艺:在进行模具设计时,必须考虑到注塑工艺。
这意味着必须根据注塑工艺的参数来设计模具。
例如,应根据化学成分和温度参数来确定注塑机的射出系统和出口形状,以确保正常的注塑过程。
三、注塑机的选择在进行铝合金压铸加工时,注塑机的选择是非常关键的环节。
不同的注塑机具有不同的投影面积和射程,这会对产品的尺寸稳定性、成型速度和加工效率产生直接影响。
因此,在选择注塑机时,不仅要考虑加工数量和生产周期,还要考虑产品的几何形状、尺寸和质量要求。
四、模具维护模具在长期使用过程中,需要进行定期维护和保养。
浅谈铝合金压铸生产中模具的设计制造

浅谈铝合金压铸生产中模具的设计制造摘要:铝合金压铸模具是进行压铸生产的重要工艺装备,同时,也是铝合金压铸生产中三大必备因素之一。
文章首先分析了铝合金压铸模具设计制造技术,其次,就铝合金压铸模具设计制造中需要注意的几个技术问题进行了深入的探讨,具有一定的参考价值。
关键词:铝合金;压铸模具;制造技术铝合金压铸模具是进行压铸生产的重要工艺装备,同时,也是铝合金压铸生产中三大必备因素之一。
生产过程能否顺利进行,铸件质量是否有保证,在很大程度上取决于模具结构的合理性和技术上的先进性。
铝合金压铸模设计制造的优劣,直接影响压铸件的形状、尺寸、强度、表面质量等方面。
而压铸件的质量和稳定性,反映出整个压铸生产过程和压铸模制造过程的技术水平和经济效益。
1铝合金压铸模具设计在铝合金压铸模具设计过程中必须全面分析压铸件结构,熟悉压铸机操作过程,了解压铸机及工艺参数得以调整的可能性及范围,掌握在不同压铸条件下的金属液填充特性和流动特性,并考虑到经济因素,才能设计出切合实际并满足生产要求的压铸模。
铝合金压铸模设计前,设计人员应对所提供的设计依据,包括压铸产品图和生产纲领进行工艺分析,并进行如下必要准备:①根据产品图,对所选用的压铸合金、压铸件的形状、结构、精度和技术要求进行工艺性分析,确定机械加工部位、加工余量和机械加工时所要采取的工艺措施以及定位基准等。
②根据产品图和生产纲领,确定压射比压,计算锁模力:估算压铸件所需的开模力和推出力,以及压铸机的开模距离;选定压铸机的型号和规格。
③根据产品和压铸机的型号和规格,对模具结构进行初步分析,选择分型面和确定型腔数量;选择内浇口进口位置,确定浇注系统和溢流槽、排气槽朗总体布置方案;对带嵌件的压铸件,要考虑嵌件的装夹和固定方式;确定功模和定模镶块,动模和定模套板外形尺寸,以及导核、导套的位置和尺寸;确定冷却和加热管道的位置和尺寸,控制压铸过程的热平衡等。
④绘制压铸件毛坯图。
包括分型面位置、浇注系统、溢流槽和排气槽,推出元件的位置和尺寸以及机械加工余量、加工基准等数值。
铝合金压铸模具的制作
铝合金压铸模具的制作铝合金压铸模具的制作刘氏模具铝合金压铸模具的制作一般可以分为这几个步骤:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模—生产;A:模架加工:1打编号,2 A/B板加工,3面板加工,4顶针固定板加工,5底板加工;模架加工细节:1,打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错;2, A/B板加工即动定模框加工,a:A/B板加工应保证模框的平行度和垂直度为,b :铣床加工:螺丝孔,运水孔,顶针孔,机咀孔,倒角c:钳工加工:攻牙,修毛边;3,面板加工:铣床加工镗机咀孔或加工料嘴孔;4,顶针固定板加工:铣床加工:顶针板与B板用回针连结,B板面向上,由上而下钻顶针孔,顶针沉头需把顶针板反过来底部向上,校正,先用钻头粗加工,再用铣刀精加工到位,倒角;5,底板加工:铣床加工:划线,校正,镗孔,倒角;注:有些模具需强拉强顶的要加做强拉强顶机构,如在顶针板上加钻螺丝孔B:模芯加工:1飞边,2粗磨,3铣床加工,4钳工加工,5CNC粗加工,6热处理,7精磨,8CNC精加工,9电火花加工,10省模模芯加工细节:1粗加工飞六边:在铣床上加工,保证垂直度和平行度,留磨余量2粗磨:大水磨加工,先磨大面,用批司夹紧磨小面,保证垂直度和平行度在,留余量双边铣床加工:先将铣床机头校正,保证在之内,校正压紧工件,先加工螺丝孔,顶针孔,穿丝孔,镶针沉头开粗,机咀或料咀孔,分流锥孔倒角再做运水孔,铣R角;4钳工加工:攻牙,打字码5CNC粗加工6发外热处理HRC48-527 精磨;大水磨加工至比模框负,保证平行度和垂直度在之内8CNC精加工9电火花加工10省模,保证光洁度,控制好型腔尺寸;11加工进浇口,排气,锌合金一般情况下浇口开,排气开,铝合金浇口开排气开,塑胶排气开,尽量宽一点,薄一点;C:模具零件加工:1滑块加工,2压紧块加工,3分流锥浇口套加工,4镶件加工铝合金压铸模具的制作注意事项压铸件加工是一种利用高压强制将金属溶液压入形状复杂的金属模具内的一种精密铸造法,为了更好的保证压铸件的特点,对于铝合金压铸加工中的一些事项还是需要引起注意的:要知道,日常所用的合金金属的散热较好,很难形成瞬间难却的时候局部先后冷却的现象,而且合金的收缩率也相对较小,很难导致塑料产品缩水的现象,所以在压铸件加工设计的时候,不需要严格的厚度,但是要保证相对均匀;另外,对于压铸设备的选择根据合金的不同选用的设备也不尽相同,基本上可以分为两类,一类是冷室机,另一类是热室机;冷室机适合铜、镁、铝等高温合金,而锌、、锡、铅等一般使用热室机;。
压铸端盖设计说明书

目录摘要Abstract1.序言2.压铸模设计概述3设计任务及要求4压铸件的工艺性分析5分型面的选择6压铸机设备的选择和校核7浇注系统及排溢系统的设计8推出机构的设计9模具成型零件的设计10模架及其零件的设计11 模具零件的机加工工艺设计12心得体会参考文献文献综述摘要压铸是制造业的一种工艺,能够成型复杂的高精度的金属制品,多用于汽车制造,机械制造等。
本课题是对端盖进行模具设计并分析加工工艺。
本文介绍了现代模具制造技术的现状及其发展方向,重点说明了铝合金零件压铸模具的设计过程。
它主要从产品左端盖的工艺分析(主要包括脱模斜度、壁厚、孔、尺寸精度和表面粗糙度、收缩率等),成型方案的确定,压铸机的选用与确定,有色金属压铸模具的几大系统(浇注系统、成型零部件、冷却系统、排气系统、导向系统等)的分析与设计,各种技术数据的校核等方面出发,详细的介绍了压铸模具设计过程中的若干问题,并简要的介绍了压铸模具零件加工过程中的相关问题。
关键词:压铸工艺分析压铸成型设备模具结构加工1序言近年,模具增长十分迅速,高效率、自动化、大型、微型、精密、高寿命的模具在整个模具产量中所占的比重越来越大。
模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
在各种材料加工工业中广泛的使用着各种模具。
例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。
对模具的全面要求是:能生产出在尺寸精度、外观、物理性能等各方面都满足使用要求的公有制制品。
以模具使用的角度,要求高效率、自动化操作简便;从模具制造的角度,要求结构合理、制造容易、成本低廉。
作为模具专业的学生,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为左端盖压铸模具。
本次毕业设计课题来源于生活,应用广泛,但成型难度大,模具结构较为复杂,对模具工作人员是一个很好的考验。
它能加强对压铸模具成型原理的理解,同时锻炼对压铸成型模具的设计和制造能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
key words:Chassis Craft analysis Apparatus of shaping Mould structure Processing
摘要
Abstract
1.序言2.ຫໍສະໝຸດ 铸模设计概述3设计任务及要求
4压铸件的工艺性分析
5分型面的选择
6压铸机设备的选择和校核
7浇注系统及排溢系统的设计
关键词:压铸工艺分析压铸成型设备模具结构加工
Die-casting is a manufacturing process,it can mold the complex and high accurate metal product ,used in automobile manufacturing, machinery manufacturing and so on. The subject is about the design of Aluminum shell mold and process analysis.
由于金属压铸成型有不可比拟的突出优点,在工业技术快速发展的年代,必将得到越来越广泛的应用。特别是在大批量的生产中,虽然模具成本高一些,但总的说来,其生产的综合成本则得到大幅度的降低。在这个讲究微利的竞争时代,采用金属压铸成型技术,更有其积极和明显的经济价值。近年来,汽车工业的飞速发展给压铸成型的生产带来了机遇。处于可持续发展和环境保护的需要,汽车轻量化是实现环保、节能、节材、高速的最佳途径。因此,用压铸铝合金件代替传统的钢铁件,可使汽车质量减轻30%以上。同时,压铸铝合金件还有一个显著的特点是热传导性能良好,热量散失的快,提高了汽车的行车安全性。因此,金属压铸行业正面临着发展的机遇,其应用前景十分广阔。
作为模具专业的学生,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为左端盖压铸模具。本次毕业设计课题来源于生活,应用广泛,但成型难度大,模具结构较为复杂,对模具工作人员是一个很好的考验。它能加强对压铸模具成型原理的理解,同时锻炼对压铸成型模具的设计和制造能力。
8推出机构的设计
9模具成型零件的设计
10模架及其零件的设计
11模具零件的机加工工艺设计
12心得体会
参考文献
文献综述
1序言
近年,模具增长十分迅速,高效率、自动化、大型、微型、精密、高寿命的模具在整个模具产量中所占的比重越来越大。模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。在各种材料加工工业中广泛的使用着各种模具。例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。对模具的全面要求是:能生产出在尺寸精度、外观、物理性能等各方面都满足使用要求的公有制制品。以模具使用的角度,要求高效率、自动化操作简便;从模具制造的角度,要求结构合理、制造容易、成本低廉。
摘 要
压铸是制造业的一种工艺,能够成型复杂的高精度的金属制品,多用于汽车制造,机械制造等。本课题是对端盖进行模具设计并分析加工工艺。
本文介绍了现代模具制造技术的现状及其发展方向,重点说明了铝合金零件压铸模具的设计过程。它主要从产品左端盖的工艺分析(主要包括脱模斜度、壁厚、孔、尺寸精度和表面粗糙度、收缩率等),成型方案的确定,压铸机的选用与确定,有色金属压铸模具的几大系统(浇注系统、成型零部件、冷却系统、排气系统、导向系统等)的分析与设计,各种技术数据的校核等方面出发,详细的介绍了压铸模具设计过程中的若干问题,并简要的介绍了压铸模具零件加工过程中的相关问题。
This paper has introduced the current situation of the modern mould manufacturing technology and developing direction, have proved especially that the aluminum alloy chassis parts die casting design process of the mould . It mainly since products craft of chassis analysis (mainly including drawing of patterns slope, wall thick, hole, size precision and surface roughness , shrinking rate ,etc.), sureness of the shaping scheme, exertion and fixing of the injecting machine, Non-ferrous metal casting molds of several big analysis and design of system (pour system , shaping spare part , cooling system , exhaust system , guidance system ,etc.) of mould, the respects , such as check of different technical data ,etc. set out, the detailed introduction injects several questions in the design process of the mould , and the brief introduction axle seat injects the relevant problem in the part processing course of the mould .