码垛机配件手册更改
称重包装检测码垛用户手册
2.3.
2.3.1
本全自动包装单元的真空系统的真空原理图如图2-5所示,真空系统是以真空压力为动力源,通过吸盘来吸附包装袋,实现取袋、开袋功能。
包装单元真空系统中的真空泵为连续运转,只要包装机开机,真空泵即处于抽真空状态。当吸盘接触到包装袋时,系统内开始建立真空,当达到真空开关设定值时,吸盘吸附着包装袋,在执行装置-气缸的带动下,进行相应操作,操作完成后,真空阀动作,使吸盘断开真空,释放料袋,吸盘在执行装置的带动下,回复原位置,完成一个动作循环。
注意:真空压力表前的球阀只有在检测系统压力时才打开,检测完毕,须关闭球阀,以免真空压力表长时间运行,加速损坏真空压力表。
1-水环真空泵2-消音器3-液压过滤器4-电磁换向阀5-压力开关6-真空过滤器
图2-5包装单元真空原理图
2.3.2
本生产线的气动系统是由气源处理装置、电磁换向阀、调速阀、气缸、消音器、气动软管以及各种快速接头等组成,其中气源处理装置由空气过滤器、减压阀(调压阀)及油雾器组成,其上带有压力表。
上游物料经储料斗落至电子定量秤中进行定量称重。人工将包装袋放置在供袋机的储袋盘上,包装机自动由供袋机上取袋套袋,电子定量秤将称重后的定量物料经二次料门投至包装袋中,装料后的包装袋(简称料袋)由立袋输送机送出,料袋在立袋输送机的输送过程中完成夹口整形、内袋口热封口、外袋口包纸带缝口工序后,输送至倒袋输送机上。倒袋输送机将料袋放倒并输送至压平输送机上,压平输送机将料袋压平整形后输送至金属检测机上,金属检测机对料袋进行金属杂质检测后输送至电子复检秤上进行重量复检,重量复检后的料袋输送至拣选机上,检测出金属杂质的料袋及重量不合格的料袋由拣选机剔除,合格料袋由拣选机输送至皮带输送机上,料袋在皮带输送机的输送过程中由喷码机打印批号,打印批号后的料袋由皮带输送机输送至码垛单元的斜坡输送机上。
码垛各部件说明

码 垛 机 电 气 说 明 书一. 码垛机操作码垛机运行前检查项目1). 仪表压力是否正常、油雾器中的润滑油是否足够;气动装置是否漏气;2). 检查各部分润滑情况;3). 设备运行的禁入区是否有人或杂物;4). 控制开关是否灵活好用;光电开关是否清洁;接近开关是否松动;5). 托盘仓中是否有空托盘。
6). 确认当前码垛包数和触摸屏显示参数是否一致码垛机开车程序1)打开气源阀门;2)合上码垛机动力电源的总开关(控制柜门上);3)将操作台上的钥匙开关接通,确认两个急停开关均是放开,急停指示灯灭;4)若有故障指示,则参考故障提示将故障排除;5)若要进行手动操作,自动操作状态显示窗口显示“系统手动操作”;6)若要进行自动操作,自动操作状态显示窗口显示“系统自动运行”;7)按启动按钮,码垛机进入自动运行状态,运行指示灯亮,停止指示灯灭。
码垛机停车程序1) 在正常情况下,在码垛机的各部机都已完成操作后,按操作台上的停止按钮或高架输送机处的就地停车按钮,使码垛机停车。
2) 在危险情况下,应立即拍下急停开关,断开控制系统电源。
码垛机运行中监视项目1)各单元的电机运转是否正常:有无异常噪音或过热;2)各单元的机械传动系统是否正常:链条是否有异常噪音、皮带是否跑偏;3) 有无故障指示灯亮;4)“满垛/托盘仓空”报警器报警时,应注意托盘仓中空托盘是否已少于二个或垛盘输送机上的垛盘是否已满。
5) 各部件动作是否协调;6) 码垛的垛形是否规则;7) 气动装置是否漏气;系统维护1)操作前检查光电开关表面是否清洁,接近开关是否松动;2)检查操作盘上的按钮开关和选择开关是否灵活好用。
3)定期检查控制柜、接线盒的接线端子、设备的接地线是否动;4)定期检查交流及直流电源的电压是否在规定的范围内;二. 码垛机单元设备功能概述斜坡输送机斜坡输送机包括斜坡输送电机和斜坡光电。
斜坡输送电机为1.5KW制动电机。
斜坡光电由发射式光电和反光板组成,发射式光电开关和反光板工作范围为5米。
码垛机单轴功能调试

(1)打开Main主程序 (2)拖动FB1到主程序main (3)分配背景数据块名称和编号 (4)点击“确定”
任务二:码垛机单轴功能调试
二、简单控制程序编写
4.主程序调用“变频器” 函数块
(5)分配变量
任务二:码垛机单轴功能调试
三、单轴功能程序编写及调试
控制要求: 根据实际控制需要,编写码垛机立体仓库系
任务二:码垛机单轴功能调试
一、添加新块
2. 添加变量
打开“变频器”函数块,定义 输入/输出变量,注意选择合适的 数据类型。
任务二:码垛机单轴功能调试
二、简单控制程序编写
1.变频器速度
添加乘MUL指令 ,分配变量, 触摸屏输入的速度百分比乘以最大 速度值,结果输出电机运行速度。
最大16#4000对应输出1500转, 而16#4000换算成十进制数值为 16384。
智能制造系统集成应用
Integrated Application of Intelligent Manufacturing System
项目二
码垛机出入库 调试
任务二:码垛机单轴功能调试
一、添加新块
1.新建函数块
(1)打开“程序块”,双击“添 加新块” (2)选择“函数块”,修改名称, 选择编程语言LAD,点击“确定”
任务二:码垛机单轴功能调试
三、单轴功能程序编写及调试
3. 程序编写
正转、反转及停止控制
任务二:码垛机单轴功能调试
三、单轴功能程序编写及调试
3. 程序编写
Hale Waihona Puke 速度控制任务二:码垛机单轴功能调试
二、简单控制程序编写
2. 变频器使能信号
码垛机操作规程
码垛机操作规程引言概述:码垛机是一种自动化设备,用于将货物按照一定规则进行堆放和码垛。
为了保证码垛机的正常运行和安全操作,制定一套操作规程是非常必要的。
本文将详细介绍码垛机操作规程的内容和要点。
一、准备工作1.1 确认货物信息在操作码垛机之前,操作人员应子细阅读货物的相关信息,包括尺寸、分量、堆放规则等。
确认货物信息对于正确设置码垛机的参数和工作模式至关重要。
1.2 检查设备状态在操作码垛机之前,操作人员应子细检查设备的状态,包括电源、传感器、控制系统等。
确保设备正常运行,并及时处理任何可能影响操作的故障。
1.3 安全防护措施在操作码垛机之前,操作人员应穿戴好个人防护装备,如安全帽、安全鞋等。
同时,要确保工作区域的安全,清除障碍物,确保操作过程中没有人员挨近。
二、设置码垛机参数2.1 设置堆放规则根据货物的尺寸和堆放要求,设置码垛机的堆放规则。
包括堆放的层数、堆放的方式(如交织堆放、直线堆放等)等。
2.2 设置码垛机速度根据实际情况和安全要求,设置码垛机的运行速度。
要确保速度适中,既能保证工作效率,又能保证操作的安全性。
2.3 设置码垛机的其他参数根据具体的工作需求,设置码垛机的其他参数,如抓取力度、堆放精度等。
这些参数的设置将直接影响到码垛机的运行效果和堆放质量。
三、操作流程3.1 开始运行码垛机确认所有准备工作已完成后,操作人员可以启动码垛机。
按照设定的参数和规则,码垛机将自动完成货物的堆放和码垛任务。
3.2 监控运行状态在码垛机运行过程中,操作人员应时刻关注设备的运行状态。
注意观察码垛机的动作是否正常、堆放是否准确等。
如发现异常情况,应及时采取措施进行处理。
3.3 结束运行码垛机当码垛任务完成后,操作人员应及时关闭码垛机,并进行必要的清理工作。
同时,要对码垛机进行检查,确保设备处于正常状态,并及时报告任何故障或者异常情况。
四、安全注意事项4.1 禁止操作人员挨近码垛机在码垛机运行过程中,操作人员应远离设备,禁止挨近码垛机的工作区域。
(完整版)全自动高位码垛机说明书
电气控制系统1.系统概述电气控制系统控制并协调码垛系统各单元的动作,使码垛机按照工艺流程来完成整个生产过程。
工艺过程如下:包装好的料袋经过斜坡输送机进入压平机和加速输送机,对料袋进行整平、加速,然后进行转位(需要时)和编组操作,将竖袋2袋编为1组,横袋3袋编为1组;编好组的料袋由推袋机推到分层机上,一层5个料袋在分层机上再次整形后,打开分层机放到升降机上的托盘上,升降机下降一层料袋的高度,即码好一层;这样码完8层(或10层)即为一垛,码好后升降机下降到最低位,再由垛盘输送机将垛盘输送到无动力垛盘输送机上,最后由叉车运走。
托盘的供给:叉车将空托盘(最多10个)放入托盘仓中,托盘仓能自动地将托盘放到托盘输送机上,再由托盘输送机送到升降机上。
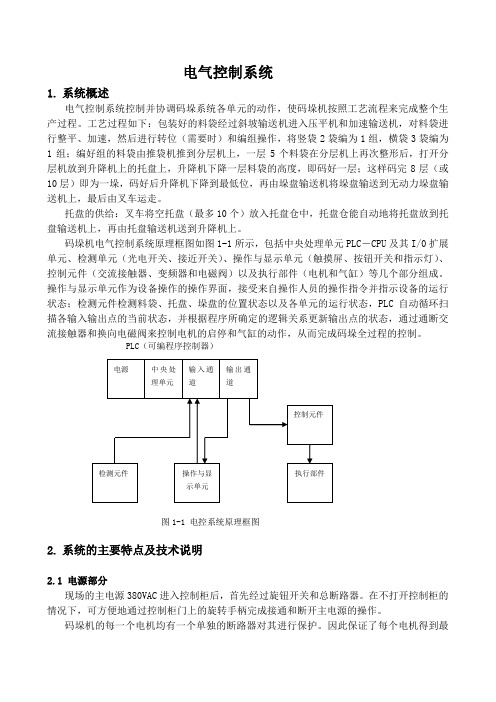
码垛机电气控制系统原理框图如图1-1所示,包括中央处理单元PLC-CPU及其I/0扩展单元、检测单元(光电开关、接近开关)、操作与显示单元(触摸屏、按钮开关和指示灯)、控制元件(交流接触器、变频器和电磁阀)以及执行部件(电机和气缸)等几个部分组成。
操作与显示单元作为设备操作的操作界面,接受来自操作人员的操作指令并指示设备的运行状态;检测元件检测料袋、托盘、垛盘的位置状态以及各单元的运行状态,PLC自动循环扫描各输入输出点的当前状态,并根据程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电机的启停和气缸的动作,从而完成码垛全过程的控制。
PLC(可编程序控制器)图1-1 电控系统原理框图2.系统的主要特点及技术说明2.1 电源部分现场的主电源380VAC进入控制柜后,首先经过旋钮开关和总断路器。
在不打开控制柜的情况下,可方便地通过控制柜门上的旋转手柄完成接通和断开主电源的操作。
码垛机的每一个电机均有一个单独的断路器对其进行保护。
因此保证了每个电机得到最佳的保护,并且便于在发生故障的情况下查找故障点。
本系统所采用的保护断路器集成了多种保护功能,即短路、过载及断相保护,因而省去了传统的热继电器。
码垛机安全操作及保养规程

码垛机安全操作及保养规程一、前言码垛机作为现代物流设备的重要组成部分,广泛应用于工业、商业和公共服务等领域。
为确保安全生产,保障工作人员的生命财产安全,文档旨在规范码垛机在使用和维护过程中的注意事项和规程,以便合理使用设备,预防和避免事故的发生。
二、安全操作规程1. 设备周围环境在进行码垛机操作之前,必须认真检查设备周围是否有障碍物,避免在操作过程中因周围环境因素引起事故。
设备周围应保证的宽敞的空间,便于操作人员执行任务。
同时,应该保证周围的灯光和通风条件良好,以保证工作人员的健康。
2. 码垛机配件码垛机应该按照使用手册要求的配件来使用,不能添加或改动机器的配件。
严禁使用低配件替换原配件、做出操作过严和丧失功能的改动。
在维护和保养过程中,要选择适合码垛机的配件。
3. 操作过程中的安全注意事项(1)操作人员要穿上符合工厂要求的工作服和安全鞋,以防止意外伤害。
(2)应该按照程序标准化操作,严禁在机器运作状态下擅自操作,千万不要贸然在塔上上下乱爬,以免发生意外伤害。
(3)码垛机的操作界面只能由经过专门培训的操作人员来操作,不得将操作的机会留给无法操作的人员。
在这个过程中,不准离开岗位,注意安全,不做无关操作。
(4)在操作过程中,应根据生产计划和操作手册合理设置工作模式,并维护好程序设置以防出现故障,必要时请调整或上报上级管理人员。
4. 当出现问题时的应急处置在码垛机工作时,操作人员应常谨慎,时刻关注机器的运行状态并掌握急修操作措施。
一旦发生机器故障或工作异常,就要根据操作手册中的操作指引及时通报机械维修人员,如不能及时解决机器问题,应立即关闭电源,保持现场原状,并注意设备的安全,不得擅自操作。
三、码垛机保养规程1. 保养周期为延长码垛机的使用寿命,保证其正常的使用,应定期对设备进行保养。
一般来说,码垛机的大保养周期为一年,日常保养周期应该根据工作状态进行适当调整。
2. 保养清单码垛机保养时清单如下:(1)清洁工作:首先要将机器的表面地面和外观进行清洁,用湿布擦拭,避免机器地面上的沙子、灰尘进入设备内部,影响设备的性能和寿命。
自动码垛机操作说明书

图 2.1.4.8
15
杭州青菱自动化技术有限公司
上图 2.1.4.8 为基础数据界面,如果厂家以某一个料框的各 类尺寸为基准,在进行“料架检测”完成之后,可以点选“料架数据 导入”,将此料架扫描所得的参数作为与其它料架对比的标准参数。
本手册提供了码垛机标准操作方法的尽可能详细的信息。但不可能 把所有需避免的可能操作、条件或情况都完全地描述出来。所以,在
2
杭州青菱自动化技术有限公司
操作中碰到任何未描述的问题或情况时,请联络杭州青菱自动化技术 有限公司。请参阅本手册最后一页上的联系信息。
3
目录
杭州青菱自动化技术有限公司
一,安全须知..............................................................................................5 1.1,总纲............................................................................................ 5 1.2 注意细则....................................................................................... 5
1.2 注意细则
1.2.1 在码垛机操作运行中或者等待中,决不可进入码垛机的运动范 围,特别是料叉在垂直方向运动时,禁止任何人员在料叉下方走动, 以免遭受高空意外坠物的伤害。
1.2.2 操作人员在手动或自动运行码垛机的时候,需确认无闲杂人员 穿梭于码垛机附近。码垛机遥控器需由指定人员操作,无关人员禁止
码垛操作

1. 自动运行操作界面多状态指示灯:用于提示操作者生产线当前所处的状态,如:“系统自动运行”、“系统手动操作”、“操作错误”等。
数值显示窗口:总吨数—记录码垛机当前所码吨数;当前层数—码垛机当前垛上所码的层数;编组计数—显示范围0~9,显示当前所完成的编组袋数;转位计数—显示范围0~9,显示当前所完成的转位袋数。
此数据可以通过“计数复位”按钮清零。
状态指示灯:用于显示所对应部机当前的状态,当指示灯为绿色时,表示所对应的部机正在运行;当指示灯为红色时,表示所对应的部机处于停止状态。
自动运行操作界面右侧中部的五个按钮功能如下:零袋排出:当物料包装完毕或者需要更换批号时,最后一垛不一定是满垛,最后几袋也不一定刚好一层,这时若想将这不够一层的物料码到垛盘上并将这不够一垛的物料排出码垛机,那么在系统自动运行时,按一下该按钮即可完成上述任务。
强制排垛:在系统自动运行时,按一下该按钮可以把当前未码满垛的垛盘强制排出。
计数复位:使自动运行操作界面上方所有计数显示清零。
伺服电源:在系统停止状态下,可以通过按下此按钮断开或接通转位伺服驱动器的交流380V动力电源,以便维修时进行手动盘车。
转位伺服初始化:此按钮用于使转位旋转电机自动寻找初始位置,完成准确定位。
其操作方式为,在系统处于停止状态时,按下“转位伺服初始化”按钮,按钮由原来的绿色变为蓝色,此时伺服电机自动寻找初始位置,即进行初始化操作。
当初始化完成之后,按钮自动变回绿色。
2.按钮开关和指示灯“控制电源断开/接通”钥匙开关:用于接通或断开PLC输出模块控制电机接触器的220V交流电源和控制气缸电磁阀的24V直流电源。
“急停”按钮开关:红色蘑菇头按钮,与“码垛停止”按钮串联,此按钮带自锁,按下后码垛机将无法启动,使码垛机可靠地处于停止状态。
若要再启动码垛机,必须将此开关右旋复位。
“码垛启动”按钮:绿色,用于在自动状态下启动码垛机进入自动运行状态。
“码垛停止”按钮:红色,用于将码垛系统从自动运行状态转为停止状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
67
68
图1-1KQ0303.00码垛机总装图
11.2
a)KQ0303.01机架组件明细表见表1-2;
b)KQ0303.01机架组件装配图见图1-2。
表1-2KQ0303.01机架组件明细表
序号
名称
规格
数量
物料代码
1
左支腿
2
200192014
2
线槽
2
200192016
3
线槽支板
4
200142324
13
横向电机组件
1
200191793
14
左腿限位架
2
200192012
15
弹簧垫圈
GB/T93_6
22
100008088
16
内六角圆柱头螺钉
M14X45
70
100011728
17
弹簧垫圈
14
70
100008092
18
内六角圆柱头螺钉
M6X25
2
100006949
19
内六角圆柱头螺钉
M12X25
16
100007032
表1-5KQ0303.02小车组件明细表
序号
名称
规格
数量
物料代码
1
小车架
1
200191990
2
原点架
1
200191997
3
滑块
8
100056237
4
传动齿轮
1
200192000
5
轴承
6212
6
100006062
6
轴承盖
3
200191998
7
同步带夹组件
2
200191790
8
减速机
1
100059964
2
直线导轨
HG30R1240C
4
100056241
3
内六角圆柱头螺钉
M8X30
64
100006983
4
弹簧垫圈
8
64
100008089
图1-9KQ0303.03.01上架组件装配图
11.4.2
a)KQ0303.03.02单排爪组件明细表见表1-10;
b)KQ0303.03.02单排爪组件装配图见图1-10。
b)KQ0303.02.03立柱组件装配图见图1-6。
表1-6KQ0303.02.03立柱组件明细表
序号
名称
规格
数量
物料代码
1
立柱下支撑
1
200191987
2
大拉杆
1
200191985
3
原点
3
200192018
4
限位架
2
200191983
5
立柱上支撑架
1
200191986
6
上盖
1
200191984
7
9
轴承压盖
1
200191999
10
中支撑架
1
200191989
11
轴承
6217
1
100005634
12
主动齿轮
1
200192001
13
立柱组件
1
200191791
14
防尘罩压板
12
200191991
15
原点固定架
1
200191993
16
线槽
1
200191995
17
线槽支撑架
1
200191994
18
拖链架
8
100007034
13
内六角圆柱头螺钉
M16X35
6
100007088
14
弹簧垫圈
16
6
100008094
15
内六角沉头螺钉
M8X16/不锈钢
12
100006748
图1-4KQ0303.01.07横向电机组件装配图
11.3
a)KQ0303.02小车组件明细表见表1-5;
b)KQ0303.02小车组件装配图见图1-5。
1
200191980
19
调整垫片
20
200191996
20
防尘罩
2
200191992
21
内六角圆柱头螺钉
M12X35
4
100007036
22
内六角圆柱头螺钉
M12X30
54
100007034
23
弹簧垫圈
12
58
100008091
24
内六角圆柱头螺钉
M6X20
69
100006948
25
弹簧垫圈
6
69
100008088
SC-50X150/亚德客
4
100053795
3
气缸固定架
4
200191972
内六角圆柱头螺钉
M8X25
48
100006978
5
弹簧垫圈
8
48
100008089
6
六角螺母
M16X1.5
8
100016090
图1-11KQ0303.03.03收拢缸组
客户名称:
生产单编号:
文件代号:
配件手册
——KQ0303码垛机
目 次
1第1章
11.1
a)KQ0303.00码垛机总装图明细表见表1-1;
b)KQ0303.00码垛机总装图总装图见图1-1;
表1-1KQ0303.00码垛机总装图明细表
序 号
名 称
型号(规格)
数 量
物料代码
1
2
3
4
5
6
7
8
9
10
11
12
100006948
12
弹簧垫圈
6
20
100008088
图1-8KQ0303.03抓爪总成装配图
11.4.1
a)KQ0303.03.01上架组件明细表见表1-9;
b)KQ0303.03.01上架组件装配图见图1-9。
表1-9KQ0303.03.01上架组件明细表
序号
名称
规格
数量
物料代码
1
上架
1
200191978
表1-7KQ0303.02.04同步带夹组件明细表
序号
名称
规格
数量
物料代码
1
同步带固定架
1
200191981
2
同步带
200AT20 L=9350
1
100056239
3
压板
1
200191982
4
内六角圆柱头螺钉
M12X35
16
100007036
5
弹簧垫圈
12
28
100008091
6
内六角圆柱头螺钉
M12X45
20
弹簧垫圈12
12
16
100008091
21
内六角圆柱头螺钉
M24X50
44
100007148
22
弹簧垫圈
24
44
100008101
23
内六角圆柱头螺钉
M6X14
20
100006869
24
内六角圆柱头螺钉
M8X20
8
100006972
25
内六角圆柱头螺钉
M8X30
4
100006983
26
弹簧垫圈
8
10
内六角圆柱头螺钉
M12X40
4
100007039
11
六角螺母
M12
4
100006378
12
黄油嘴
M10X1
1
100024703
13
六角螺母
M42
3
100016348
14
内六角锥端紧定螺钉
M8X20
2
100039294
图1-3KQ0303.01.06张紧轮组件装配图
11.2.2
a)KQ0303.01.07横向电机组件明细表见表1-4;
表1-10KQ0303.03.02单排爪组件明细表
序号
物料代码
名称
数量
1
200142051
限位销
64
2
100056242
滑块HGH30CAZOC+ZZ
32
3
200191976
垫板
32
4
200191977
抓爪梁
16
5
200142134
单爪固定板
80
6
200191786
单爪组件
192
7
200159519
b)KQ0303.01.07横向电机组件装配图见图1-4。
表1-4KQ0303.01.07横向电机组件明细表
序号
名称
规格
数量
物料代码
1
轴承压盖
2
200192004
2
电机架
1
200192002
3
伺服电机
SGMGH-30ACA61/安川
1
100056235
4
减速器
PX-142-32/湖北行星
1
100050838
大齿条
2
200191988
8
直线导轨
HG55R2820C
2
100056240
9
内六角圆柱头螺钉