焊口编号
焊口编号规则
供热管网现场焊缝编号规则
1、施工标段号+管道所在道路编号(介质流向)+桩号+焊口流水号
III—W34/(L、R)/(G、H)—K1—001~999
2、若局部路段管道实际焊口超出预估焊口数,预留号段用完时,可用K1/001~999+01~99方式编号,编号顺序为道路路桩里程增加方向。
3、因部分道路两侧均有供热管网,为便于区分,需在编号时注明管道与道路的相对位置。
面向道路桩号(里程增加方向),左手为左,右手为右,如管网仅在道路单侧有,则不标注左右。
3、例如:
1)III—W34/G—K1—001
表示:III标段纬三十四路供水管道从K1路桩开始编号的第1个焊缝。
2)II—HZBL/L/H—K10—014
表示:II标段货站北路左侧回水管道从K10路桩开始编号的第14个焊缝。
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....;A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
焊口编号方法
焊口编号方法:
1.无损检测焊口编号及编排方法以焊接委托单为主要依据,并与焊接的施焊记
录图相对应。
2.如果是属于抽检焊口,除所委托焊口编号外,还要记录号管段编号,以便对
无损检测焊口编号在整个管线中进行定位跟踪管理,有追溯性。
3.无损检测射线底片编号要与所委托焊口号一致。
对管线固定焊口属于吊焊口
的,以平焊位置为中心,顺介质流动方向顺时针右手螺旋法则确定;对属于横焊口的,以介质水平流动方向为参照,所面对焊缝中心为起点,按右手螺旋法则顺时针进行布片或进行缺陷标记。
4.对属于地面组合,需要位移的焊口,需在地面上做好实体标识(采用醒目油
漆或记号笔),每道焊口片号顺序以收弧处为基点,以介质流向为基准,由右手螺旋法则确定,用记号笔在焊口上标识片号,或辅以示意图进行
5.对因检测不合格的焊口,需要扩探的焊口编号后家K字样,对需要加倍检验
的编号后加J字样。
6.需要返工处理的部位,射线底片编号在原编号后加R字样。
7.焊缝探伤后,在离焊缝100mm处,标识相应探伤方式字样“RT”或“UT”。
8.焊缝射线透明胶片上,标识内容:产品编号,焊缝编号部位编号,透照日期。
管线焊口分布图
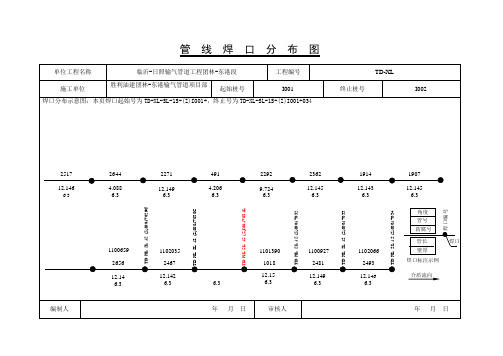
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图
管线焊口分布图。
焊接焊口编号

2015/10/25 8;00 2015/10/25 8:22 2015/10/25 8:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;1 现场编号;2 现场编号;3操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:15 环境温度:15 环境温度:15加热温度:230.5 加热温度:231.0 加热温度:231.1拖动压力:1.30兆帕拖动压力:1.31兆帕拖动压力:1.28兆帕熔接压力:2.68兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.28兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/25 9;05 2015/10/25 9:25 2015/10/25 9:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;4 现场编号;5 现场编号;6操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:16 环境温度:16 环境温度:16加热温度:231.1 加热温度:231.2 加热温度:230.5拖动压力:1.29兆帕拖动压力:1.30兆帕拖动压力:1.30兆帕熔接压力:2.69兆帕熔接压力:2.68兆帕熔接压力:2.69兆帕保压压力:2.29兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成2015/10/25 10;05 2015/10/25 10:25 2015/10/25 10:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;7 现场编号;8 现场编号;9操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:17 环境温度:17 环境温度:17加热温度:231.1 加热温度:231.2 加热温度:231.0拖动压力:1.31兆帕拖动压力:1.28兆帕拖动压力:1.29兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.29兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/25 10;45 2015/10/26 13:05 015/10/26 13:25焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;10 现场编号;11 现场编号;12操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:17 环境温度:20 环境温度:20加热温度:231.0 加热温度:230.8 加热温度:231.2拖动压力:1.29兆帕拖动压力:1.28兆帕拖动压力:1.28兆帕熔接压力:2.70兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 13;48 2015/10/26 14:10 015/10/26 14:32焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;13 现场编号;14 现场编号;15操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:20 环境温度:20 环境温度:20加热温度:231.3 加热温度:230.8 加热温度:230.5拖动压力:1.30兆帕拖动压力:1.30兆帕拖动压力:1.31兆帕熔接压力:2.68兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.28兆帕保压压力:2.28兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 14;55 2015/10/26 15:18 015/10/26 15:45焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;16 现场编号;17 现场编号;18操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:20 环境温度:20 环境温度:20加热温度:231.5 加热温度:230.2 加热温度:231.1拖动压力:1.29兆帕拖动压力:1.29兆帕拖动压力:1.30兆帕熔接压力:2.68兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.30兆帕保压压力:2.31兆帕保压压力:2.31兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********0809040 HJ-250********08090402015/10/26 16;05 2015/10/26 16:30 015/10/27 10:05焊接总数:000000 焊接总数:000000 焊接总数:000000现场编号;19 现场编号;20 现场编号;21操作工号:H20 操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11 管材规格:dn110SDR11 环境温度:18 环境温度:18 环境温度:15加热温度:230.8 加热温度:230.5 加热温度:231.2拖动压力:1.27兆帕拖动压力:1.30兆帕拖动压力:1.29兆帕熔接压力:2.69兆帕熔接压力:2.70兆帕熔接压力:2.70兆帕保压压力:2.29兆帕保压压力:2.30兆帕保压压力:2.29兆帕加热时间:9秒加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成焊接结果:自动*完成HJ-250********0809040 HJ-250********08090402015/10/27 10;25 2015/10/27 10:45焊接总数:000000 焊接总数:000000现场编号;22 现场编号;23操作工号:H20 操作工号:H20管材材质:PE100 管材材质:PE100管材规格:dn110SDR11 管材规格:dn110SDR11环境温度:17 环境温度:17加热温度:230.1 加热温度:230.2拖动压力:1.30兆帕拖动压力:1.31兆帕熔接压力:2.68兆帕熔接压力:2.69兆帕保压压力:2.28兆帕保压压力:2.30兆帕加热时间:9秒加热时间:9秒吸热时间:01分31秒吸热时间:01分31秒转换时间:05秒转换时间:05秒冷却时间:13分冷却时间:13分焊接结果:自动*完成焊接结果:自动*完成。
焊接工程编号一览

临海市垃圾焚烧发电厂工程
焊接编号一览表
注:同一管屏编号原则从左至右1-N,从前到后1-N。
前水冷壁
焊口标识图:
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
隔墙水冷壁
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
焊口标识图:
审核:记录:
焊口标识图:∮133X12
审核:记录:
低温过热器
焊口标识图:
焊口标识图:
焊口标识图:
过热器集箱连接管
焊口标识图:
审核:记录:
焊口标识图:
焊口标识图:
审核:记录:
省煤器
焊口标识图:
蒸发受热面
焊口标识图:。
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管线号焊缝编号探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。