塞棒操作手册
塞棒自动控制电气操作规程
塞棒自动控制电气操作规程塞棒机构装配及维护1、装配时塞棒头必须对中。
2、机构必须与安装底板完全靠拢,以保证机构上下垂直运行。
3、机构横梁螺母必须全部锁紧。
4、塞棒连接螺杆上的所有螺母必须全部锁紧,在烤包结束后最好还检查一下所有螺母是否存在松动。
5、装配塞棒前须检查机构左右及前后晃动量有多大。
左右晃动量不能超过5MM,前后晃动量不能超过2MM。
如果晃动量超差,则必须对机构上相应的定位轴承进行调整以保证机构的间隙最小。
6、装配塞棒前必须检查机构是否存在卡堵或运行不畅的现象,发现则要马上想办法排除。
7、另外需注意机构横梁是否存在变形。
电动缸装配及维护1、装配前必须将电动缸上下支架锁紧。
2、将电动缸装上去后必须再将电动缸上下支架锁紧螺栓锁紧。
3、电动缸必须每两个月向丝杆内加一次干净的润滑脂。
装配时相应的螺栓及连接部份锁紧。
4、电动缸不能撞击。
5、烤包时不能将电动缸装上去。
放射源及接收器的拆装1、接收器必须做到轻拿轻放。
2、放射源必须做到流与流一一对应,例如不能将第三流的放射源放到第二流。
3、放射源必须只能放在两个地方:铅罐、结晶器。
4、接收器及放射源必须装配到位且固定牢固。
5、塞引锭杆时手尽量不要伸到结晶器内。
6、拆装放射源时动作要快速。
转拉速自动控制流程:当拉速稳定时,通过控制压棒将钢水液位调到80左右,待液面稳定后再将转换开关快速转入《拉速控制》档位。
接着将塞棒机构稍稍锁紧(以塞棒头不会掉下去为原则)。
遇到紧急情况或不用拉速控制时则先将转换开关转到非《拉速控制》档位,再调手动电位器以保证液面平稳,最后再将塞棒机构松开。
在拉速控制过程中若需改变拉速则只需通过操作压杆缓慢改变结晶器内钢水液位的高度即可。
例如:当拉速需要提高时则将塞棒稍稍打开一些,钢水液位慢慢上升,拉速也会逐渐上升,当拉速满足控制要求时再将塞棒机构稍稍锁紧即可。
当拉速需要降低时则将塞棒稍稍关小一些,钢水液位慢慢下降,拉速也会逐渐下降,当拉速满足控制要求时再将塞棒机构稍稍锁紧即可。
塞棒使用维护规程

开浇前1.铯源及接受器的检查:铯源及接受器的检查主要分以下几个步骤进行:1.检查铯源是否装反;(有箭头方向的朝上安装)2.检查接受器是否固定;一般说来,接受器固定好后,用手轻碰接受器固定杆,接受器应无动作;3.检查接受器或电缆是否损坏;方法为:当结晶器内无其它阻挡物资时,在二次仪表内的光柱显示应为0;此时的V0为4——7V,V6为0——1V,否则则应根据现场的实际情况进行判断处理;2.电动缸和PLC控制系统的检查:离线时把电动缸与悬挂操作箱连接上,把驱动器电源送上,然后把转换开关打至“点动”,按点动升,点动降来判断电动缸及其连接电缆的好坏;若时间充分,可通过冷试来判断PLC及其连线的好坏,方法为:当铯源和接受器都安装正常,电动缸在线的情况下,用模拟坯放入结晶器内,模拟实际液位到控制状态(此时“自动允许”灯亮);再把转换开关转到“自动”位,来回晃动或升降模拟钢坯,使液位发生变化,此时若电动缸动作,则PLC及其控制电缆都为正常。
3.电动缸的安装:在中间包烘烤结束后,(即将开到浇注平台时),把电动缸安装到控制机构箱内;4.检查塞棒机构上各固定螺栓是否紧好;5.注意事项:1.在烘烤中间包时,禁止把电动缸挂在中间包上的控制箱内;2.在调试或安装电动缸时,禁止带电插拔;3.拆装接受器时,必须轻拿轻放,禁止扔甩;4.安装电动缸前,要确保塞棒控制机构及电动缸安装机构的固定螺丝拧紧,禁止螺丝松动;开浇期间1.在确定驱动器电源关(驱动器电源指示灯不亮)的情况下,将电动缸插头插好;即把电动缸到现场连接箱的连接电缆连接好;2.打开驱动器电源;3.在正常开浇后,(为防止因拉矫机或引锭杆打滑和被挡而造成不必要的波动;建议在钢坯出了切割再投自动)将钢水缓慢控制到设定液面,此时自动允许灯亮,稳定5秒后,将转换开关转到自动;4.注意事项:1.为避免不必要的波动,除自动卡开浇外,由手动转自动时,要求液面缓慢控制到设定液位并稳定5秒后投,否则,有可能即使转换开关转到自动控制位,而实际自动控制并没参与控制;2.在投入自动控制后,如果不能确定的话,可用手轻触塞棒的压杆,此时塞棒压杆应为有节奏的微颤动;3.在自动控制时,如果出现塞棒压杆不停往上,而液面光柱越来越低,则此时应立即转为手动冲洗塞棒;开浇后1.开浇结束后,应先将驱动器电源关闭,再将驱动器连接电缆取下,把电动缸取下后安置在灰尘尽量少的地方,并把电动缸的插头盖盖好;2.每隔三个月,必须依照电动缸维护方案对电动缸进行检查及加油;3.每隔一月,必须对PLC控制柜及仪表柜进行清灰处理;注意事项1、仪表内参数最好由专人修改。
中间包控流耐材安装手册

中间包水口安装塞棒的装配与调整 塞棒和浸入式水口的预热烘烤本操作手册的目的是提供给操作工正中间包水口和塞棒的安装及烘烤操 作,以及在中包准备区和浇钢之前应注意到的一些问题。
1中间包水口的安装 中间包水口的安装在安装水口之前必须进行一些必要的准备工作,只有正确地将这些准备工 作做好,才能将正确地将水口在中包里安装定位。
这些准备工作中最为重要的操作就是座砖的安装定位,因为座砖与中包包 底的平整度以及座砖与浸入式水口的对中直接关系到水口在结晶器中的对中。
1、工器具的准备2、安装前的检查安装前检查座砖完好,无裂纹。
座砖的底部一定要保持清洁平整。
检查浸入式水口产品包装完好,产品使用前没有损伤。
检查包底壳座砖安装板平整度。
3、水口座砖的安装1)中包底部水口眼周围的钢板一般低于其它部位,用浇铸料或特制的金属环填 满,也可以采用其它方法。
2)座砖的底部一定要保持清洁平整,这样可以便于使座砖水平。
3)先目测将座砖在包底水口眼上方定位,在用座砖定位装置进行最终定位。
2座砖正确定位后,水口就会随之正确定位。
如有必要,在下座砖底面与包 壳接触面上抹上小于 5MM 厚的泥料,稳定好座砖,然后将中包水口垂放入,压 实,并用橡胶棰敲实。
4)之后用水平尺将座砖找平(双十字方向)。
5) 座砖顶部要盖好金属盖板,防止工作衬料进入座砖内表面和包底。
6) 用捣打料将座砖定位。
在操作过程中要用座砖定位装置保持座砖不错位。
4、中间包水口安装程序工作衬料干燥之后,或者中包温度低到允许工人进行操作时,就可以将座 砖上的金属盖板拿掉进行浸入式水口安装操作。
1)将座砖内表面用刷子清理干净。
将事故铡刀板固定在打开位置,用压缩空气 清理干净。
32)将水口从包装箱中取出,拿到中包下,去掉塑料包装袋。
注意要把干燥剂从 水口中取出。
3)在中间包水口外表面均匀涂抹火泥。
44)将中包水口通过中包底孔将水口插入中间包。
此时水口应伸出超过事故闸板, 以便于浇铸位安装下水口在操作。
塞棒和上水口的使用精品PPT课件

方坯上水口结构
板坯上水口结构
上水口容易出现的问题
1、碗口不抗冲刷 2、内孔扩孔 3、内孔结瘤 4、滑动面夹钢 5、上水口开裂
碗口不抗冲刷原因
1、材料本身不抗冲刷 2、塞棒安装偏 3、钢水含氧量高
内孔扩孔原因
1、材料本身不抗冲刷 2、塞棒安装偏 3、钢水含氧量高 4、内孔设计不合理
塞棒容易出现的问题
塞棒掉头 塞棒断棒 渣线浸蚀 塞棒棒头的冲刷
塞棒掉头
塞棒掉头
典型的塞棒断棒
塞棒的渣线浸蚀
棒头冲刷
棒头的冲刷
断棒原因
1、热震(烘烤、材料) 2、热震(中包液位、大包钢水温度) 3、外力(冷钢、操作人力撞击)
塞棒掉头原因
1、热震(烘烤、材料) 2、强度(过渡缺陷) 3、外力(烘烤粘掉、人力撞击) 4、烧氧(顶烧)
1、小心搬运、防止碰撞。 2、送入中包时防止刮擦。 3、调节行程时严禁猛开猛关撞击塞棒。 4、调整对中时严禁敲击。
塞棒安装与上水口对中方式
1、完全对中(适用于塞棒自动控制)
2、滑擦对中(适用于塞棒手动控制)
塞棒安装的行程
1、上行程为40—70mm(全行程为 120mm)
2、下行程为50—80mm(全行程为 120mm)
塞棒棒头的冲刷原因
1、氧含量(烧氧) 2、形状 3、钢种特殊 4、吹氩
塞棒的渣线浸蚀
1、覆盖剂 2、中包流场 3、防氧化涂料效果 4、烘烤时间、温度
二、上水口的作用
1、开浇 2、控流 3、关闭 4、吹氩
上水口的结构
1、上碗口(SLT-C) 2、下碗口(SLT-B) 3、滑动面(SLT-E) 4、透气内衬(SLT-NB) 5、本体(SLT-B)
内孔结瘤原因
塞棒控制系统操作规程
塞棒控制系统操作规程塞棒控制系统操作规程1. 电动缸安装当中包烤包快结束时,提前5分钟左右装好电动缸,连接好电动缸插头。
2.投入自动控制2.1 中包车装好电动缸后,将电动缸连接电缆连接好后,塞棒控制操作方式选择在“手动”位置,将操作箱上“驱动器开”按下,“驱动器开”指示灯亮表示驱动器电源已经打开。
2.2 开浇时塞棒由人工开启,开浇后结晶器内钢水液面保持在设定液位的正负5mm内,此时操作箱上的“自动允许灯”亮,待指示灯持续亮2~3秒后把塞棒控制方式(三档)转换开关转换到“自动”位,这时系统进入自动控制状态,由电动缸根据结晶器内钢水液面自动控制塞棒机构的升降;注意:在进行自动控制的过程中,如果说出现连续液面波动大的情况,请立即转入手动控制采取手压操纵杆,待查明其波动的原因后再投入自动。
3. 系统退出,电动缸拆放3.1操作方式转换:浇钢快结束时,将操作箱上的塞棒控制(三档)操作方式转换开关转到“手动”位。
3.2 断开驱动器电源:将操作箱自锁按钮“驱动器关”按一秒钟,“驱动器开”指示灯灭表示驱动器电源已经关闭;注意:每次断开驱动器电源后须要等待5分钟才能再开驱动器电源。
3.3 拆电动缸插头:驱动器断电后后把电动缸插头拔掉,并将电动缸拆下放至指定存放位置。
4. 电动缸功能检查可在没有拉钢时或使用手动控制时,将电动缸从塞棒机构上取下放在地面上,将操作箱上“驱动器开”按下,“驱动器开”指示灯亮表示驱动器电源已经打开,然后将操作方式转换到“点动”方式,点动电动缸“升、降”按钮, 如与上述动作相反或没有动作则表示电动缸有故障,应通知相关人员进行处理。
5、刻度刻度需用模拟钢坯,钢坯截面积尺寸与铜管口尺寸相当,长度至少为200mm。
在结晶器内有水的情况下,将钢坯吊入结晶器内,使其上表面降至测程下界(离结晶器铜板下190mm)记下此时计数N,作为N0的设定值;将钢坯上提10mm记下此时的计数作为N1的设定值;将钢坯再上提10mm,记下此时的计数作为N2的设定值;将钢坯再上提10mm,记下此时的计数作为N3的设定值;将钢坯再上提10mm,记下此时的计数作为N4的设定值;再将钢坯上提10mm,记下此时的计数作为N5的设定值;将钢坯再上提10mm,记下此时的计数作为N6的设定值;将钢坯再上提10mm,记下此时的计数作为N7的设定值;将钢坯再上提10mm,记下此时的计数作为N8的设定值;将钢坯再上提10mm,记下此时的计数作为N9的设定值;将钢坯再上提10mm,记下此时的计数作为N10的设定值;再用功能键MOD、SEL和VAL给系统输入N0、N1、N2、N3、N4、N5、N6、N7、N8、N9和N10的设定值,将钢坯吊出,刻度完毕。
铯源塞棒软件说明书(最新版)
红色
驱动器故障 故障指示 指示驱动器发生故障
红色
塞棒已关闭
状态指示
指示电动缸已处于关 闭到行程极限位
红色
ቤተ መጻሕፍቲ ባይዱ
20
$#k
4.2.2 修改参数
单击主控台上“修改参数”按钮,在进入“修改参数”窗口 对断面参数进行修改之前,STOPCON 会弹出对话框要求用户 输入用户名和密码。
如下图所示:
出厂时默认的用户名和密码分别是 Ramon 和 8857723。此用 户名和密码是不能够删除的。进入“修改参数”窗口后,用户 可以自行增加新用户和修改密码。
打开 WindowsNT4.0 桌面上的“.我.的.电.脑.”.→ “.控.制.面.板.”.→ “.显.示.”.,.出现“.显.示.属.性.”.窗口。如下图所示:
3.2 “显示属性”设置
单击“.显.示.属.性.”.窗体中的设置页,在“.颜.色.栏.”.中选择 True Color,在屏幕区域栏中移动滑块,直至滑块下显示 1024×768 象素。 在“.字.体.大.小.”.栏中选择小字体选项,单击“.确.认.”.按钮关闭本窗体,
★ 单击 STOPCON 界面左上角的联机按钮后,按钮上的文字由“联 机”变成了“脱机”,按钮上灯的颜色也由红.色.变成了绿.色.,同时状 态栏上的进度条开始了不断的刷新,表示目前上位机正处于和 PLC 联机状态。
★ 第一次运行 STOPCON 界面程序,由于用户还没有创建自定义 断面,系统使用默认的断面,断面中所有的参数均为预设值,用户不
15
★. 曲.线.放.大.功.能.
STOPCON 界面软件可以任意选取一段时间内的曲线,将其放 大来观察它的细微变化。 如下图所示:
具体操作方法如下: 放大的步骤: 1、 在趋势图中按下鼠标左键不放,同时向趋势图的右下角
铯源塞棒操作规程
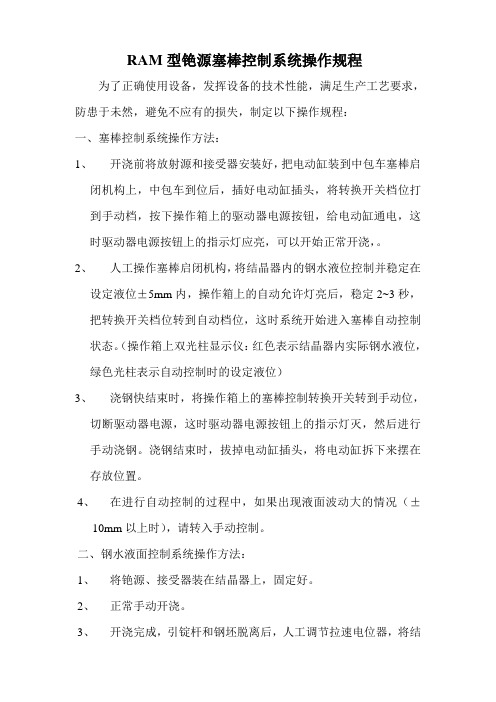
RAM型铯源塞棒控制系统操作规程为了正确使用设备,发挥设备的技术性能,满足生产工艺要求,防患于未然,避免不应有的损失,制定以下操作规程:一、塞棒控制系统操作方法:1、开浇前将放射源和接受器安装好,把电动缸装到中包车塞棒启闭机构上,中包车到位后,插好电动缸插头,将转换开关档位打到手动档,按下操作箱上的驱动器电源按钮,给电动缸通电,这时驱动器电源按钮上的指示灯应亮,可以开始正常开浇,。
2、人工操作塞棒启闭机构,将结晶器内的钢水液位控制并稳定在设定液位±5mm内,操作箱上的自动允许灯亮后,稳定2~3秒,把转换开关档位转到自动档位,这时系统开始进入塞棒自动控制状态。
(操作箱上双光柱显示仪:红色表示结晶器内实际钢水液位,绿色光柱表示自动控制时的设定液位)3、浇钢快结束时,将操作箱上的塞棒控制转换开关转到手动位,切断驱动器电源,这时驱动器电源按钮上的指示灯灭,然后进行手动浇钢。
浇钢结束时,拔掉电动缸插头,将电动缸拆下来摆在存放位置。
4、在进行自动控制的过程中,如果出现液面波动大的情况(±10mm以上时),请转入手动控制。
二、钢水液面控制系统操作方法:1、将铯源、接受器装在结晶器上,固定好。
2、正常手动开浇。
3、开浇完成,引锭杆和钢坯脱离后,人工调节拉速电位器,将结晶器内钢水液位调到与设定液位一致,维持2~3秒(操作箱上的红色光柱与绿色光柱保持一致),将转换开关打到拉速控制位,这时系统进入拉速自动控制模式。
4、使用自动控制时,如果发现液位波动大,请转为手动控制。
(此方法只适用于定径水口浇注方式)自动控制注意事项:1、安装、拆卸接受器、时要注意轻拿、轻放、严禁敲打接受器。
2、保证塞棒启闭机构各连接部分安装紧固,无松动现象。
3、在塞棒全闭的情况下,机构上的电动缸上、下支架距离保证在810mm-830mm之间。
4、严禁带电拔插电动缸。
(带电拔插会导致内置参数混乱,使系统无法正常工作)5、严禁带电动缸烘烤中包。
塞棒操作手册

4)开棒指示:信号点亮(绿色),手动操作或塞棒自动控制时电缸开启指示。
5)关棒指示:信号点亮(绿色),手动操作或塞棒自动控制时电缸关闭指示。
6)塞棒控制自动指示:信号点亮(绿色),塞棒自动控制有效。
4.2.2
手动:信号点亮(绿色),说明目前的系统工作状态为人工操作。
塞棒控制:信号点亮(绿色),说明目前的系统工作状态为塞棒自动控制状态。
拉速控制:信号点亮(绿色),说明目前的系统工作状态为拉速自动控制状态。
4.2.3塞棒控制相关信号状态说明
1)系统急停:信号点亮(红色),系统急停状态有效。
2)驱动器故障:信号点亮(红色),驱动器故障指示。
注意:要考虑其地角螺钉的固定及系统电源、保护接地线、信号电缆的引入是否方便,针对固定长度及长度有限制的电缆要考虑其长度的限制。
2.1.2根据接线图确认现场设备之间和现场设备与电气控制柜之间的走线线路、走线电缆型号及根数、走线电缆长度。
注意:要考虑固定长度及长度有限制的电缆的长度限制;严格按照电气图纸的要求保证备用线的数量;严格避免弱电信号电缆与电压大于24V或与供电功率大于200W的线或电缆并行,如不可避免双方都要用接地铁管屏蔽并要间隔20㎜以上的距离;在弱电信号电缆和电缆电压大于24V或供电功率大于200W的线或电缆交叉时要直角交叉,并要间隔20㎜以上的距离;当与弱电信号电缆并行或交叉的电缆供电功率大于3KW时,不仅双方都要使用接地铁管屏蔽而且其间隔距离要相应的增大;走线的电线或电缆的长度要有0.5m左右的富余。
第三步:塞棒自动控制投入
自动允许指示灯亮后,将”塞棒-0-拉速”三位开关打到塞棒位(左),塞棒自动控制投入,塞棒自动指示灯亮说明塞棒自动控制已经投用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、液位自动控制系统工作原理与硬件组成1.1系统工作原理本控制系统主要由两部分组成:SC3000仪表检测系统和液位自动控制系统。
1.1.1SC3000仪表检测系统工作原理:137Cs放射源和探测器分别安装在结晶器铜管的两侧,结晶器内的钢水对放射源所发出的丫射线有阻挡作用,根据丫射线强度的不同来反映钢水液位的高低。
探测器把接收到的丫射线转化成与液位相对应的高频脉冲信号传输给SC3000检测仪表,仪表将脉冲信号做数字处理后,转化为0〜10V电压信号或4〜20mA电流信号输出。
检测系统通过设定检测范围、高低液位校验和线性化工作,可以准确地反映结晶器内钢水的实际位置。
检测系统示意图:结晶器A AA ___ A1.1.2液位自动控制系统工作原理液位自动控制系统分拉速自动控制系统和塞棒自动控制系统两大部分。
1.1.2.1拉速自动控制系统工作原理SC3000检测仪表根据设定液位与实际液位比较,利用内嵌的算法,以投入拉速自动瞬间的实际拉速为基点,运算得出一个控制拉速值,以0〜10V或4〜20mA信号送给连铸PLC用于控制拉矫机的速度,或直接送给拉矫机变频器来控制拉矫机的速度。
通过调整拉矫机的速度来调整结晶器内钢水液位,以达到实际液位稳定的目的,实现恒液位变拉速控制。
拉速自动控制原理图设定液位SC3000仪表控制拉速结晶器钢注:拉速反馈用于切换拉速自动瞬间作为PID运算的拉速基点1.1.2.2塞棒自动控制系统工作原理SC3OO0佥测仪表将钢水液位信号处理为0〜10V或4〜20mA言号给塞棒自动控制系统PLC塞棒自动控制系统PLC根据设定液位与实际液位的比较,利用PLC 程序运算得出一个动作量,输出给驱动器来驱动电缸动作,带动执行机构来调整塞棒的开启度,从而调节中包水口的钢水流量,以保证结晶器内钢水液面稳定,实现恒液位恒拉速控制。
塞棒自动控制原理图1.2系统工作示意图1.2.1 功能描述示意图1.2.2现场安装示意图现场分线盒电缸电缆1.3 系统硬件组成1.3.1PLC硬件组成动作执行设备1.3.3 检测系统1.3.4 HMI135 现场操作箱操作箱中装有系统控制相关的现场控制组件(按钮、指示灯)和状态显示组件(液位显示表)。
2、系统安装2.1系统安装准备工作液位控制系统的初步设备安装人员在购买液面控制系统方的设备管理人员配合下进行如下准备工作:2.1.1根据主控制室的平面图,确定液面控制系统电气柜的安装位置。
注意:要考虑其地角螺钉的固定及系统电源、保护接地线、信号电缆的引入是否方便,针对固定长度及长度有限制的电缆要考虑其长度的限制。
2.1.2根据接线图确认现场设备之间和现场设备与电气控制柜之间的走线线路、走线电缆型号及根数、走线电缆长度。
注意:要考虑固定长度及长度有限制的电缆的长度限制;严格按照电气图纸的要求保证备用线的数量;严格避免弱电信号电缆与电压大于24V或与供电功率大于200W的线或电缆并行,如不可避免双方都要用接地铁管屏蔽并要间隔20伽以上的距离;在弱电信号电缆和电缆电压大于24V或供电功率大于200W勺线或电缆交叉时要直角交叉,并要间隔20伽以上的距离;当与弱电信号电缆并行或交叉的电缆供电功率大于3KW寸,不仅双方都要使用接地铁管屏蔽而且其间隔距离要相应的增大;走线的电线或电缆的长度要有0.5m左右的富余。
2.1.3参照现场的操作箱位置、中包车的工作位置、工人的正常操作位置确定中间接线盒和现场分线盒的安装位置。
从中间接线盒到探测器之间的铠装电缆常规长度为10米;从现场分线盒到电缸之间的电缸电缆常规长度为3米。
(见1.2系统工作示意图)2.2 电气控制柜的安装在完成2.1的准备工作之后,将电气控制柜安装到预定的位置;拧紧地脚螺钉,确保电气控制柜与电气控制柜的金属支架有良好的导电接触;将系统的供电电源AC220V接入电气控制柜的L、N 端子排上(AC220V的火线接L,零线接N),将保护接地PE接到电气控制柜的保护接地铜排上,并要拧紧。
注意:保护接地PE一定要是严格的接地信号,不能使用临时地,否则可能会对系统或设备造成损害。
2.3现场布线2.3.1根据2.1所定的方案进行进行走线,并且按照电气图纸进行现场端子排、电气控制柜内端子、现场设备之间的接线。
注意:所有的电缆的屏蔽层都要接到电控柜的铜排上,并压紧,避免虚接。
2.3.2将连铸系统的拉速信号及辅助信号引入液位控制系统的电气控制柜,并对其信号进行检验。
注意:在进行接线时,一定要按照电气图纸所标的线号进行连接(并套好线号);且所剥的绝缘线皮长度要适中,过长会导致电线、电缆的金属部分裸露在外边,易与其它的金属接触短路;过短会导致端子的压紧或夹紧部分压住或夹住电线、电缆的绝缘层,造成导电不良,并且压紧力或夹紧力过小,连接不牢固。
系统的弱电信号电缆的屏蔽层在设备端不进行接地,其它的中间连接过程要进行连接直至电气控制柜的端子排。
2.4执行机构的安装2.4.1 安装示意图横臂L [昇鬥压机242按照我方提供的《执行机构图纸》焊装背板243背板焊装完成后按照《执行机构图纸》进行组装要求执行机构能够牢固地固定在中包上,确保在电缸的高频震动下不松动。
244 执行机构安装完成后,保证塞棒在关闭位时,执行机构开启60〜70mm以保证电缸动作余量和生产时塞棒能够关闭。
2.4.5压机与横臂之间、塞棒与横臂之间的固定螺栓必须要紧固,不能松动。
2.5电缸的安装2.5.1将电缸的上耳轴如图所示倾斜一定角度后插入执行机构上支架内2.5.2执行机构下支架入口有一个平槽,安装时将电缸下耳轴的安装把手调整到水平位置,按箭头方向将其推入下支架2.5.3下耳轴的安装把手推到底后,将把手向下压,旋转90°,电缸安装到位3、操作箱操作说明3.1 操作箱面板布局及组件功能描述自动控制允许拉速自动3.1.1 操作箱面板组件说明注:驱动器上电()自动开浇(按钮具有软件自锁定功能,即按一下按钮,程序内部置1,再按一下按钮程序内部复位。
其余按钮均不具备软件自锁定功能。
3.1.2系统功能描述此系统具有拉速自动控制和塞棒自动控制两大功能。
为了完善塞棒自动控制功能,此系统中还对塞棒自动控制功能增加了水口保护和塞棒抖动两个附属功能,可通过上位机画面设定。
塞棒自动控制投用后,激活水口保护功能,自动控制的设定液位就会以一个固定的周期和幅值按正弦波动,防止自动控制时对水口同一位置侵蚀过度;激活塞棒抖动功能后,电缸会在原有自动控制的动作命令上累加一个固定周期和幅值的高频正弦动作量,通过快速抖动将积在塞棒头或中包水口处的钢渣冲掉。
3.2操作面板操作流程321 塞棒自动控制操作流程第一步:驱动器上电按下驱动器上电按钮,触发驱动器上电,同时驱动器上电指示灯亮。
注:电缸未连接时,严禁驱动器上电。
浇注结束拆卸电缸时,必须先给驱动器掉电,然后才能拔下电缸电缆。
严禁电缸电缆带电插拔!第二步:自动允许在投用塞棒自动控制之前,首先人工调整结晶器内钢水的位置,使钢水位置到达自动允许的范围之内(设定液位土10%X检测量程),此时自动允许指示灯亮。
自动允许指示灯亮后,自动控制允许投用。
第三步:塞棒自动控制投入自动允许指示灯亮后,将”塞棒-0-拉速”三位开关打到塞棒位(左),塞棒自动控制投入,塞棒自动指示灯亮说明塞棒自动控制已经投用。
将“塞棒-0-拉速”三位开关打到0位(中),系统切换到人工手动操作状 ^态。
塞棒自动控制投用后,水口保护和塞棒抖动功能才允许激活。
3.2.2拉速自动控制操作流程第一步:自动允许在投用拉速自动控制之前,首先人工调整结晶器内钢水的位置,使钢水位置到达自动允许的范围之内(设定液位土10%X检测量程),此时自动允许指示灯亮。
自动允许指示灯亮后,自动控制允许投用。
第二步:拉速自动控制投入自动允许指示灯亮后,将”塞棒-0-拉速”三位开关打到拉速位(右),拉速自动控制投入,拉速自动指示灯亮后说明拉速自动控制已经投用。
将“塞棒-0-拉速”三位开关打到0位(中)系统切换到人工手动操作状^态O323液位自动控制系统的相关操作1)设定液位调整通常自动控制的设定液位为检测量程的70%- 80%内O自动控制投用后,可以通过“减-0-加设定液位”三位自复位开关来调整设定液位。
开关打到“加”位,设定液位加1mm开关打到“减”位,设定液位减1mn o2)系统急停当有紧急情况时,按下系统急停按钮,激活系统急停功能,系统将自动切换到人工操作状态。
拔起(或松开)系统急停按钮,系统急停复位。
3)开/关棒开棒、关棒按钮用于手动测试电缸动作及安装电缸时调整电缸位置。
点动按钮时,电缸会点动开/关一定的动作量(由程序决定)。
长按按钮(超过3s )时,电缸会连续动作。
324高/低液位校验高/低液位校验带灯按钮用于检测系统校验工作,详细操作说明见《SC3000操作手册》。
4、HMI 上位监控系统操作说明4.1启动上位监控画面点击桌面快捷方式进入上位机监控画面HMI4.2从画面中可以直观地看到系统目前的工作状态连铸机结晶器钢水液位控制系统一德耒轨工作状克检茹O系统上电o SOO© @ o o o o o o 阀0000禰O : 00阳打斗囲隔曲 器曙里劇露器里常理盘0・0。
唄璧霑靈盘盒器養 萌帶帝弟耳蓉帝武耳即 器陳童知的郁毬和9Srl - f"卅聊 s *§ s >ss诉乂 Y 严O lEiiS 制目湘护示o 拉谨自懿制投入二壺jftife 工作状基掏示©耒S上电O手动■ 钮黒躍停 •弓晞器茂障Q驱却器输出使龍Q 开悔擔示Q 关啊帑 o 垂拯疑剧自动捋示Q 靄莖日动控制投人 0室摄自动控制朮许Q 电乱上电允许©藐調上电 霸液愎正京@ 电刃位置正常 瞬劉軍点动运iiC 雜11;电允许 o 弓働瞬上电O 异崔r O 关隍 ㈱遛輝iS 加运行Q 电卸1;电允许 O 3黝器上电Q 弃崔r O 关區 O 延时BI 個到0 鑿怦君停Q 拉逵轻割目动1»示0独速自动控制投入三竟系编工作秋玄摇示O来歩上竜O手动■oo o ®o o o ©c 幽O O O O 餌O 0O 鞘 ••幽屮斗朗s 就 囂鞘却剧世需申罰世密o o o Q 堕籃品寥黒备番盘 画唸陥蛊弐存冊洼弐;工更聽奁顼卿崂站阿冬J 卑盂滋J 害盂检丑期雋冊册晋皿圧轉層•科m •曙山|驛第||善S 卅 卑耳 陆冷卑童J蒜i K 誠 玄卡尹Q 蛊逵豆制目动揺示 o 独速自动控制投入匹进丟妣工惟伏基9?云OO1||||||HoooopiOSHh 煦罟痕廂OO 雨0.0繭OQOQ 窗• O• • • O0 竝遠揑制目动捲示o 拉速自动控常般入二也端...1/0^怕状态趋势显示退出系统F 面以第一流为例介绍工作状态指示画面: 4.2.1系统上电:液位自动控制系统单流24V 电源指示4.2.2手动:信号点亮(绿色),说明目前的系统工作状态为人工操作塞棒控制: 信号点亮(绿色),说明目前的系统工作状态为塞棒自动控制状拉速控制: 信号点亮(绿色),说明目前的系统工作状态为拉速自动控制状4.2.3塞棒控制相关信号状态说明Array 1)系统急停:信号点亮(红色),系统急停状态有效。