2020年 太阳能组件玻璃检验标准 A-0-工艺部-三级文件-安全作业管理
2020年 太阳能电池组件硅胶检验标准 A-2规程-工艺部-三级文件-安全作业管理
文件制修/ 订记录表1 目的明确硅胶检验标准.2 范围本规范适用于太阳能组件所用硅胶的来料检验标准。
3 定义无4 相关文件无5 职责5.1 质量部:依照标准制定相应检验指导书。
5.2 采购部:将标准传递至供应商,并与供应商签订技术协议。
6 安全无7 职工健康若不慎溅入眼睛,应迅速用大量清水冲洗并求医治疗。
避免让未固化的胶长时间的接触皮肤。
8 管理内容8.1 可赛新1527太阳能电池专用密封剂检验标准8.1.1 产品描述白色,单组份室温硫化硅橡胶,脱肟型,低气味,不含溶剂。
8.1.2 固化前胶液性能固化深度mm/24h ≥2表干时间(min)3~158.1.3 固化后性能硬度(邵A)(ISO7619,GB/T531) 38~48断裂伸长率(%)(ISO37,GB/528)200~350拉伸强度(MPa)(ISO37,GB/528)≥2.2剪切强度(MPa,阳极氧化铝)(ISO4587,GB7124)≥1.28.1.4310ml/筒 400ml/软包8.2 可赛新 1521太阳能电池组件接线盒灌封胶8.2.1 产品描述1521是双组分,室温固化有机硅灌封胶。
固化物有优异的绝缘性能和耐老化性能。
A胶理化特性B胶理化特性蒸气压: 5mm Hg,21℃蒸气压: 5mm Hg,21℃气味: 轻微气味: 轻微蒸气密度: 比空气重蒸气密度: 比空气重密度: 1.46±0.03密度: 1.00±0.05外观:白色流体外观:淡黄色透明液体8.2.2基础原料有机硅颜色混合物(白色)A组分粘度(mPa·s).≦8000B组分粘度(mPa·s).≦100A组分密度(g/cm3) 1.46B组分密度(g/cm3)0.98混合后密度(g/cm3) 1.40表干时间(min)≧8全固时间(h)248.2.3 固化后性能样片厚度约为2mm,在(23±2)℃湿度(50±5)%条件下,固化7天,测试温度为23±2℃使用温度范围(℃)–50-150拉伸强度(MPa) (ISO37,GB/528) ≧0.8硬度(ShoreA) (ISO7619,GB/T531) 45±5断裂伸长率(%)(ISO37,GB/528) ≧80导热系数(W/m.K)(ASTM C177)≧0.2体积电阻率(Ω.cm)( IEC60093,GB/T1692) ≧1.0×1015击穿电压(KV/mm)(IEC 60243-1,GB/T1695 ≧208.3 道康宁PV-804中性密封胶8.3.1 产品描述道康宁® PV-804 中性密封胶旨在提供持久的粘结和保护,起到防潮、抗环境腐蚀,抗机械冲击、热冲击、以及振动等作用。
2020年 终检作业指导书标准程序-工艺部 -三级文件-安全作业管理

4.2图解 拭未清 4.3、根据《
交与包 4.4图解
6.1、
条码1、组件
表面若2、按《
海润组等不符
合检验单背面
填写异八、
4.5图解无 20组/拖)叠放在托盘上,并放置于合格区域内,正常组件可及时七、异常处理 使用条码枪扫描条码入MES系统,将组件等级信息输入MES系统中。
五、注意事项
5.2、根据《生产计划通知单》领取相应的标签。
5.1、严格按照《海润组件外观检验标准》,对组件进行100%全检。
六、主要器具要求
5.3、贴标签时要使用模板,使得所有的标签都贴在组件的同一个位置。
方5cm处。
终 检 作 业 标 准 书
文件编号:HRM-PE-091 版本号:A/0 编制人; 审核人: 批准人: 页号:1/1
1.1、规范终检工序作业过程。
一、目的
四、作业流程3.3、组件工艺部和组件质量部负责文件实施中的有效性监督。
3.2、文件第一次培训由组件工艺组织。
二、范围
3.1、本规范内容由组件工艺部负责编制、归组件工艺部解释。
4.2、检查组件TPT,电池片,玻璃表面和边框是否有划伤,使用酒精擦2.1、适用与所有规格的组件的终检作业过程。
三、职责
4.1、开启电脑,打开MES系统,进入操作界面,设定班次。
4.5、在型材四角安放护角,把组件(35型材每30组/拖,45及50型材每
4.4、使用模板将标签贴在检验合格的组件背板上,铭牌距离他在条码下。
太阳能电池组件检验标准
太阳能电池组件检验标准1.目的:为保证出厂太阳能电池组件合格率达到100%,满足用户的使用要求,特制定本标准。
2.引用标准:GB/T9535-1998国家标准(等同于IEC61215)。
3.范围:适用于公司所有组件的出厂检验。
4.职责:品控部是本标准的制定和负责执行的部门,生产部负责配合品控部组件的检验。
5.检验标准:5.1组件外观检验标准:5.1.1外表面清洁干净。
5.1.2无破碎、裂纹、针孔的单体电池。
5.1.3电池片崩边: 崩边沿电池片厚度方向,深度不大于电池片厚度的二分之一,面积不大于2㎜2的崩边,每片电池片不多于两处。
5.1.4电池片缺角:每片电池片,深度小于1.5㎜,长度小于5㎜的缺角不得超过1处;深度小于1㎜,长度小于3㎜的缺角不得超过2处。
5.1.5每块组件5.1.3、5.1.4两项缺陷的总和不超过两片。
5.1.6组件电池片主栅与细栅线连处允许≤1mm的断点,细栅线允许≤2mm的脱落。
断点与栅线脱落的总数不大于栅线总条数的1/5。
5.1.7汇流条与焊带连接处,焊带超出汇流条、汇流条超出焊带1mm 以下。
5.1.8电池片或焊带的间距离、电池片之间、电池片与汇流条之间、汇流条之间的距离要在0.3mm以上。
5.1.9电池片横排错位≤2mm;纵列间隙两端相差≤2mm;组件整体位移时两边电池片与玻璃边缘距离之差≤3mm。
5.1.10焊带与栅线之间不能有脱焊。
5.1.11组件内杂物: 无毛发、虫子等杂物。
5.1.12组件内气泡:电池片与电池片之间有气泡时,汽泡边缘与电池片之间的间距应大于0.3mm;距离玻璃边缘2mm内不允许有气泡,且每个组件上不能超过5个,所有气泡的总面积小于9mm2。
5.1.13TPT或TPE背板剥离和EV A缺损应在距离玻璃边缘2mm以内。
5.1.14背板折皱时受光面不能有折痕,不能有重叠,不能乱写,没有刮痕。
5.1.15背面污垢,直径小于5mm,宽度小于1mm及长度小于50mm,每平方米允许有两处。
2020年 层压机停、复机作业指导书程序-工艺部 -三级文件-安全作业管理
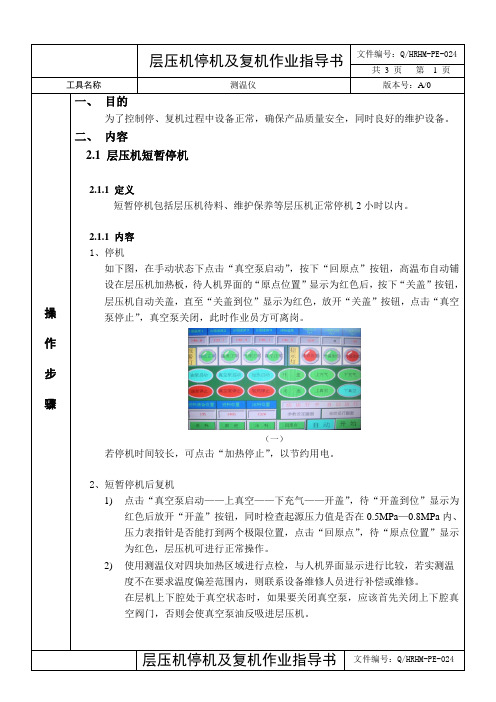
层压机停机及复机作业指导书文件编号:Q/HRHM-PE-024共3 页第 1 页工具名称测温仪版本号:A/0操作步骤一、目的为了控制停、复机过程中设备正常,确保产品质量安全,同时良好的维护设备。
二、内容2.1 层压机短暂停机2.1.1 定义短暂停机包括层压机待料、维护保养等层压机正常停机2小时以内。
2.1.1 内容1、停机如下图,在手动状态下点击“真空泵启动”,按下“回原点”按钮,高温布自动铺设在层压机加热板,待人机界面的“原点位置”显示为红色后,按下“关盖”按钮,层压机自动关盖,直至“关盖到位”显示为红色,放开“关盖”按钮,点击“真空泵停止”,真空泵关闭,此时作业员方可离岗。
(一)若停机时间较长,可点击“加热停止”,以节约用电。
2、短暂停机后复机1)点击“真空泵启动——上真空——下充气——开盖”,待“开盖到位”显示为红色后放开“开盖”按钮,同时检查起源压力值是否在0.5MPa—0.8MPa内、压力表指针是否能打到两个极限位置,点击“回原点”,待“原点位置”显示为红色,层压机可进行正常操作。
2)使用测温仪对四块加热区域进行点检,与人机界面显示进行比较,若实测温度不在要求温度偏差范围内,则联系设备维修人员进行补偿或维修。
在层机上下腔处于真空状态时,如果要关闭真空泵,应该首先关闭上下腔真空阀门,否则会使真空泵油反吸进层压机。
层压机停机及复机作业指导书文件编号:Q/HRHM-PE-024共 3 页第 2 页工具名称测温仪版本号:A/0注意事项2.2层压机长时间停机2.2.1 定义长时间停机:层压机停止层压、维护保养、切断电源超过2小时以上。
首压:层压机在正常条件下由工艺工程师确认后层压的第一块组件。
次压:首压检验合格后紧接着层压的两块组件。
2.2.2 内容1、停机手动状态下将层压机上盖开盖到位(此时真空泵自然停止),点击“加热停止”,将高温布回原点停留在加热板下方初始位置,使用铁铲清理层压机加热板及上盖硅胶皮上的EV A残留物,待油箱温度自然冷却至80℃以下后,高温布回原点至加热板上,关盖到位,点击“油泵停止”,关闭钥匙开关,切断电源。
2020年太阳能组件EVA检验标准规程 A-2-工艺部-三级文件-安全作业管理

文件制修/ 订记录表修订日期修订后版本号修订内容修订人审核人09/13/202x 09/19/202x 03/29/202x A/0A/1A/2初次制定增加普利司通的收缩率增加STR EVA的检验标准增加收缩率(在水槽),固化扭矩检验标准更新透光率标准更新交联度标准更新收缩率标准,收缩率实验温度1 目的明确EVA 检验标准.2 范围本规范适用于各种规格型号太阳能组件专用EVA 的进厂质量检验。
3 定义无4 相关文件《太阳能电池组件胶膜检验指导书》HRM-QA-012 GB/T7122—1996高强度粘胶剂剥离强度的测定 5 职责5.1 质量部:依照标准制定相应检验指导书。
5.2 采购部:将标准传递至供应商,并与供应商签订技术协议。
6 安全无 7 职工健康无 8 管理内容8.1 外观要求产品 表面状况 外观状况福斯特(F806) 半透明 无杂质或异物(如头发,飞虫等)、无污垢、斑痕、无凸起,无破损,无气泡,无脱粘,不变色,无褶皱。
普利司通(S11) 半透明STR(33554P/S) 一面为玻璃纤维,一面为胶膜8.2 几何尺寸检验产品宽幅厚度福斯特(F806) 幅宽符合订货协议技术要求。
允许偏差为﹢10/-0mm 0.5±0.05mm普利司通(S11) 幅宽符合订货协议技术要求。
允许偏差为﹢10/-0mm 0.5±0.05mmSTR(33554P/S) 幅宽符合订货协议技术要求。
允许偏差为﹢6/-0mm 0.58±0.05mm 8.3性能指标8.3.1福斯特(F806),普利斯通(S11)性能检验标准项目单位标准备注熔融指数g/10min 30 厂家提供/新厂商导入软化点℃60~85 厂家提供/新厂商导入密度g/cm30.96 厂家提供/新厂商导入比热J/℃ 2.30 厂家提供/新厂商导入透光率%≥90.0 厂家提供/新厂商导入收缩率%福斯特(F806)纵向≤5, 横向≤2普利司通(S11)纵向≤15,横向≤2每批进料交联度 % ≥70 每批进料胶膜与玻璃的剥离强度N/cm ≥33 90度剥离/每批进料胶膜与背板剥离强度N/cm ≥20 90度剥离/每批进料耐紫外光老化%≥90 厂家提供/新厂商导入收缩率(在水槽)% <38 厂家提供/新厂商导入固化扭矩N/cm 40.0-69.4 厂家提供/新厂商导入耐温性(高温80℃,低温-40℃)无明显黄变,无脱层、气泡8.3.2:STR EVA(33554P/S)性能检验标准性能单位非固化固化备注热收缩(纵向)%≤18.0 不适用每批进料热收缩(横向)%≤8.0 不适用每批进料透光率% 不适用≥90.0厂家提供折射指数%不适用 1.47-1.50厂家提供密度g/cm30.95-0.96 0.96 厂家提供张力MPa>5>15厂家提供伸张度%>700 >500 厂家提供绝缘强度Kv/mm 不适用>30 厂家提供与三菱背板的剥离强度N/cm 不适用≥16.6 90度剥离/每批进料8.4 检测仪器,仪表及工卡量具钢直尺或钢卷尺、游标卡尺或千分尺,物理性能检验仪器。
太阳能光伏组件过程检验标准

太阳能光伏组件过程检验标准由品管员每个工作日均衡时间抽检,各工岗负责自检。
分选1)具体分档标准按作业指导书要求;2)确认电池片清洁无指纹、无损伤;3)所分组件的电池片无严重色差。
单焊1)互联条选用根据技术图纸;2)保持烙铁温度在330-350℃之间(特殊工艺须另调整),每隔两小时对烙铁温度进行抽检;3)当把已焊上的互联条焊接取下时,主栅线上应留下均匀的银锡合金;4)互联条焊接光滑、无毛刺、无虚焊、脱焊、无锡珠堆锡;5)焊接平直,牢固,用手沿45°左右轻提焊带不脱落;6)焊带均匀的焊在主栅线内,焊带与电池片的主栅线的错位不能大于0.5㎜,最好在0.2㎜以内;7)电池片表面保持清洁,完整,无损伤。
串焊1)焊带均匀的焊在主栅线内,焊带与电池片的背电极错位不能大于0.5㎜;2)保持烙铁温度在350-380℃之间(特殊工艺须另调整),每隔两小时对烙铁温度进行抽检;3)每一单串各电池片的主栅线应在一条直线上,错位不能大于1㎜;4)互联条焊接光滑、无毛刺、无虚焊、脱焊、无锡珠;5)串焊后电池片正面无焊花,焊带脱落现象;6)电池片表面保持清洁;7)单片完整,无损伤。
叠层1)叠层好的组件定位准确,串与串之间间隙一致,误差±0.5㎜;2)串接条正、负极摆放正确;3)汇流条选择符合图纸要求,汇流条平直、无折痕及其他缺陷;4)EV A、背板要盖满玻璃(背板、玻璃无划伤现象);5)拼接过程中,保持组件中无杂质、污物、手印、焊带条等残余部分;6)玻璃、背板、EV A的“毛面”向着电池片;7)序列号号码贴放正确,与隔离背板上边缘平行,隔离TPT上边缘与玻璃平行;8)组件内部单片无破裂;9)涂锡带多余部分要全部剪掉;10)电流电压要达到设计要求;11)所有焊点不能存在虚焊;12)不同厂家的EV A不能混用。
层压1)组件内单片无破裂、无裂纹、无明显位移、串与串之间距离不能小于1.0㎜;2)焊带及电池片上面不允许有气泡,其余部位0.5-1m㎡的气泡不能超过3个,1-1.5m㎡的气泡不能超过1个;3)组件内部无杂质和污物;4)EV A的交联度控制在75%~90%,每批次EV A测量两次;5)层压工艺参数严格按照技术部提供设定参数;6)背面平整,凸点不能炒股1㎜,不能存在鼓泡现象;最好不超过0.5㎜,凹坑最大直径≤10mm,深度≤0.3mm,每块组件不得超过2处;7)背板不能有明显褶皱。
玻璃类产品检验规范

東莞宏興金屬制品有限公司修订記錄分發記綠編制: ( )日期:審核: ( )日期:批準: ( )一、目的为满足客户要求,确保检验时有据可依,保证来料玻璃类产品的品质的符合性与可靠性.二、适用范围涉及本公司生产运作所需的一切内外部组织及个人提供之玻璃类的产品.三、抽样计划本标准遵照下列原则执行抽验:3.1 一般品质特征, 除在品质标准上另有规定者外, 皆采用MIL-STD-105E之一次抽样正常检验Ⅱ级水平进行随机抽验(外观检验)。
3.2 特殊性试验, 除在品质标准上另有规定者外, 皆采用10PCS/批(特殊实验)。
3.3 尺寸检测,除在品质标准上另有规定者外,皆采用10PCS/批(尺寸检验)。
四、取样方法接到检验通知单后:4.1依据来料抽样计划进行随机抽样。
4.2抽样后须尽量保持原送货时的产品包装状况,避免抽样群体被损伤。
4.3以每次进料为群体批量,依抽样计划作常态分配,平均地随机取样作为检验样品:(参照抽样计划与标准).五、检验标准5.2油灯玻璃5.3普通玻璃镜子5.4防雾玻璃镜六、检验方法6.1 一般外观检验必须在日光灯下进行,判定色差须在标准光源箱下,采用标准的室内光源:且将样品置于眼睛约半只手的距离(约8英寸),每个配件检验时间约3-4秒。
6.2尺寸测量:按图面要求测量,采用10PCS/批的水准.6.2.1用游标卡尺测量尺寸.6.2.2组合部位:按图面要求测量,若有偏差0.5mm,品保视情况作允收、退货之判定;若偏差0.5mm以上,品保视情况作特采、选别、退货之判定,此作为品管判定依据。
6.3特殊检验:采用10PCS/批的水准.6.3.1耐高温测试:把产品放入鼓风恒温箱内,把温度参数与时间参数设置为相应产品的测试温度与时间,测试后产品无破裂为合格.6.3.2 实配测试:与相应的配件进行实配,它们之间的间隙不能超过相应的标准,在外力作用下,玻璃不可有明显的晃动现象(与样版对比).6.3.3 成像测试:在日光灯下,镜子所成的像不可变形且要清晰(目视).6.3.4 附着力测试:用3M胶纸贴在涂层上(压紧), 一分钟之后,迅速把胶纸撕开,涂层不可有脱落现象;6.3.5 防雾测试:A.冷冻试验:把防雾镜放在-10°C到室温的环境下,保证镜面持续无雾;B.热水试验:把防雾镜子放在80°C±5°的热水上方 2cm处(镜面朝下):保证镜面持续无雾;七、判定标准依据7.1 外观检验:按照AQL允收水准 CRI: 0; MAJ:1.5: MIN:2.5.7.2 尺寸/功能检测:AQL允收水准0收1退;7.3 特殊检验 :AQL允收水准0收1退;八、群体批经检验后之处理8.1 经检验合格后,品检员应在此批量上贴上合格标签或盖上合格印章;8.2 若经检验不合格,品检员应在此批量上贴上不合格标签并填写来料检验报告与进料检验异常报告单再由QE/主管确认,不合格品按<<不合格品控制程序>>处理.九、附件9.1 部份蜡烛台玻璃罩9.2部份油灯玻璃罩9.3部份玻璃镜子。
2020年 装框作业指导书(二)1-工艺部 更新-三级文件-安全作业管理
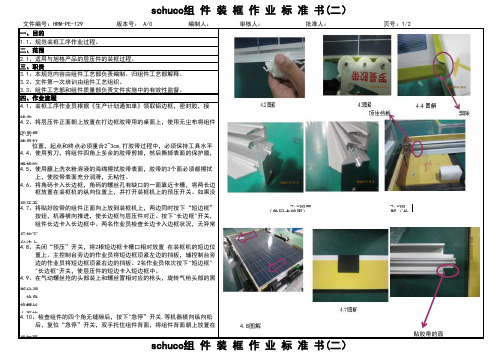
撕4.5掉、胶使用蘸上洗衣粉溶液的海绵擦拭胶带表面,胶带的3个面必须都擦拭 上,使胶带表面充分润滑,无粘性。
4.6、将角码卡入长边框,角码的螺丝孔有缺口的一面靠近卡槽,将两长边 框放置在装框机的纵向位置上,并打开装框机上的预压开关。如果没
预4.7压、开将贴好胶带的组件正面向上放到装框机上,两边同时按下“短边框” 按钮,机器横向推进,使长边框与层压件对正。按下"长边框"开关, 组件长边卡入长边框中。两名作业员检查长边卡入边框状况,无异常
后按下 台4.8边、上关闭“预压”开关,将2根短边框卡槽口相对放置 在装框机的短边位
置上。主控制台旁边的作业员将短边框顶紧左边的挡板,辅控制台旁 边的作业员将短边框顶紧右边的挡板。2名作业员依次按下"短边框" "长边框"开关,使层压件的短边卡入短边框中。 4.9、在气动螺丝抢的头部装上和螺丝冒相对应的枪头,旋转气枪头部的黑
部分调 ,抢身 将螺丝 上4.1面0、的检查组件的四个角无缝隙后,按下"急停”开关,等机器横向纵向松
后,复位“急停”开关,双手托住组件背面,将组件背面朝上放置在
4.6图解 (角码卡放图)
4.8图解
装加强
schuco组 件 装 框 作 业 标 准 书(二)
页号:1/2
4.6图 解(长
贴胶带的面
4.11、 使用垫
schuco组 件 装 框 作 业 标 准 书(二)
文件编号:HRM-PE-129
装框工序作业过程。
二、范围
2.1、适用与旭格产品的层压件的装框过程。 三、职责 3.1、本规范内容由组件工艺部负责编制、归组件工艺部解释。
3.2、文件第一次培训由组件工艺组织。 3.3、组件工艺部和组件质量部负责文件实施中的有效性监督。 四、作业流程
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件制修/ 订记录表
1 目的
明确玻璃检验标准.
2 范围
本规范适用于各种规格型号太阳能组件专用玻璃的进厂质量检验。
3 定义
无
4 相关文件
《太阳能电池组件玻璃检验作业检验指导书》
GB/T9963-1998钢化玻璃国家检验标准
5 职责
5.1 质量部:依照标准制定相应检验指导书。
5.2 采购部:将标准传递至供应商,并与供应商签订技术协议。
6 管理内容
6.1 外观检验
6.2 几何尺寸检验
6.2.1 长度,宽度符合订货协议要求,允许偏差为±1.0mm。
6.2.2 厚度尺寸公差为±0.2mm。
6.2.3 对角线L﹤1000mm,偏差为≤1.5mm;1000mm≤L≤2000mm,偏差为≤3mm
3.2.4 倒角 2.0mm~5.0mm 6.3 性能检验
6.3 性能检验
6.4 检测仪器,仪表及工卡量具
钢板尺或钢卷尺、游标卡尺或千分尺、钢球。
6.5 检验方法
6.5.1 外观检验
在较好的自然光或自然散射光下,距玻璃表面600mm用肉眼进行观察,必要时使用
放大镜进行检查。
6.5.2 尺寸检验
依据订货协议技术要求用钢板尺或钢卷尺进行多点长宽尺寸测量,取其平均值;用
精度为0.01mm的千分尺测量玻璃各边中心的厚度,取其平均值。
6.5.3 弯曲度检验
以平面钢化玻璃制品为试样。
试样垂直立放,水平放置直尺贴紧试样表面进行测量。
弓形时以弧的高度与弦的长度之比的百分率表示。
波形时,用波谷到波峰的高与波
峰到波峰或波谷到波谷的距离之比的百分率表示。
6.5.4 机械强度检验
6.5.4.1 将试样放置在高50mm宽15mm与试样外形尺寸大小一致的木框上。
6.5.4.2 将重1040g的钢球自1.0m高度自由落下,冲击点应距试样中心25mm范围
内。
每块试样中心只限一次。
(备注:试样玻璃单独放置,不可流入生产线使用)
6.5.4.3 试样完好无损。
6.5.5 其它各项性能检验以采购部从厂家索取的性能检验报告为准,性能检验报告完全符
合3.3标准条款时方可认为性能合格,否则认为性能指标不合格。
(针对不同厂家、
不同项目定期进行委托检验).
7 安全
无
8 职工健康
无
9 记录
无
10 附件
无。