怎样消除pcb中的锡珠
焊锡珠的产生原因及解决方法
焊锡珠的产生原因及解决方法焊锡珠现象是表面贴装生产中主要缺陷之一,它的直径约为0.2-0.4mm,主要集中出现在片状阻容元件的某一侧面,不仅影响板级产品的外观,更为严重的是由于印刷板上元件密集,在使用过程中它会造成短路现象,从而影响电子产品的质量。
因此弄清它产生的原因,并力求对其进行最有效的控制就显得犹为重要了。
..焊锡珠产生的原因是多种因素造成的,再流焊中的温度时间,焊膏的印刷厚度,焊膏的组成成分,模板的制作,装贴压力,外界环境都会在生产过程中各个环节对焊锡珠形成产生影响。
..焊锡珠是在负责制板通过再流焊炉时产生的。
再流焊曲线可以分为四个阶段,分别为:预热、保温、再流和冷却。
预热阶段的主要目的是为了使印制板和上面的表贴元件升温到120-150度之间,这样可以除去焊膏中易挥发的溶剂,减少对元件的热振动。
因此,在这一过程中焊膏内部会发生气化现象,这时如果焊膏中金属粉末之间的粘结力小于气化产生的力,就会有少量焊膏从焊盘上流离开,有的则躲到片状阻容元件下面,再流焊阶段,温度接近曲线的峰值时,这部分焊膏也会熔化,而后从片状阻容元件下面挤出,形成焊锡珠,由它的形成过程可见,预热温度越高,预热速度越快,就会加大气化现象中飞溅,也就越容易形成锡珠。
因此,我们可以采取较适中的预热温度和预热速度来控制焊锡珠的形成。
..焊膏的选用也影响着焊接质量,焊膏中金属的含量,焊膏的氧化物含量,焊膏中金属粉末的粒度,及焊膏在印制板上的印刷厚度都不同程度影响着焊锡珠的形成。
....1:焊膏中的金属含量:焊膏中金属含量的质量比约为90-91%,体积比约为50%左右。
当金属含量增加时,焊膏的粘度增加,就能更有效地抵抗预热过程中气化产生的力。
另外,金属含量的增加,使金属粉末排列紧密,使其有更多机会结合而不易在气化时被吹散。
金属含量的增加也可以减小焊膏印刷后的塌落趋势,因此不易形成焊锡珠。
....2:焊膏中氧化物的含量:焊膏中氧化物含量也影响着焊接效果,氧化物含量越高,金属粉末熔化后结合过程中所受阻力就越大,再流焊阶段,金属粉末表面氧化物的含量还会增高,这就不利?quot;润湿"而导致锡珠产生。
SMT PCB板印刷清洗作业指导书

表格编号生效日期版 本作业基本流程图辅料防静电手套无水酒精无尘擦纸2.已贴片的PCB 进行锡膏清理时,异形元件取下用酒精清洗后需再次利用,CPU 和Flash 元件洗完后要进行烘烤.(烘烤120℃/12小时)1.由印刷操作工或班长指定专人进行印刷不良品板处理防止静电损坏元件3.清洗的PCB 板需进行外观检查,重点检查以下位置:防静电毛刷超声波清洗仪防静电物料盒一、目的:对印刷不良的产品进行板面清理,保证板面清洁,确保PCB再次利用,防止后道工序产生锡珠、堵孔问题。
二、具体作业步骤及要求:1.准备好PCB清洗用的工具,作业前配戴防静手腕,双手配戴手套。
3.将物料盒内倒入1/3料盒高度无水酒精.用酒精清洗已去除板面辅料的PCB 板,用防静电毛刷蘸酒精来回刷洗PCB 至少3次,IC 处刷洗5次以上(图二),以上清洗完成后需用干净的无水酒精再刷一遍,防止板面有脏污。
清洗完成后用专用容器盛装清洗用的酒精,每天进行沉淀物处理,至少每周一次更换清洗酒精,实际清洗过程按清洗液的清洁度调整更换频次。
9.作业完成将工具、废弃辅料做好标识放在指定位置,定期进行处理,做好现场6S 。
三、作业注意事项:治 具/工 具铲 刀1392011CSMT 工艺指导书作业名称PCB板清洗编制: 审核: 批准: 入册编号:7.将清洗检查完成的PCB 板放入放入烤箱烘烤半个小时,温度设定120℃.8.从烤箱取出PCB 板,并在PCB 工艺边上贴10mm 长高温交代,写上QX(清洗),此部分PCB 需由班长进行确认无问题后方可印刷,炉后检查人员重点对此类产品外观进行检查控制(图五)4.需要进行BGA 贴装的产品,还要把清洗完的PCB 板再次放入超声波清洗仪清洗,时间约5min 5.用无尘纸擦拭板面酒精,并用气枪将板吹一遍,,重点是板孔、IC 处(图三四)6.用显微镜检查PCB 是否清洗干净,重点检查PCB 板边、定位孔、元件孔和按键位置的清洁度2.用铲刀将印刷不良的PCB板上的锡膏、红胶清理掉(图一),清理的辅料放在废弃辅料回收盒里,清理过程注意不可划伤PCB板面。
锡珠的产生原因与解决措施
波峰焊接中溅锡珠的形成原因⑴ “小爆炸”理论波峰焊接中在 PCB 的焊接面及元件面上均可能产生锡珠飞溅现象。
普遍认为在 PCB 进入波峰之前有水汽滞留在PCB上的话,一旦与波峰钎料接触,在剧烈升温的过程中,就会在极短的时间内迅速汽化变成蒸汽,发生爆发性的排气过程。
正是这种剧烈的排气可能引发正处在熔融状态中的焊接点内部的小爆炸,从而促使钎料颗粒在脱离波峰时飞溅在PCB上形成锡珠。
在波峰焊接前PCB水汽的来源,杭州东方通信公司对此进行过专题研究和试验,归纳的结论如下:① 制造环境和PCB存放时间制造环境对电子装联的焊接质量有着很大的影响。
制造环境的湿度较重,或PCB包装开封较长时间后再进行贴片和波峰焊生产,或者PCB贴片、插装后放置一段时间后再进行波峰焊,这些因素都很有可能使PCB在波峰焊接过程中产生锡珠。
如果制造环境的湿度太大,在产品制造过程中空气浮动着水汽很容易会在PCB表面凝结,使PCB通孔中凝结有水珠,在过波峰焊时,通孔中的水珠经过预热温区后可能还没有完全挥发完,这些没有挥发完的水珠接触到波峰的焊锡时,经受了高温,就会在短时间内汽化变成蒸汽,而此时正是形成焊点的时候,水汽就会在焊料内产生空隙,或挤出焊料产生锡球。
严重的话就会形成一个爆点,并在它的周围分布有被吹开的细小的锡珠。
假如PCB在包装开封较长时间后再进行贴片和波峰焊,通孔中也会凝结有水珠;PCB完成贴片后或插装完成后放置了一段时间,也会凝结水珠。
同样的原因,这些水珠都有可能在波峰焊过程中导致锡珠产生。
因而,作为从事电子装联的企业,对制造环境的要求和对产品制造过程中的时间安排显得特别地重要。
贴片完成后的PCB应在24小时内完成插装并进行波峰焊,假如天气晴朗干燥,可以在48小时内完成。
② PCB阻焊材料和制作质量在PCB制造过程中所使用的阻焊膜也是波峰焊产生锡球的原因之一。
因为阻焊膜与助焊剂有一定的亲合性,阻焊膜加工不良常常会引起锡珠粘附,产生焊锡球。
锡珠产生的原因及解决方法

锡珠产生的原因及解决方法(总3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--焊锡珠产生的原因及解决方法摘要:焊锡珠(SOLDER BALL)现象是表面贴装(SMT)过程中的主要缺陷,主要发生在片式阻容组件(CHIP)的周围,由诸多因素引起。
本文通过对可能产生焊锡珠的各种原因的分析,提出相应的解决方法。
焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是最烦人的问题,要完全消除它,是非常困难的。
焊锡珠的直径大致在~之间,也有超过此范围的,主要集中在片式阻容组件的周围。
焊锡珠的存在,不仅影响了电子产品的外观,也对产品的质量埋下了隐患。
原因是现代化印制板组件密度高,间距小,焊锡珠在使用时可能脱落,从而造成组件短路,影响电子产品的质量。
因此,很有必要弄清它产生的原因,并对它进行有效的控制,显得尤为重要了。
一般来说,焊锡珠的产生原因是多方面,综合的。
焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、组件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。
下面我就从各方面来分焊锡珠产生的原因及解决方法。
1、焊膏的选用直接影响到焊接质量。
焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。
A、焊膏的金属含量。
焊膏中金属含量其质量比约为88%~92%,体积比约为50%。
当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。
另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容结合而不被吹散。
此外,金属含量的增加也可能减小焊膏印刷后的“塌落”,因此,不易产生焊锡珠。
B、焊膏的金属氧化度。
在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及组件之间就越不浸润,从而导致可焊性降低。
实验表明:焊锡珠的发生率与金属粉末的氧化度成正比。
锡珠产生的原因分析
焊锡珠产生的原因及解决方法摘要:焊锡珠(SOLDER BALL)现象是表面贴装(SMT)过程中的主要缺陷,主要发生在片式阻容元件(CHIP)的周围,由诸多因素引起。
本文通过对可能产生焊锡珠的各种原因的分析,提出相应的解决法。
焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是最烦人的问题,要完全消除它,是非常困难的。
焊锡珠的直径大致在0.2mm~0.4mm之间,也有超过此范围的,主要集中在片式阻容元件的周围。
焊锡珠的存在,不仅影响了电子产品的外观,也对产品的质量埋下了隐患。
原因是现代化印制板元件密度高,间距小,焊锡珠在使用时可能脱落,从而造成元件短路,影响电子产品的质量。
因此,很有必要弄清它产生的原因,并对它进行有效的控制,显得尤为重要了。
一般来说,焊锡珠的产生原因是多方面,综合的。
焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。
㆘面我就从各方面来分焊锡珠产生的原因及解决方法。
1、焊膏的选用直接影响到焊接质量。
焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。
A、焊膏的金属含量。
焊膏中金属含量其质量比约为88%~92%,体积比约为50%。
当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。
另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容结合而不被吹散。
此外,金属含量的增加也可能减小焊膏印刷后的“塌落”,因此,不易产生焊锡珠。
B、焊膏的金属氧化度。
在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
实验表明:焊锡珠的发生率与金属粉末的氧化度成正比。
一般的,焊膏中的焊料氧化度应控制在0.05%以下,最大极限为0.15%。
C、焊膏中金属粉末的粒度。
锡珠的产生原因及解决方法

锡珠的产生原因及解决方法锡珠的产生原因及解决方法锡珠现象是smt过程中的主要缺陷,主要发生在片式阻容元件的周围,由诸多因素引起。
它的产生是一个复杂的过程,也是最烦人的问题,要完全消除它,是非常困难的。
锡珠的直径大致在0.2mm——0.4mm之间,也有超过此范围的。
锡珠的存在,不仅影响了电子产品的美观,对产品的质量也有极大的隐患。
我们都知道现在smt工艺中的元件间距小,密度高,若是锡珠在使用时脱落,就可能造成元件短路,影响电子产品的质量。
因此,弄清锡珠产生的原因,并对它进行有效的控制,显得尤为重要了。
锡珠的产生原因是多方面造成的。
锡膏的印刷厚度、其组成及氧化度、模板的制作及开口都有可能造成锡珠现象,同时锡膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是锡珠产生的原因。
下面吉田店铺就从各方面来分锡珠产生的原因及解决方法。
1、锡膏的金属氧化度。
在锡膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,锡膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
锡珠的发生率与金属粉末的氧化度成正比。
一般的,锡膏中的焊料氧化度应控制在0.05%以下,最大极限为0.15%。
2、锡膏在印制板上的印刷厚度。
锡膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm——0.20mm之间。
锡膏过厚会造成锡膏“塌边”,促进锡珠的产生。
3、锡膏中助焊剂的量及焊剂的活性。
焊剂量太多,会造成锡膏的局部塌落,从而使锡珠容易产生。
另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。
免清洗锡膏的活性较松香型和水溶型锡膏要低,因此就更有可能产生锡珠。
4、此外,锡膏在使用前,一般冷藏在冰箱中,取出来以后应该使其恢复到室温后打开使用,否则,锡膏容易吸收水分,在再流焊锡飞溅而产生锡珠。
58回流焊中锡珠形成的原因及解决方法介绍|南昌回流焊原理2017-03-22 12:44 | #2楼波峰焊第一品牌【精极科技】深圳市精极科技有限公司成立于2002年8月,是一家以设计、生产、销售等工业仓储设备及柔性生产线设备为主的专业生产厂家,同时分销配套的防静电周边产品。
PCB波峰焊后板面锡珠分析改善
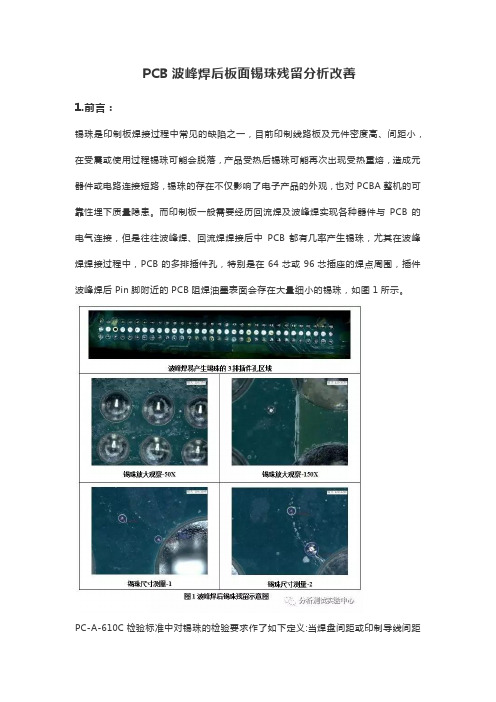
PCB波峰焊后板面锡珠残留分析改善1.前言:锡珠是印制板焊接过程中常见的缺陷之一,目前印制线路板及元件密度高、间距小,在受震或使用过程锡珠可能会脱落,产品受热后锡珠可能再次出现受热重熔,造成元器件或电路连接短路,锡珠的存在不仅影响了电子产品的外观,也对PCBA整机的可靠性埋下质量隐患。
而印制板一般需要经历回流焊及波峰焊实现各种器件与PCB的电气连接,但是往往波峰焊、回流焊焊接后中PCB都有几率产生锡珠,尤其在波峰焊焊接过程中,PCB的多排插件孔,特别是在64芯或96芯插座的焊点周围,插件波峰焊后Pin脚附近的PCB阻焊油墨表面会存在大量细小的锡珠,如图1所示。
PC-A-610C检验标准中对锡珠的检验要求作了如下定义:当焊盘间距或印制导线间距的尺寸为0.13mm时,锡珠直径不能超过0.13mm,或者在600mm范围内不能出现超过5个锡珠。
如图1,波峰焊生产后锡珠的直径存在一定的差异性,较小锡珠的直径在50μm左右,而较大的锡珠直径可达到185μm(超过标准要求0.13mm),如果不在波峰焊后对锡珠进行人工清理,锡珠的数量难以直接符合IPC-A-610C的接收标准要求。
波峰焊锡珠的残留降低了焊接的质量,增加了检验和返修的人工费用。
假如出厂的PCBA还存在着没有被检查出来的锡珠,有可能会影响设备的正常运行,而引起严重后果。
2.锡珠的粘附分析:锡珠的残留是由于阻焊油墨与锡珠间发生结合,所以锡珠残留机理分析的第一步应当对锡珠的结合界面观察分析。
使用扫描电镜观察锡珠微观形貌,使用X射线能谱仪对锡珠表面进行EDS元素分析,结果如图2所示。
由图2可知,测试板经波峰焊后,在扫描电镜的背散射成像模式下(样品成分信息观察),锡珠表面与阻焊表面均存在一层黑色异物,经元素分析未发现主要特征元素为C、O、Al、S、Cl、Cu、Sn,C(碳)含量(75.02%)、O(氧)含量(21.12%)明显偏高,说明黑色异物可能为波峰焊后锡珠表面残留的助焊剂。
通孔去锡方法
通孔去锡方法引言通孔去锡是电子制造过程中的一个重要步骤,它用于去除印刷电路板(PCB)上的锡,以确保通孔的导电性能和可靠性。
本文将介绍通孔去锡的方法和相关工艺,以及各种方法的优缺点和适用场景。
1. 通孔去锡的重要性通孔是PCB上的一种重要结构,用于连接不同层的电路。
在制造过程中,通孔会被填充锡以确保良好的导电性能和连接可靠性。
然而,在一些特定的应用中,如高频电路和微型电子器件中,锡的存在可能会对信号传输和器件性能产生负面影响。
因此,通孔去锡成为必要的工艺步骤。
2. 通孔去锡方法通孔去锡的方法有多种,常见的包括机械去锡、化学去锡和热气去锡等。
下面将逐一介绍这些方法及其工艺流程。
2.1 机械去锡机械去锡是一种常见且简单的通孔去锡方法,它通过机械力去除通孔内的锡。
具体步骤如下:1.准备去锡设备,如针式去锡工具或去锡机。
2.将去锡工具或去锡机的头部对准通孔口,施加适当的力度。
3.旋转或推动去锡工具,使其与通孔内的锡接触并去除锡层。
4.检查通孔是否完全去锡,如有残留锡层,可重复以上步骤直至去除干净。
机械去锡的优点是操作简单、成本低廉,但对通孔及周围材料有一定的磨损风险。
2.2 化学去锡化学去锡是一种常用的通孔去锡方法,它利用化学反应去除通孔内的锡。
具体步骤如下:1.准备去锡液,如去锡剂。
2.将PCB浸入去锡液中,确保通孔完全浸没。
3.根据去锡液的配方和要求,控制浸泡时间和温度。
4.取出PCB并用清水冲洗,以去除残留的去锡液。
5.检查通孔是否完全去锡,如有残留锡层,可重复以上步骤直至去除干净。
化学去锡的优点是去锡效果好,对PCB材料和通孔的磨损较小。
但需要注意化学去锡液的选择和使用安全。
2.3 热气去锡热气去锡是一种常用的通孔去锡方法,它利用高温气流将通孔内的锡熔化并吹除。
具体步骤如下:1.准备热气去锡设备,如热风枪或热气流台。
2.将热气枪或热气流台的喷嘴对准通孔口,调节适当的温度和气流速度。
3.向通孔喷射高温气流,使通孔内的锡熔化并被气流吹除。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
消除PCB中的錫珠本文介紹,一種U形模板開孔確定的錫膏沈澱可以防止錫珠的形成。
焊錫由各種金屬合金組成。
由印刷電路板(PCB)裝配商使用的錫/鉛合金(Sn63/Pb37)是錫膏和用於波峰焊接的錫條或錫線的典型粉末。
在PCB上不是設計所需的位置所找到的焊錫包括錫塵(solder fine)、錫球(solder ball)和錫珠(solder bead)。
錫塵是細小的,尺寸接近原始錫膏粉末。
對於-325~+500的網目尺寸,粉末直徑是25-45微米,或者大約0.0010-0.0018"。
錫塵是由顆粒的聚結而形成的,所以大於原始的粉末尺寸。
錫珠(solder beading)是述語,用來區分一種對片狀元件獨特的錫球(solder balling)(圖一)。
錫珠是在錫膏塌落(slump)或在處理期間壓出焊盤時發生的。
在回流期間,錫膏從主要的沈澱孤立出來,與來自其他焊盤的多餘錫膏集結,或者從元件身體的側面冒出形成大的錫珠,或者留在元件的下面。
圖一、錫珠IPC-A-610 C將0.13mm(0.00512")直徑的錫球或每600mm2(0.9in2)面積上少於五顆分爲第一類可接受的,並作爲第二與第三類的工藝標記2。
IPC-A-610 C允許“夾陷的”不干擾最小電氣間隙的錫球。
可是,即使是“夾陷的”錫球都可能在運輸、處理或在一個振動應用的最終使用中變成移動的。
錫球已經困擾表面貼裝工業許多年。
對於只表面貼裝和混合技術的PCB,錫珠在許多技術應用中都遇到。
查明相互影響和除掉錫珠的原因可以改善合格率、提供品質、提高長期的可靠性、和降低返工與修理成本。
錫珠的原因人們已經將錫珠歸咎於各種原因,包括模板(stencil)開孔的設計、錫膏的成分、阻焊層的選擇、模板清潔度、定位、錫膏的重印、焊盤的過分腐蝕、貼片壓力、回流溫度曲線、波峰焊錫的飛濺、和波峰焊錫的二次回流。
3-5模板開孔的設計模板開孔的形狀是在免洗錫膏應用中的一個關鍵設計參數。
形成一個具有良好焊腳的高質量可靠的焊接點要求有足夠的錫膏。
過多的錫膏沈澱是錫珠的主要原因。
爲了解決在片狀元件上的錫珠問題,已經推薦了各種模板設計形式。
最流行的是homeplate開孔設計(圖二)。
據說這種homeplate設計可以在需要的地方準確地提供錫膏,從片狀元件的角上去掉過多的錫膏。
可是,homeplate設計帶來錫膏的粘附區域不足的問題,造成元件偏位。
錫膏提供很小的與零件接觸的面積。
一個貼裝50%偏位元的零件與濕潤的錫膏接觸的面積甚至更少。
除此而外,homeplate設計不能消除片狀元件下面和相鄰位置的錫珠。
錫膏還是直接在元件的中間出現,從這裏它可能在回流期間轉移到不希望的位置。
在探討各種形狀的模板開孔期間,在片狀元件下面出現過多錫膏的模板設計包括:∙homeplate模板(圖二)∙比矩形片狀元件焊盤形狀減少85%的模板(圖三)∙對片狀元件的T形開孔模板(圖四)圖二、Homeplate開孔模板圖三、減少85%的模板圖四、T形開孔模板homeplate模板減少在片狀元件上的錫珠數量,但是不能完全消除。
減少85%的模板有80%的片狀元件出現錫珠。
T形模板可去掉50%的錫珠。
因此,這三種模板沒有哪個可以持續地消除錫珠,同時在裝配期間提供足夠的粘附力來將元件固定在位。
錫膏配方較新一代的錫膏提供較長的模板壽命、提高粘性時間、松脆與持續的印刷清晰度、對各種板和元件金屬的良好的可焊性、以及測試探針可測試殘留物。
可是,如果模板設計與回流曲線沒有適當地考慮,需要用來獲得這些特性的溶劑與活性劑成分也可能增加錫珠出現機會。
阻焊層的選擇阻焊塗層可以影響到錫膏。
阻焊層類型與錫珠出現頻率的關係從過去的經驗上看是明顯的。
阻焊層可以有一種不光滑的或光滑的表面塗層。
不光滑的塗層傾向於産生較少的錫珠,因爲它提供對殘留的立足之地,因而減少殘留的擴散。
光滑的塗層産生較多的錫珠,因爲助焊劑在液態時可能更容易擴散。
模板清潔度模板底面的弄髒可能造成錫珠和錫橋。
可能的原因包括過高的刮刀(squeegee)壓力、不經常與不正確的模板底部擦拭或圓頂狀焊盤的密封差,圓頂狀焊盤是在使用熱風焊錫均塗法(HASL)對板進行表面塗敷時形成的。
定位印刷的定位對維持良好的工藝持續性是關鍵的。
錫膏對準不好可能造成錫橋、在焊盤與阻焊之間間隙中的錫塵、和錫珠。
對準不好可能消除良好的密封效果和造成錫膏的滲漏。
印偏出焊盤的錫膏可能在回流期間不能完全集結。
錫膏的疊印與焊盤的過分腐蝕製造比設計大的模板開孔和焊盤的過分腐蝕是疊印的兩個潛在原因。
過多的錫膏沈澱在焊盤上是錫珠的主要原因。
對於密間距(fine-pitch)元件,存在錫塵的危險。
在助焊劑液化和在焊盤之間流動時,對於非焊錫阻焊界頂的焊盤,錫塵可以到達焊盤與阻焊之間的間隙內。
這些錫塵可能留在井道內,在回流期間不被吸回到焊接點上。
雖然有免洗助焊劑包圍住,不能移動,但是錫塵不應該出現在相鄰焊盤之間,特別是對於QFP(quad flat pack)。
在密間距引腳之間的阻焊數量有錫塵的出現有關。
減少或消除兩個QFP焊盤之間的阻焊區域可能增加錫塵問題。
在最近的一個試驗中,在一個20-mil間距的元件上10個焊盤之間找到47顆錫塵。
爲了解決這個問題,開孔的尺寸減小,以提供密封和錫膏在焊盤上乾淨地釋放。
減少如下所描述的錫膏開孔消除了錫塵的原因。
元件貼裝壓力錫膏的任何塌落或過高的貼裝壓力都將造成一些錫膏沈澱跑出焊盤,大大地增加回流期間錫珠的形成機會。
在元件貼裝期間使用適當的壓力將元件直接放到錫膏中,但不會將錫膏擠到一個不希望的位置。
回流溫度曲線從錫膏製造商那裏的回流溫度曲線一般提供一個較寬的操作範圍。
在這個可接受的範圍內,幾個不同的特性影響助焊劑和焊接點形成的效果。
一個慢的線性預熱允許錫膏中的溶劑逐漸蒸發,減少諸如熱塌落和飛濺發生的機會。
可接受的升溫率一般低於每秒2°C。
已經發現每秒1.3°C的速率是最有效的。
這個速率允許助焊劑緩慢激化,在完成其目的之前不被蒸發掉。
回流以上的時間影響與銅基材料形成的金屬間化合物的數量。
可接受的回流以上時間爲45-90秒鐘。
峰值溫度可以影響産品的長期壽命。
溫度越低,元件上的應力越小。
一般,除非特殊零件要求,230°C是最高溫度。
波峰焊錫飛濺波峰焊接工藝也可能造成PCB的元件面上的錫珠。
如果助焊劑預熱不適當,在PCB進入波峰之前有水留在板上的話,飛濺就可能發生。
隨機的錫球可能附著在PCB和元件上。
波峰高度可能造成過多的焊錫在通孔或旁路孔內起泡和飛濺。
錫球可能在錫鍋工藝中發生。
波峰焊錫的二次回流板通過波峰焊接工藝的速度可能太慢,造成元件面上的第二次回流。
慢速可能會讓焊錫移動,造成QFP引腳鬆動。
QFP引腳鬆動在外表看上去是好焊點,但在後面的測試中變成開路。
有壓力接觸的開路可能允許電路通過測試,而不表現爲開路。
製造商推薦的通過預熱和波峰的最高頂面溫度必須維持。
焊接試驗一種試驗設計(DOE, design of experiment)用來測量在錫膏、模板開孔設計和回流溫度曲線的預熱部分之間的相互作用,以決定錫珠的原因。
使用共晶Sn63/Pb37合金的錫膏包括:∙錫膏一:水溶性錫膏∙錫膏二:免洗、探針可測試錫膏∙錫膏三:合成松香免洗錫膏錫膏通過在線絲印機來印刷,使用視覺檢查錫膏沈澱的均勻性。
刮刀速度每分鐘1.5英寸,用來刮印一英寸厚的錫膏條。
使用了兩種不同的模板形狀:矩形的85%焊盤尺寸(圖三)和U形的85%焊盤覆蓋(圖五)。
在U形的模板上,片狀元件下面的中間部分是沒有錫膏的。
模板材料是0.006"厚度的不銹鋼,化學腐蝕。
這種設計已經證明可以提供連續的錫膏沈澱。
圖五、U形開孔的模板使用的兩種回流溫度曲線主要是其預熱部分不同。
錫膏製造商推薦的溫度曲線的特點是很寬的工藝視窗。
一條曲線的預熱區是很緩慢和低溫的,升溫率爲每秒1.3°C。
這條曲線沒有平臺的預熱保溫區,而是緩慢地升溫到峰值溫度。
另一條曲線使用一種更傳統形狀的預熱、保溫和升溫到峰值溫度。
使用具有上下加熱的強制對流回流焊接爐。
壓力均勻。
用於本試驗的PCB是124平方英寸、高密度貼裝和貼裝後重量爲381克。
由FR-4材料製成,具有光滑的阻焊表面塗層。
單在PCB的底面就使用了超過400個片狀元件。
使用模板將錫膏印刷到PCB的元件焊盤上。
使用自動貼裝設備,PCB裝配得到回流焊接。
然後在元件面印刷錫膏,貼裝和回流焊接。
在這些操作之後,通孔元件用手工插件到PCB上。
然後將板放在一個選擇性焊接託盤上,在一個雙波氮氣覆蓋系統內進行波峰焊接。
使用超聲波噴霧將一種低固、水基免洗助焊劑噴霧在PCB的底面上,底面對流加熱用來將它預熱。
PCB裝配就這樣連續地製造出來。
使用的判斷標準是按照IPC-A-610C。
該試驗是一個自由度的方差分析(ANOVA)。
試驗設計(DOE)是一個八次運算的基本Plackett-Burman混合電路。
回應的變數是錫珠。
主要結果該試驗的主要結果在表一中列出。
另外,一種圖形技術- scree plotting - 用來分析該試驗的結果(圖六)。
表一、焊接試驗的主要結果設定結果運行系列錫膏曲線模板元件面過錫面81-81升溫U形、85%一個無錫無缺陷79-161升溫85%無缺陷錫珠、所有卡617-241回流85%錫珠錫珠、所有卡525-321回流U形、85%無缺陷無缺陷433-402升溫U形、85%無缺陷兩個錫橋341-482回流85%錫珠、所有卡錫珠、所有卡249-563升溫85%錫珠、所有卡錫珠、所有卡157-643回流U形、85%無缺陷無缺陷圖六、爲錫珠的scree作圖在其他産品上用相同的模板開孔進行了探索性試驗。
隨後的試驗證實了對片狀元件使用U形開孔咳消除錫珠。
這種U型在其所需要的位置提供準確的錫膏,而沒有在可能造成錫珠從片狀元件身體下面擠出的地方提供錫膏。
Scree作圖爲分析方差分析結果提供圖形工具。
單詞scree描述的是在懸崖底部的碎石。
scree作圖以幅值下降的順序結合方差分析的平方和,將這些點連接形成“懸崖”曲線。
圖六中在“懸崖”底部的“碎石”代表背景噪音,而“懸崖”代表資料中出現的重要信號。
對錫珠的scree作圖表明了所選摩板開孔的關鍵性。
其他的因素不提供信號,不造成錫珠的形成。
錫膏中的助焊劑在零件下面交替的焊盤之間結合,細小的錫塵集結成爲錫珠,從片狀元件下面擠出,附著在元件邊上。
U形開孔的模板只在其需要的地方出現錫膏,在片狀元件身體的邊緣,不直接在身體的中間下面。
這樣一來,如果片狀元件貼放偏離位置,錫膏沈澱足夠在整個過程和回流焊接中維持住零件。
在QFP元件上的錫塵通過減少焊盤開孔而消除。
對於密間距(<0.050")元件,錫膏開孔與焊盤的形狀相同,開口爲焊盤長度的75%,焊盤寬度的85%,中心在焊盤上。