常用焊材
焊材选用表 全

R307、Ni337 WEL GTAW82、Ni337 J427、H08A-HJ431、A302、A102 J507、A062 J427、A062 J427、H08A-HJ431、A302、A102 J427、E22.9.3N
J507/A302/A002 J427/A302/A002 J507、A022、A042、H10MnSiA+HJ431
11、卷制管
79 L245 80 L245+20 81 X42 82 X52 83 X60 84 X65
焊接材料
ERNiCr-3 H1Cr24Ni13、A307 H08Mn2MoVA+W707Ni H1Cr9Mo/R707 HSCCu201 Alloy60,Alloy190 ERNiCrMo-3 ERNiCr-3
6、Ⅶ类材料
焊接材料
J422 H08Mn2Si TIG-J50 H08Mn2Si+J422 H08A TIG-J50+J427 H08Mn2SiA+J427 H08Mn2Si+J427
H08Mn2Si+J507
TIG-R40 R407 H08CrMoVA H08CrMoVA+R317 TIG-R40/R407 H05CrMoTiRe+R307 H13CrMoA+R307 H13CrMoA+R307 H13CrMoA+R307 TIG-R40 TIG-R40,R407 H08CrMoVA/R317
常用焊接材料选用明细
常用焊接材料选用明细焊接是一种常见的金属加工方法,通过熔化母材和填充材料,使其融合在一起形成牢固的连接。
在选择焊接材料时,需要考虑多个因素,如母材的材质、焊接过程的特性以及所需的焊接强度等。
下面将介绍几种常用的焊接材料及其选用明细。
1.铁素体不锈钢焊接材料铁素体不锈钢焊接材料主要用于焊接含铁素体不锈钢的结构件,如304、321、316L等。
选用明细如下:-母材为304、321、316L等铁素体不锈钢时,选择相同或类似成分的焊丝,如ER308、ER321、ER316L等。
-当焊接不锈钢与低合金钢时,选择焊丝ER307、ER309L等。
-焊接厚度较大的构件时,可选择焊丝ER309L、ER310、ER312等。
2.铝合金焊接材料铝合金焊接材料主要用于焊接铝合金构件,如6061、5083、7075等。
选用明细如下:-母材为铝合金时,选用相同或类似成分的焊丝,如ER4043、ER5356等。
-焊接高强度铝合金时,可选择焊丝ER5183、ER5556等。
3.钛合金焊接材料钛合金焊接材料主要用于焊接钛合金构件,如Ti-6Al-4V等。
选用明细如下:-母材为钛合金时,选择相同或类似成分的焊丝,如ERTi-6Al-4V等。
4.镍合金焊接材料镍合金焊接材料主要用于焊接镍合金构件,如Hastelloy、Inconel 等。
选用明细如下:-母材为镍合金时,选择相同或类似成分的焊丝,如ERNiCr-3、ERNiCrCoMo-1等。
5.碳钢焊接材料碳钢焊接材料主要用于焊接碳钢构件,如Q235、A36等。
选用明细如下:-母材为普通碳钢时,选择相同或类似成分的焊丝,如ER70S-6等。
-焊接高强度碳钢时,选择焊丝ER80S-G等。
6.高合金钢焊接材料高合金钢焊接材料主要用于焊接高合金钢构件,如P91、P92等。
选用明细如下:-母材为高合金钢时,选择相同或类似成分的焊条,如E9015-B9等。
总的来说,选择焊接材料时需要考虑母材的材质、焊接条件和要求的焊接强度等。
常用焊材牌号
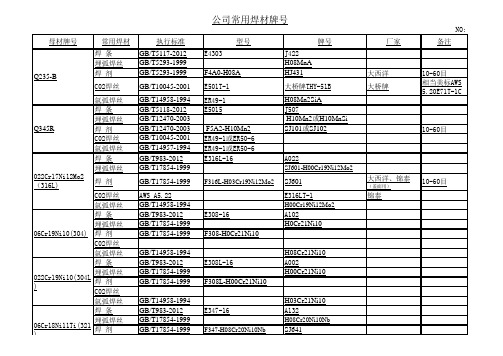
A022 SJ601-H00Cr19Ni12Mo2
SJ601 E316LT-1 H00Cr19Ni12Mo2 A102 H0Cr21Ni10
E308L-16 F308L-H00Cr21Ni10
H08Cr21Ni10 A002 H00Cr21Ni10
C02焊丝
氩弧焊丝
Q235-B与 B304/304L/316L间
焊
条
Q345R与 B304/304L/316L间
焊
条
焊条
埋弧焊丝
15CrMoR 焊 剂
C02焊丝
氩弧焊丝
35CrMoA
焊条
2205(Gr22双相钢) 焊 条
TA2
钛丝
TA10
钛丝
5A05
1060 Cr25Ni22Mo2型 (316LMoD)
C02焊丝
氩弧焊丝
焊条
06Cr18Ni11Ti(321 )
埋弧焊丝 焊剂
执行标准
GB/T5117-2012 GB/T5293-1999 GB/T5293-1999
GB/T10045-2001
GB/T14958-1994 GB/T5118-2012 GB/T12470-2003 GB/T12470-2003 GB/T10045-2001 GB/T14957-1994 GB/T983-2012 GB/T17854-1999
E347-16 F347-H08Cr20Ni10Nb
H03Cr21Ni10 A132
H08Cr20Ni10Nb SJ641
厂家
NO: 备注
大西洋 大桥牌
10-60目 相当美标AWS 5.20E71T-1C
常用异种钢焊接选用的焊接材料
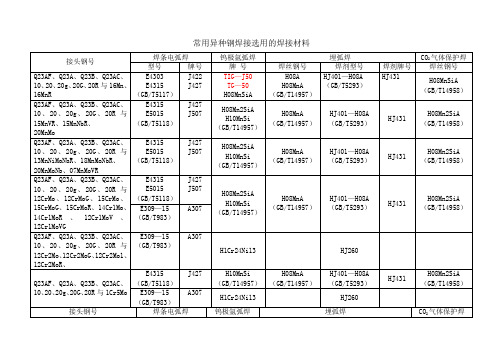
A307
H1Cr24Ni13
HJ260
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与1Cr5Mo
E4315
(GB/T5118)
J427
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
07MnNiCrMoVDR、10Ni3MoVD
E4315
J427
H10MnSi
(GB/T14957)
H08MnA
(GB/T14957)
HJ401—H08A
(GB/T5293)
HJ431
H08Mn2SiA
(GB/T14958)
Q23AF、Q23A、Q23B、Q23AC、10、20、20g、20G、20R与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
E310—16
E310—15
(GB/T983)
A402
A407
H1Cr26Ni21
12CrMo、12CrMoG、15CrMo、15CrMoG、15CrMoR、14Cr1Mo、14Cr1MoR、12Cr1MoV、12Cr1MoVG与12Cr2Mo、12Cr2MoG、12Cr2Mo1、12Cr2MoR
E5515—B1
E5015
E5515—G
(GB/T5118)
J507J557
E310—15
(GB/T983)
不热处理时
A407
H1Cr24Ni13
13MnNiMoNbR、18MnMoNbR、
20MnMoNb、07MnMoVR与0Cr18Ni9(304)、0Cr18Ni10Ti(321)、
常用的焊接材料有哪些
常用的焊接材料有哪些首先,我们来谈谈焊条。
焊条是焊接中常用的一种焊接材料,根据其成分不同可以分为药芯焊条和无药芯焊条。
药芯焊条是在焊丝中加入了一定比例的焊剂,可以在焊接过程中起到保护熔融金属的作用,提高焊接质量。
而无药芯焊条则需要在焊接过程中另外添加焊剂。
常见的焊条材料有碳钢焊条、不锈钢焊条、铝合金焊条等,根据不同的焊接材料可以选择相应的焊条。
其次,焊丝也是常用的焊接材料之一。
焊丝分为药芯焊丝和无药芯焊丝,与焊条类似。
药芯焊丝在焊接过程中可以起到保护熔融金属的作用,提高焊接质量。
无药芯焊丝则需要在焊接过程中另外添加焊剂。
常见的焊丝材料有碳钢焊丝、不锈钢焊丝、铝合金焊丝等,根据不同的焊接材料可以选择相应的焊丝。
除了焊条和焊丝,焊剂也是不可或缺的焊接材料之一。
焊剂可以在焊接过程中起到保护熔融金属的作用,防止氧化、脱碳和氢致脆等缺陷的产生,提高焊接质量。
常见的焊剂有氧化剂、还原剂、保护剂等,根据不同的焊接材料和焊接方法可以选择相应的焊剂。
此外,焊接辅助材料也是焊接过程中不可或缺的一部分。
焊接辅助材料包括焊接流量、焊接盒、焊接夹具等,它们可以在焊接过程中起到固定工件、保护工件、控制焊接过程等作用,提高焊接质量和效率。
最后,还有一种常用的焊接材料是焊接气体。
焊接气体在气体保护焊中起到保护熔融金属的作用,防止氧化、脱碳和氢致脆等缺陷的产生,提高焊接质量。
常见的焊接气体有氩气、氩氩混合气、氩氩氩混合气等,根据不同的焊接材料和焊接方法可以选择相应的焊接气体。
总的来说,常用的焊接材料包括焊条、焊丝、焊剂、焊接辅助材料和焊接气体。
根据不同的焊接材料和焊接方法,选择合适的焊接材料对于焊接质量和效果至关重要。
希望本文对您有所帮助,谢谢阅读!。
常用焊材汇总

常用焊材汇总
编制:陈宏伟
2015年3月24日
说明
使用本汇总目录可以做到:
1.中外焊材的对照查询(对照只表示它们之间为类似焊材,不完全等同)
2.对应焊材的标准查询(对应标准可查询焊材熔敷金属的化学、力学性能指标,可用于焊材鉴定合格指标查询)
3.中外焊材的分类分组情况查询
4.焊接材料选用指导
1.碳钢、低合金钢焊材:
(1)焊条(主要用于对接焊)
(2)埋弧焊焊丝/焊剂(主要用于对接焊)
2.高强度钢焊材:
(1)焊条(主要用于对接焊)
(2)埋弧焊焊丝/焊剂(主要用于对接焊)
(3)气体保护焊实心焊丝(主要用于对接焊)
3.低温钢焊材:
(1)焊条(主要用于对接焊)
4.耐热钢焊材:
(1)焊条(主要用于对接焊)
(2)埋弧焊焊丝/焊剂(主要用于对接焊)
(3)气体保护焊实心焊丝(主要用于对接焊)
5.不锈钢焊材(含双相钢):
(2)埋弧焊焊丝/焊剂(主要用于对接焊)
(3)气体保护焊实心焊丝(主要用于对接焊、堆焊、管子管板焊)
(4)药芯焊丝(主要用于堆焊)
6.镍基合金焊材:
(1)焊条(主要用于对接焊、堆焊)
(2)气体保护焊实心焊丝(主要用于对接焊、堆焊、管子管板焊)
(3)药芯焊丝(主要用于堆焊)
7.带极堆焊:
(1)不锈钢带极堆焊(国内)
(2)不锈钢带极堆焊(国外)。
常用焊材化学成分表-夏海云

E5500-B2-V GB/T5117-95 E5515-B2-V GB/T5117-95 E5503-B2-V GB/T5117-95 E6003-B3 E6015-B3
≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
NO.2 硬度 HRC(HBS) / / / / / ≤0.2 ≈0.50 ≈0.30 / / 硬度 Mo Cu ≤0.50 ≤0.50 ≤0.50 ≤0.50 ≤0.50 8×C≈1.0 ≤0.50 8×C≈1.0 ≤0.50 Nb HRC(HBS) / / / / / / /
≤0.50 1.2-1.7 ≈2.0 ≤0.60 ≈2.0
常用焊材标准明细表
序 焊材牌号 号 1 2 3 4 5 6 J422 J502 J507 J507FeNi J506 J507Mo 结构钢焊条化学成分 焊材型号 E4303 E5003 E5015 E5018-G E5016 E5015G 焊材型号 E5503-B2 E5515-B2 焊材标准号 C GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 焊材标准号 C GB/T5117-95 ≤0.12 Si ≤0.50 Mn P S Cr Mo V ≤0.12 ≤0.12 ≤0.12 ≤0.08 ≤0.12 ≤0.12 Si Mn P S Cr Ni Mo V
常用焊接材料选用表

100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ni207镍基焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
Ni307镍基焊条型号GB/T:ENiCrMo-0用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
Ni307A镍基焊条型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于一些难焊合金、异种钢的焊接及堆焊。
Ni307B镍基焊条型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于异种钢的焊接或耐蚀堆焊材料。
Ni317镍基焊条用途:用于焊接镍基合金及铬镍奥氏体钢,也可用于异种钢焊接。
Ni327镍基焊条型号GB/T:ENiCrMo-0 相当于AWS:ENiCrMo-0用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
Ni337镍基焊条型号GB/T:ENiCrMo-0 相当于AWS: ENiCrMo-0用途:用于核反应堆压力容器密封面堆焊及塔内构件焊接,也可用于复合钢、异种钢以及相同类型的镍基合金焊接。
Ni347镍基焊条型号GB/T:ENiCrFe-0用途:用于核电站稳压器、蒸发器管板接头的焊接,也可用于复合钢、异种钢以及相同类型的镍基合金焊接。
Ni357镍基焊条型号GB/T:ENiCrFe-2 相当于AWS: ENiCrFe-2用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于异种钢的焊接或用作过渡层及堆焊焊条。
HT-103镍基焊条用途:用于镍基合金和异种钢焊接,还可用于焊后不能热处理的大厚度铁素体钢构件的焊接。
HT-105镍基焊条相当于AWS:ENiCrFe-7YZ4碳化钨气焊条焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。
焊条焊接时,焊芯金属占整个焊缝金属的一部分。
所以焊芯的{化学成分,直接影响焊缝的质量。
因此,作为焊条芯用的钢丝都单独规定了它的牌号与成分。
如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。
(1)焊芯中各合金元素对焊接的影响)碳(C)碳是钢中的主要合金元素,当含碳量增加时,钢的{强度、硬度明显提高,而塑性降低。
在焊接过程中,碳起到一定的脱氧作用,在电弧高温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气体,将电弧区和熔池周围空气排除,防止空气中的氧、氮有害气体对熔池产生的不良影响,减少焊缝金属中氧和氮的含量。
若含碳量过高,还原作用剧烈,会引起较大的飞溅和气孔。
考虑到碳对钢的淬硬性及其对裂纹敏感性增加的影响,低碳钢焊芯的含碳量一般簇0. 1%。
2)锰(Mn)锰在钢中是一种较好的合金剂,随着锰含量的增加,其强度和韧性会有所提高。
在焊接过程中,锰也是一种较好的脱氧剂,能减少焊缝中氧的含量。
锰与硫化合形成硫化锰浮于熔渣中,从而减少焊缝热裂纹倾向。
因此一般碳素结构钢焊芯的含锰量为0. 30%~0. 55%,焊接某些特殊用途的钢丝,其含锰量高达1 .70%一2. 10%。
3)硅(Si )硅也是一种较好的合金剂,在钢中加入适量的硅能提高钢的屈服强度、弹性及抗酸性能;若含量过高,则降低塑性和韧性。
在焊接过程中,硅也具有较好的脱氧能力,与氧形成二氧化硅,但它会提高渣的粘度,易促进非金属夹杂物生成。
4)铬(Cr)铬能够提高钢的硬度、耐磨性和耐腐蚀性。
对于低碳钢来说,铬便是一种偶然的杂质。
铬的主要冶金特征是易于急剧氧化,形成难熔的氧化物三氧化二铬(Cr203),从而增加了焊缝金属夹杂物的可能性。
三氧化二铬过渡到熔渣后,能使熔渣粘度提高,流动性降低。
5)镍(Ni镍对钢的韧性有比较显着的效果,一般低温冲击值要求较高时,适当掺入一些镍。
6)硫(S)硫是一种有害杂质,随着硫含量的增加,将增大焊缝的热裂纹倾向,因此焊芯★D608铸铁堆焊焊条型号:EDZ-A1-08★D638高铬铸铁堆焊焊条堆焊硬度HRC:≥56说明:高铬铸铁堆焊焊条,具有良好的耐磨料磨损性******直流两用,电弧稳定,飞溅小,基本无渣,较高的熔敷效率。
用途:用于堆焊要求具有良好的抗耐磨料磨损性能的耐磨件,如料斗、铲刀刃、泥浆泵、锤头等。
★D642高铬铸铁堆焊焊条型号:EDZCr-B-03 堆焊硬度HRC:≥45说明:高铬铸铁堆焊焊条,交直流两用,堆焊层具有良好的抗气蚀能力。
用途:用于常温和高温耐磨耐腐蚀工作条件的零部件,如水轮机叶片、高压泵零件、高炉料钟等。
★D646高铬铸铁堆焊焊条型号:EDCr-B-16 堆焊硬度HRC:≥45说明:高铬铸铁堆焊焊条,交直流两用(交流焊时空载电压不低于70V),堆焊层具有良好的抗气蚀能力。
用途:用于常温和高温耐磨耐腐蚀工作条件的零部件,如水轮机叶片、高压泵零件、高炉料钟等。
★D656铸铁堆焊焊条型号:EDZ-A2-16 堆焊硬度HRC:≥60说明:铸铁堆焊焊条,堆焊层硬度高,耐强磨料磨损具有良好的抗冲击、抗氧化及耐气蚀性******直流两用焊前需经(300-350)℃×1h烘干。
用途:用于中等冲击情况下主要受磨料磨损的耐磨腐蚀件、如混凝土搅拌机、高速混沙机、螺旋送料机以及工作温度不超过500℃的高炉料钟、矿石破碎机、煤孔挖掘机等。
★D667高铬铸铁堆焊焊条型号: EDZCr-C-15 堆焊硬度HRC:≥48说明:索尔马依特高铬铸铁堆焊焊条,采用直流反接,堆焊层在500℃以下具有耐磨损、耐腐蚀和耐气蚀能力,超过此温度则堆焊层硬度明显下降。
用途:用于堆焊要求耐强烈磨损、耐腐蚀和耐气蚀的场合,如石油工业中离心裂化泵轴套、矿山破碎机、零件及柴油机引擎上的气门盖等。
★D678铸铁堆焊焊条型号: EDZ-131-08 堆焊硬度HRC:≥50说明:含钨铸铁堆焊焊条,交直流两用。
用途:用于矿山机械和破碎机零部件等受磨料磨损部件的堆焊。
★D680/D687高铬铸铁堆焊焊条型号: EDZCr-D-15堆焊硬度HRC:≥58说明:含硼高铬铸铁堆焊焊条,采用直流反接。
电弧稳定,飞溅小,渣少,脱渣容易,堆焊层即使使用硬质合金也难以进行切割加工,只能研磨,金相组织为马氏体+粗大复合碳化物。
用途:用于强烈磨损的场合,如牙轮钻头小轴、煤孔挖掘机、提升斗、破碎机辊、泵框筒、混合气叶片等。
★D707碳化钨堆焊焊条型号: EDW-A-15 堆焊硬度HRC:≥60说明:碳钢焊芯的碳化钨堆焊焊条,依靠药皮中碳化钨过度合金,堆焊金属含钨量40%-50%,由于药皮较厚,因而套筒较长,在焊条发红后药皮易小块脱落,采用直流反接,较小电流。
用途:用于堆焊耐岩石强烈磨损的机械零部件,如混凝土搅拌机叶片、推土机、挖泥机叶片、高速混砂箱等。
★D707Ni纯镍堆焊焊条堆焊硬度HRC:≥45说明:纯镍堆焊焊条,依靠药皮中碳化钨过度合金,堆焊金属具有较好的抗裂性及抗氧化性,采用直流反接。
用途:用于抗高温氧化、耐磨料磨损件的堆焊,如高炉钟斗,烧结扒齿等。
D717A碳化钨堆焊焊条型号: EDW-B-15 堆焊硬度HRC:≥60说明:碳化钨堆焊焊条,采用H08A钢带扎制成O形,直径为3.2mm,内装粒度为60-80目,含量为焊芯质量60%以上的铸造碳化钨,外涂碱性低氢型涂料,依靠焊芯中过度碳化钨,焊接工艺性较好,脱渣容易,电弧稳定,采用直流施焊,较小电流,D717为无缝管状焊条。
用途:用于堆焊耐岩石强烈磨损的机械零部件,如三牙轮钻头的牙抓背部、鼓风机叶片、强力采煤滚筒、扎糖机轧辊、混凝土搅拌机叶片等。
D717碳化钨堆焊焊条型号: EDW-B-15说明:D707碳化钨堆焊焊条,采用H08A钢带扎制成O形,直径为3.2mm,内装粒度为60-80目,含量为焊芯质量60%以上的铸造碳化钨,外涂碱性低氢型涂料,依靠焊芯中过度碳化钨,焊接工艺性较好,脱渣容易,电弧稳定,采用直流施焊,较小电流,D717为无缝管状焊条。
用途:用于堆焊耐岩石强烈磨损的机械零部件,如三牙轮钻头的牙抓背部、鼓风机叶片、强力采煤滚筒、扎糖机轧辊、混凝土搅拌机叶片等。
熔敷金属化学成分/%CSiMnCrWMoNi其他1.5-4≤4≤3≤350-70≤7≤3≤3堆焊硬度HRC:≥60D708碳化钨合金焊条说明:D708碳化钨合金焊条用碳化钨过渡堆焊金属含钨65%-85%,工艺精良脱渣方便电弧稳定!焊条不需要焊前预热,焊后保温。
高硬度、高耐磨、耐冲刷磨损等。
可焊性好。
抗岩石砂磨粒磨损,延长设备使用寿命4-8倍。
.用途:主要用于化工设备和各种机械设备磨损部位的堆焊修补。
如冶金机械、矿上机械、道岔、鄂板、铲斗、铲齿、工程采石船等砖机绞刀、螺旋、搅拌机叶片、风机叶片、选矿机械、工程机械、建材机械!!熔敷金属化学成份/%CCrNiSiW≤1.5≤3.05.0-7.0≤1.070-85堆焊层硬度:HRC≥70★D916碳化硼耐磨堆焊焊条堆焊硬度HRC:≥64说明:含碳化硼的耐磨料磨损堆焊焊条,交直流两用,具有良好的抗磨料磨损性。
用途:用于受强烈磨料磨损部件的堆焊修复,如排风机叶轮、泥浆泵、煤矿溜槽★D918高铬铸铁堆焊焊条型号:EDZ-A2-08 堆焊硬度HRC:≥60说明:有较好的抗氧化性、抗气蚀性。
用途:用于受中等或剧烈冲击情况下磨料磨损,如农业机械、矿山机械、粉碎机等。
★D938高铬铸铁堆焊焊条型号:EDZ-A2-00 堆焊硬度HRC:60-65说明:堆焊金属为弥散分布碳化物相的高铬铸铁,适于高应力高温磨损场合。
用途:用于矿山机械和泥浆的堆焊。
熔敷金属化学成分/% 高铬铸铁及其他金属碳化物★D007铸铁模具堆焊焊条型号:EDTV-15 堆焊硬度HRC:HB≥180说明:铸铁模具堆焊焊条,电弧稳定,焊接工艺优良,焊缝金属为铁素体基体+弥散分布的碳化钨,具有优良的抗裂性,焊前不预热。
用途:用于灰口铸铁球、球墨铸铁和合金铸铁件的堆焊及焊补,如大型铸铁压延模、铸铁成形模及铸铁模具等。
★D022高硬度耐磨堆焊焊条堆焊硬度HRC:≥58(焊后空冷)说明:钨铬钼钒合金的高硬度耐磨堆焊焊条,交直两用,焊接工艺性好,工件焊前不预热,焊后无需缓冷。
用途:用于建筑行业的碱泵、磨损机件和制糖、矿山、制砖、水泥、公路等机械中要求耐磨的零部件堆焊。
★D047辊压机硬面堆焊焊条堆焊硬度HRC:≥55说明:辊压机硬面堆焊焊条,采用直反接,焊接工艺性好,抗裂性良好,冷焊不开裂,具有良好的抗挤压能力和抗磨料磨损性。
用途:用于滚压机挤压滚的堆焊制造机不拆卸修复,也可用于其他耐挤压磨损的机械零部件。
D50耐磨合金堆焊焊条:此焊条是近几年新研制的无渣Cr-Si-Mo-B系高络铸铁型耐磨粒磨损的表面耐磨焊条。