产品初始过程流程图
新产品开发流程及ECR流程图

新产品开发流程图产品科(包括图样设计,成品编码,原材料开发)研发部工程部生产部IE业务部采购价格科重新打样小批量试产样与客户确认价格根据客户所提供的信息要求进行产品外观设计Yes木架结构设计核算最终成本工作中心建立Yes1.成品临时编码2.原材料临时编码(针对客户的开发)No缝套设计YesYes成品样品试作采购对原物料进行大货采购Yes根据产品科提供的产品外观设计进行产品内部结构设计No采购下单购买样品所需材料No 收到产品科所提供的产品设计图接到产品科提供的需求相关信息建入系统中(研发用)制作产品图样(外观图)木架样品制作缝套样品制作缝套样品评审No客户确认价格Yes 移交工程资料给工程部工程试产样品制作拿到供应商所提供的样品客户下单开发新的供应商或已有供应商按要求进行打样(主要为皮,面料)与客户确认图样确认采购样品是否合乎要求签订标样留存木架样品评审成品样品评审No工程试产样评审提交总经理核准Yes 更新BOM 系统及PLM系统材料报废率测定皮/布/板材……取得样品材料总经理核准Yes样板设计木架部件设计工程资料重新整理1. 面套排版图优化2. CNC 排版优化3. 海棉/丝棉排版优化4. 相关资料处理总经理核准Yes 各工段预估标准工时成品/原材料开发编码转换成ERP 正式代码PLM 转成正式代码YesNo计划部门安排大货生产No工程资料归档(上传到PLM)整理工程资料木架3D 图/面套样板图/材料明细表/各种操作流程SOP/海棉丝棉纸板图从客户接到产品信息(有样品照片)从客户收到产品信息/要求(无样品照片)建立初步BOM资料建立初步标准工时在系统中建立最终BOM更新工时系统样品成本预估价格谈判总经理核准NoNo生产问题检查没问题有问题1. 成品开发临时编码2. 原材料临时编码(针对公司自己开发)公司内部全新产品开发(效果图)收到产品科新品图样Yes确认是否接单开发YesYes通知客户,不接该单设计NoNoYes有定单,成品及原材料的编码转换成公司正式编码样品投放市场建立最终标准工时进入系统维护限价Yes进入ERP 财务限价Yes ERP 生成销售订单启动MRP 运算相关信息建入系统中(研发用)新产品开发流程图解释说明产品科(包括图样设计,成品编码,原材料开发)研发部工程部生产部IE业务部价格科采购1.对于接到客户的需求,需要详细记录,以提供更多的信息给厂内相关人员2. 如果与产品科人员讨论后不接单,需要向客户说明原因3. 当产品科依需求设计好图样,需要与客户确认是否满足其需求,如果OK,需要签定图样,以免事后客户做变更。
APQP流程图及详解

2、工装包括注塑模具、治夹具、检具;新设备包含各种成型机器、加工设备等; 3、技术部做成《模具制作明细表》、《治夹具、检具制作表》及《新设备需求清单》等;
《设计信息检查清单》
《采购技术条件》
《模具制作明细表》 《治夹具、检具制作表》
进
行开发并申请采购。
1、针对材料清单,技术部主导与物供部一起确认材料分包商,编写《初选分包商名录》;
2、选择的分包商,必须具备程序文件规定的资格; 3、针对新材料的供应商可能需要在产品试产后,经确认合格才可以确认。
《初选分包商名录》
1、技术部负责编写新产品生产的《初始过程流程图》; 2、《初始过程流程图》要求能够明确表达出产品生产的整个工作流程与加工工艺。
开 发 计 划
技 术 部
A P Q P
计 划 的 编 写
技 术 部
产 品
书
责 任
部
技 术
1、当《产品开发建议书》完成后,营销部应根据相关程序,召集各部相关人员对新产品
进行项目可行性研究;
相关部门 2、可行性研究主要对以下几点进行研讨:1)市场分析;2)生产工艺;3)产量与产能;
4)模具、工装与设备;5)场地与设施;6)时间节点;7)财务经济;8)市场风险
APQP 工作流程图
第一阶段:确定目标及计划
项目前期准备工作
APQP计划编写
产品建议书 可行性研究
合同评审 项目开发立项 ★新产品开发计划
产
初
初
选
始
初 始 零
品
分ห้องสมุดไป่ตู้
过
件
责
APQP各阶段输入及输出流程图(含输出资料清单)

4.8
产品质量先期策划认定
产品质量策划总结和认定报告
管理者支持
管理者支持
五、反馈/评定和纠正措施
批量生产
生产计划表
5.1
减小变差
Xbar-R控制图
5.2
顾客满意
顾客满意度指标统计
顾客满意度调查表
5.3
交付和服务
产品交付绩效统计表/顾客服务反馈记录表
持续改进
3.3
过程流程图
过程流程图
过程流程图检查表
3.4
车间平面布局图
车间平面布置图
车间平面布置检查表
3.5
特性矩阵图
特性矩阵图
3.6
PFMEA
过程失效模式及后果分析
PFMEA检查表
3.7
试生产控制计划
(试生产)控制计划
控制计划检查表
3.8
作业指导书编制
作业指导书
3.9
测量系统分析计划
测量系统分析计划
3.10
工程规范
2.8
材料规范编制
材料规范
2.2
可制造性和可装配性设计
可制造性和可装配性设计
2.5
制订样件控制计划
样件控制计划
样件控制计划检查表
编制样件制造计划
样件制造计划
样件制造及确认
样件检验和确认记录表
2.3
产品设计验证
设计验证记录
2.4
产品设计评审
设计开发评审表
工程图样确认
工程图样确认表
工程规范确认
工程规范确认表
初始过程能力研究计划
初始过程能力研究计划
制定生产线平衡分析计划
生产线平衡分析计划
指定生产过程确认计划
初始产品过程流程图(PPAP)

产品特性
表格 编 版本 /
日期 (编 顾客 工程 顾客 质量 其它 批准
变差来源
来货检验
叉车
目视、供应商材 料报告
叉车、托盘
树脂原材料、构成件收货 树脂原材料、构成件检验 树脂原材料、构成件入库保管
成型
叉车 成型机、模具、 行车 干燥机
成型机、模具
树脂原材料发放 模具安装、材料切换、设备清扫
材料干燥 注塑成型
版本 号:样件
试生产 文件编号: YY-ZL-267 零件号/最 新更改水平 零件名称 供方/工厂
过程序号 过程类型 00 00 00 10 10 10 10 10 10 10
10
10
10
20 20 30
图例 过程类型
科技有限公司
过程流程图
供方代码
主要 联系
核心 小组
供方 /工
各部 门会
过程流程图
设备/工装名称
光泽仪、装配件 、电子秤
初品检验(质量)
外观检查
手推车
成型品转移检查台Fra bibliotek外观检查
单品包装 检验入库
封胶机 叉车 叉车
单品包装 单品入库 完成样品送营销转交客户确认
操作
搬运
检验
储存
日 期
特殊特性分类
过程特性 过程特性 产品特性
FPC产品过程流程图
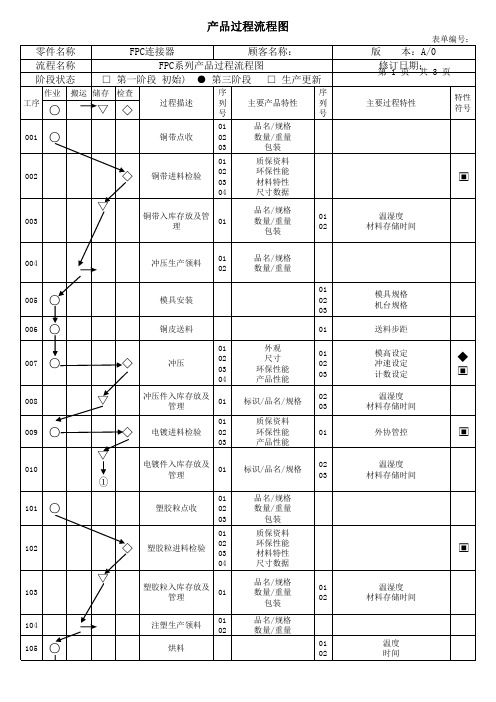
零件名称
FPC连接器
顾客名称:
流程名称
FPC系列产品过程流程图
阶段状态
□ 第一阶段(初始) ● 第三阶段 □ 生产更新
作业 搬运 储存 检查
→ 工序 ○
▽◇
过程描述
序
序
列
主要产品特性
列
号
号
001 ○
01
铜带点收
02
03
品名/规格 数量/重量
包装
01
质保资料
002
◇ 铜带进料检验
02 03
010
▽
冲压件入库存放及 管理
01
标识/品名/规格
02 03
01
质保资料
◇ 电镀进料检验 02
环保性能
01
03
产品性能
▽
电镀件入库存放及 管理
01
标识/品名/规格
02 03
101 ○
102 103
01 塑胶粒点收 02
03
品名/规格 数量/重量
包装
01
◇ 塑胶粒进料检验
02 03
04
质保资料 环保性能 材料特性 尺寸数据
外协管控
▣
温湿度 材料存储时间
▣
温湿度 材料存储时间
温度 时间
产品过程流程图
零件名称
FPC连接器
顾客名称:
流程名称
FPC系列产品过程流程图
阶段状态
□ 第一阶段(初始) ● 第三阶段 □ 生产更新
作业 搬运 储存 检查
→ 工序 ○
▽◇
过程描述
序
序
列
主要产品特性
列
号
号
产品过程流程图

出货检
◇
1.“◇”表示检验“□”表示制造、“→”表示搬运、“△”表示贮存、“○”表示返工/返修 2. 产品特性/配合特殊特性符号;▲为过程特殊特性符号; ● 产品安全特性 ; 一般特性无符号 产品安全特性 ● 产品重要特性 过程特殊特性 ▲ 批准: 审核 : 编制 :
XXXX
编制日期:2017.5.15
制造 序号 过程 □ 10 15 20 进货检 验 储存 折纸 □ → △ △ ◇ ◇ ○ 搬运 储存 检验 返工 临时替代
过程流程图
编号:XXXX
机器设备/ 测量设备
产品特性
特性符号
过程特性
特性符号
按进货检验作业指导书检验 货架叉车 按各物料技术指标 ○ 折高:40±0.5 方形滚筒 折数:92±3 折纸机 纸宽:205±1 筋外观:无歪斜、 不断裂,无压瘪 筋个数:背面筋2道 筋长度:背面筋丢 热熔胶机 1-2折 筋宽度:5±1 筋材质:TH156高温 胶 外观:PU颜色橘黄 色 外形尺寸: 设备替代:显 长:280±3 AB料配比聚氨 聚氨酯灌 宽:222.5±1.5 酯注胶机替代 注机 高:48±1.5 显转速比聚氨 PU高:8.5±1 酯注胶机 邵氏硬度A25±5 (SH°) PU表面无飞边 外观:无毛边、无 污物、无凹凸 产品防护作业指导书 ▲
25
打筋
□
35
注胶
□
○
▲
40
去飞边
□
剪刀
45
检验
◇
外观:无污损,无 毛边,PU胶橘黄色 长:280±3 游标卡尺 宽:222.5±1.5 邵氏硬度 高:48±1.5 计 PU高:8.5±1邵氏 硬度A:25±5 (SH°) 折数:92±3
50
新产品开发流程图

有关部门主管
五、正式生产(批量)
36、在对图纸、工艺文献、作业文献、检查文献、模具、工装夹具、生产设施等确认无误并经客户确认后,移交给有关部门,方可进入正式生产;
新产品开发小组组长
13、客户提供旳财产(如图纸、电子文献、样件、零配件、服务等)由营销部长负责分派到各对应部门进行管理;
营销部长
编制
倪继承
审核
倪建明
审批
杨再兴
苏州源业钣金制造有限企业
文献编号:YY-QM-3001
文献版本:第A版第0次修改
新产品开发流程表
页码:第1页共4页
生效日期:2023年06月20日
过程验证
确认送样
样件验证
三、产品和过程旳验证和确认
27、制造部在接到生产协助祈求时,应按规定及时安排好设备、人员、时间配合技术部进行样件试制;
制造部长
28、样件制作过程中,品保部应配合技术部对样件进行验证;
品保部长
29、在试制过程中,应随时对产品和制造过程旳所有内容进行验证,并及时采用纠正措施;
小组组员
营销部长
编制
倪继承
审核
倪建明
审批
杨再兴
苏州源业钣金制造有限企业
文献编号:YY-QM-3001
文献版本:第A版第0次修改
新产品开发流程表
页码:第1页共4页
生效日期:2023年06月20日
流程
描述
负责人
22、经图样确认后,可进行模具旳制作,如产品不能落料成型在一幅模具中完毕旳,可先制作成型模,待样件通过确认并将进入小批量生产时,再制作落料模;
产品初始过程流程图(示例)

零件编号:1227 3267
零件描述:气缸盖垫片(金属型)、(上页、下页0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ0Cr18Ni9厚度δ0.35±0.02,中间板Ⅱ1Cr17Ni7厚度δ0.25±0.01)
工序号
加工
检验
移动
存放
操作描述
关键产品特性
关键过程特性
续表
零件编号:1227 3267
零件描述:气缸盖垫片(金属型)、(上页、下页0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ0Cr18Ni9厚度δ0.35±0.02,中间板Ⅱ1Cr17Ni7厚度δ0.25±0.01)
工序号
加工
检验
移动
存放
操作描述
关键产品特性
关键过程特性
●
■
▲
26
■
检验
27
●
中间板Ⅰ翻边
16
■
检验
17
●
下页压波
高度0.3±0.05
18
■
检验
19
车间内转序
20
●
中间板Ⅱ冲孔
Φ122+0.5,Φ12.4+0.1,水孔、螺栓孔、燃烧室孔、推杆孔位置和直径尺寸
21
■
检验
22
●
中间板Ⅱ压波
高度0.3±0.05
23
■
检验
24
车间内转序
25
●
中间板Ⅰ冲孔
Φ106±0.2,Φ12.4+0.1,水孔、螺栓孔燃烧室孔、推杆孔位置和直径尺寸
3.5±0.2
■
检验
车间内转序
●
将上页、下页、中间板Ⅰ、中间板Ⅱ进行表面处理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制表
审 核
批准
周转车
100
包装
目测
产品数量、标识
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“★”表示返工/返修
2.“◆”表示产品与安全有关的特殊特性符号;“☆”表示产品与安全无关的特殊特性符号。
制表
审 核
批准
产品过程流程图
编号:ML-FXM-013-006版本:A NO:
制定部门:工程部制定日2018-2-16
产品过程流程图
编号:ML-FXM-013-006版本:A NO:
制定部门:工程部制定日2018-2-16
产品名称
顾客名称
规格/型号
版本
阶段状态
■第一阶段(初始)□第三阶段
修订日期
年月日
步骤
过程
流程
过程流程
名称
机器设备/
测量设备
产品特性
过程特性
搬运
方式
特殊特
性符号
备 注
10
接受铝锭
目测
数量准确,包装完好
叉车
20
铝锭验收
光谱分析仪
镁锭的化学成份
叉车30模具的点检源自目测是否生锈和碰伤,模仁和镶件尺寸
叉车
40
压铸
压铸设备
产品外观和变形
温度、压力
◆
50
压铸检验
目测/强度试验
产品外观/尺寸
周转车
60
去水口研磨
锉刀
产品外观
70
去水口研磨检验
目测
产品外观
周转车
80
机加
CNC机床
尺寸
周转车
90
机加检验
三坐标
机加尺寸
产品名称
顾客名称
规格/型号
版本
A
阶段状态
■第一阶段(初始)□第三阶段
修订日期
年月日
步骤
过程
流程
过程流程
名称
机器设备/
测量设备
产品特性
过程特性
搬运
方式
特殊特
性符号
备 注
120
包装检验
目测
数量 、标识,外观
叉车
130
成品检验
卡尺
产品外观,尺寸
叉车
140
入库
目测
数量 、标识
物流
150
出货
数量 、标识
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“★”表示返工/返修