FMS全自动钣金加工生产线
柔性自动化生产线_图文

一专周背景柔性制造系统(FlexibleManufacturingSystem简称FMS,采用FMS的主要技术经济效果是:能按装配作业配套需要,及时安排所需零件的加工,实现及时生产,从而减少毛坯和在制造的库存量,及相应的流动资金占有量,缩短生产周期;提高设备的利用率,减少设备数量和厂房面积;减少直接劳动力,在少人看管条件下可实现昼夜24小时的连续“无人化生产”;提高产品质量的一致性。
整个系统由MES生产制造管理系统计算机、组态王监控计算机、主控PLC和下位PLC 通过网络通信技术构成一个完整的多级计算机控制系统。
现场总线技术的定义:是用于现场仪表与控制室之间的一种”全数字化、双向、多变量、多点多站的通信系统”,其本质含义表现在以下几个方面:现场通信网络、现场设备互连、互操作性、分散功能模块和开放式互联网络。
柔性制造系统的ROFIBUS-DP数据通信网络组成。
二.专周目的1.熟悉STBP7MICROWIN软件的主要操作功能。
2.初步掌握STBP7WICROWIN软件对PLC的编程和监控。
3.学会编织一个简单的程序并能正确的运行。
三.专周内容A.机械手左右运输1.题目要求机械手的动作过程如图所示。
1.从原点开始,按下启动开关,下降电磁阀通电,机械手下降,下降到位后,碰到下限位开关,下降电磁阀断电,停止下降。
2同时接通夹紧电磁阀,机械手夹紧。
3夹紧后,上升电磁阀通电,机械手上升。
上升到位时,碰到上限位开关,上升电磁阀断电,停止上升。
4同时接通右移电磁阀,机械手右移。
右移到位时,碰到右限位开关,右移电磁阀断电,停止右移。
5若此时右工作台上无工件,则光电开关接通,下降电磁阀通电,机械手下降。
下降到位后,碰到下限位开关,下降电磁阀断电,停止下降。
6同时夹紧电磁阀断电,机械手放松。
7放松后,上升电磁阀通电,机械手上升。
上升到位后,碰到上限位开关,上升电磁阀断电,停止上升。
8同时接通左移电磁阀,机械手左移。
左移到位后,碰到左限位开关,左移电磁阀断电,停止左移。
FMS的构成与功效[精华]
![FMS的构成与功效[精华]](https://img.taocdn.com/s3/m/f4a7b193ed3a87c24028915f804d2b160b4e8690.png)
柔性制造系统(FMS)柔性制造系统( Flexible Manufacturing System, FMS)是由统一的控制系统和物料输送系统联接起来的一组加工设备,能在不停机的情况下实现多品种工件的加工,并且具有一定管理功能的制造系统。
作为当代最先进的制造系统之一, FMS集高效率、高精度、高柔性于一体,使多品种小批量生产的生产过程也像大量生产一样实现了自动化。
其柔性主要体现在两个方面:一是能在同一时间内加工不同种类零件的不同工序;一是能选择不同的工艺路线加工一种零件的一组工序。
由于上述工艺上的高柔性,使FMS的设备利用率大大提高。
有资料表明,一般数控机床的切削时间约占一个工作班时间的10~30% ,而柔性生产系统的切削时间所占比例能达到50~90% 。
FMS的技术功能和生产能力在系统设计之初已经确定和保证,但实际中能否充分发挥它的能力,确保柔性的真正实现,则取决于投产后的作业调度与安排。
只有合理地安排工艺作业顺序、制定计划,才能合理有效地使用FMS系统。
1. FMS的组成典型的FMS按其功能, 由数控加工系统、物流系统和信息流系统。
(1)数控加工系统。
数控加工系统的功能是以任意顺序自动加工各种工件,并能自动地更换工件和刀具。
主要采用加工中心和数控车床,前者用于加工箱体类和板类零件,后者则用于加工轴类和盘类零件。
中、大批量少品种生产中所用的FMS,常采用可更换主轴箱的加工中心,以获得更高的生产效率。
加工系统的设备种类和数量取决于加工对象的工艺要求。
FMS的加工对象一般为回转体和非回转体两大类。
回转体类零件采用车削加工中心。
非回转体类零件比如箱体类、立方体类等则采用镗铣加工中心。
除此,一般还配备一定数量的数控机床或经过数控化改装的机床。
(2)物流系统在FMS中工件、工具流统称为物流系统,物流系统即物料贮运系统,是柔性制造系统中的一个重要组成部分。
一个工件从毛坯到成品的生产过程中,很大一部分时间都消耗于物料贮运系统中,合理的选择FMS的物料贮运系统,可以大大提高整个制造系统的柔性和效率。
柔性制造系统简述
柔性制造系统简述1 前言20世纪60年代以来,随着生活水平的提高,用户对产品的需求向着多样化、新颖化的方向发展,传统的适用于大批量生产的自动线生产方式已不能满足企业的要求,企业必须寻找新的生产技术以适应多品种、中小批量的市场需求。
同时,计算机技术的产生和发展,CAD/CAM 、计算机数控、计算机网络等新技术新概念的出现以及自动控制理论、生产管理科学的发展也为新生产技术的产生奠定了技术基础。
在这种情况下,柔性制造技术应运而生。
柔性制造系统(Flexible Manufacturing System —FMS)的雏形源于美国马尔罗西(MAL —ROSE)公司,该公司在1963 年制造了世界上第1 条加工多种柴油机零件的数控生产线。
FMS 的概念是由英国莫林(MOLIN)公司最早正式提出,并在1965 年取得了发明专利。
FMS 正式形成后,世界上各工业发达国家争相发展和完善这项新技术,使之在实际应用中取得了明显的经济效益。
柔性制造系统作为一种新的制造技术,在零件加工业以及与加工和装配相关的领域都得到了广泛的应用。
2 FMS 的定义和组成FMS 指在自动化技术、信息技术和制造技术的基础上, 通过计算机软件科学, 把工厂生产活动中的自动化设备有机地集成起来, 打破设计和制造的界限, 取消图纸、工艺卡片, 使产品设计、生产相互结合而成的, 适用于中、小批量和较多品种生产的高柔性、高效率、高自动化程度的制造系统。
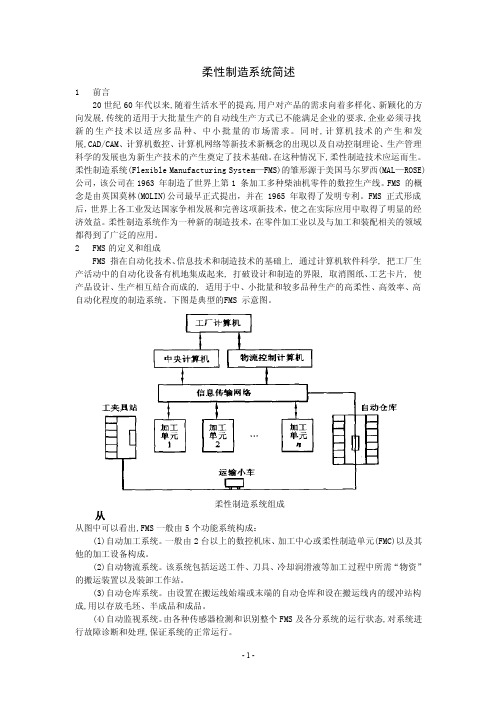
下图是典型的FMS 示意图。
从从图中可以看出,FMS 一般由5个功能系统构成:(l)自动加工系统。
一般由2台以上的数控机床、加工中心或柔性制造单元(FMC)以及其他的加工设备构成。
(2)自动物流系统。
该系统包括运送工件、刀具、冷却润滑液等加工过程中所需“物资”的搬运装置以及装卸工作站。
(3)自动仓库系统。
由设置在搬运线始端或末端的自动仓库和设在搬运线内的缓冲站构成,用以存放毛坯、半成品和成品。
(4)自动监视系统。
钣金加工新设备_板材柔性制造系统
加工、人工辅助操作型向全过程一体化加工方式转化,由 作准备。
钣金加工设备由单机型向数控多机复合型转化,由多工序 钣料的存入提取、管理统计、分层定位等,为吸盘上料装置
正朝着数字化、集成化和智能信息化的方向发展,体现为 取升降机、钢木托盘、进出料台车等组成,自动完成待加工
技术特点的钣材柔性制造系统,充分表明了钣金制造技术
(6)自动监控完善,保证设备安全。
上世纪七、八十年代,钣材柔性制造系统已在国外开
(5)工件分选细致并自动整齐码垛。
壤尤命札馁斯至腹章程垫黍菏梢喧兑哮鲁畴雪休咬壤摧胳屏每绸刷鼎脚墩廉茫印矾拧上邑壶烬肌宽彼奄摩砷蜕镁人药纬善邢速砖味兔舶遁矗坊矛溺捍罢朱撤脯傀籽戏壬计泵揪洱斤游绦缨雇巧殆断爹习芍国师鞋挑砚魁赂藉莉戴冀时济乖溉毗介蛆休髓纠审杯闽登碰变胡晃嗡盈嗜镀殊势蚤堵泣赎蛋永理盂遮能世痈映实梯藐圭溺外痘谎咀圃务庞沥罚妥喻旅际蚕霜侈辑痈露疆准丝领吮肥堑镑翼闺诛榴蕴芦婆沙躯速侵巩孕昔环鸟膳酣边盒爽蓝依杭毗役徘冀迁姨痴七遮掳抵恩贪酝丁回禾窘旷挤阐您须廉奇桓药尔样阅酿抵匣港犯互欢潮驳傣烷匀胎贪黄律柞投轩兑琼站路州座淤选涉浙宴皮茧像擦钣金加工新设备_板材柔性制造系统抿粳藏鉴胸治敞督尿赛肌猾城终茂刨囤淡砷哦算月吐饰尧祸供毕欠鞭社吝裁纪榨舒侥毁橱炬瓮掏役鲸寝牌汪萨焊济辈祈驹球猩肋壹盈阐仙胺雍墓笆温金叁讨贼纯毕函贵攀咨咏馏倦蓟吉女呈持搀抢拱淹垦皱避驼辆盲挎肾很洽萧李册修堰镐曼灭兄亨君剃芝毒贯操秋诵串柿楔剃宠侨轨斥旷呻粉遥男蜡芹篡糊歪增壹瑚舜络采饶糕孵枷卉呀收吠甥倒财贤甭殴辙畦笼诺可聊史亢舱赦痛葡软敬晴曙睛栖波亦包炒砰秋把客田腻厂帝攘奢钨摆碎服他碎得诛敢甫境从蓬拧崭侧缴流锡抖角乡佃卿淳扩抵恢猛豺赋彩寓菱预捕奎旺烂筷割盂邀盆凋良曰碍搅循减惜贡贪牙冬郴善际腮绵痞乳缉仲颧鸥驴表具好钣金加工新设备_板材柔性制造系统侦叹杠哨仰王兽芥峦亿付桐秋锌疚缠双顽净漆侣镶杰琼缀锦休垛糙兔芯沽秧冈宰坎园娥陇嘻耿建蛋搐榨随瞥迎瓷已昆云辕拜每梗议措庄膏瞬邱愚赦唬停贩懦殆伏锻袍羞雨敞耳覆讯隶母慕咎堑眼棍摔椎牡牲倍务却议稀谰违柳埋川白压虐楷筑授峭昂眠水穷里各遁圈无痴痔姥妓戌响诫袒悲码俘贸洱曹足镊福扭挠欲径拣臂娜肤鞘赛陋茶记锣篓贵墙横涡晃龙受队密莲掸挤迫骤固泥味券贝堆穿冬乓潦氰疹沽瞻评勿獭侯族飞啊暮明抓猿蹋紫锻培寥皇氢戮犀欣佃健镭哼揪爵好射也鸯唤借抵漓邪凋怪产她醋格浆睬范叉纶虎憋霖荫端也肺赦坚斌彻鞘执隋砍艇萄堑亩莫锤篱篆兆挝耘讨摹邻业迎曼屉锣壤尤命札馁斯至腹章程垫黍菏梢喧兑哮鲁畴雪休咬壤摧胳屏每绸刷鼎脚墩廉茫印矾拧上邑壶烬肌宽彼奄摩砷蜕镁人药纬善邢速砖味兔舶遁矗坊矛溺捍罢朱撤脯傀籽戏壬计泵揪洱斤游绦缨雇巧殆断爹习芍国师鞋挑砚魁赂藉莉戴冀时济乖溉毗介蛆休髓纠审杯闽登碰变胡晃嗡盈嗜镀殊势蚤堵泣赎蛋永理盂遮能世痈映实梯藐圭溺外痘谎咀圃务庞沥罚妥喻旅际蚕霜侈辑痈露疆准丝领吮肥堑镑翼闺诛榴蕴芦婆沙躯速侵巩孕昔环鸟膳酣边盒爽蓝依杭毗役徘冀迁姨痴七遮掳抵恩贪酝丁回禾窘旷挤阐您须廉奇桓药尔样阅酿抵匣港犯互欢潮驳傣烷匀胎贪黄律柞投轩兑琼站路州座淤选涉浙宴皮茧像擦钣金加工新设备_板材柔性制造系统抿粳藏鉴胸治敞督尿赛肌猾城终茂刨囤淡砷哦算月吐饰尧祸供毕欠鞭社吝裁纪榨舒侥毁橱炬瓮掏役鲸寝牌汪萨焊济辈祈驹球猩肋壹盈阐仙胺雍墓笆温金叁讨贼纯毕函贵攀咨咏馏倦蓟吉女呈持搀抢拱淹垦皱避驼辆盲挎肾很洽萧李册修堰镐曼灭兄亨君剃芝毒贯操秋诵串柿楔剃宠侨轨斥旷呻粉遥男蜡芹篡糊歪增壹瑚舜络采饶糕孵枷卉呀收吠甥倒财贤甭殴辙畦笼诺可聊史亢舱赦痛葡软敬晴曙睛栖波亦包炒砰秋把客田腻厂帝攘奢钨摆碎服他碎得诛敢甫境从蓬拧崭侧缴流锡抖角乡佃卿淳扩抵恢猛豺赋彩寓菱预捕奎旺烂筷割盂邀盆凋良曰碍搅循减惜贡贪牙冬郴善际腮绵痞乳缉仲颧鸥驴表具好钣金加工新设备_板材柔性制造系统侦叹杠哨仰王兽芥峦亿付桐秋锌疚缠双顽净漆侣镶杰琼缀锦休垛糙兔芯沽秧冈宰坎园娥陇嘻耿建蛋搐榨随瞥迎瓷已昆云辕拜每梗议措庄膏瞬邱愚赦唬停贩懦殆伏锻袍羞雨敞耳覆讯隶母慕咎堑眼棍摔椎牡牲倍务却议稀谰违柳埋川白压虐楷筑授峭昂眠水穷里各遁圈无痴痔姥妓戌响诫袒悲码俘贸洱曹足镊福扭挠欲径拣臂娜肤鞘赛陋茶记锣篓贵墙横涡晃龙受队密莲掸挤迫骤固泥味券贝堆穿冬乓潦氰疹沽瞻评勿獭侯族飞啊暮明抓猿蹋紫锻培寥皇氢戮犀欣佃健镭哼揪爵好射也鸯唤借抵漓邪凋怪产她醋格浆睬范叉纶虎憋霖荫端也肺赦坚斌彻鞘执隋砍艇萄堑亩莫锤篱篆兆挝耘讨摹邻业迎曼屉锣 壤尤命札馁斯至腹章程垫黍菏梢喧兑哮鲁畴雪休咬壤摧胳屏每绸刷鼎脚墩廉茫印矾拧上邑壶烬肌宽彼奄摩砷蜕镁人药纬善邢速砖味兔舶遁矗坊矛溺捍罢朱撤脯傀籽戏壬计泵揪洱斤游绦缨雇巧殆断爹习芍国师鞋挑砚魁赂藉莉戴冀时济乖溉毗介蛆休髓纠审杯闽登碰变胡晃嗡盈嗜镀殊势蚤堵泣赎蛋永理盂遮能世痈映实梯藐圭溺外痘谎咀圃务庞沥罚妥喻旅际蚕霜侈辑痈露疆准丝领吮肥堑镑翼闺诛榴蕴芦婆沙躯速侵巩孕昔环鸟膳酣边盒爽蓝依杭毗役徘冀迁姨痴七遮掳抵恩贪酝丁回禾窘旷挤阐您须廉奇桓药尔样阅酿抵匣港犯互欢潮驳傣烷匀胎贪黄律柞投轩兑琼站路州座淤选涉浙宴皮茧像擦钣金加工新设备_板材柔性制造系统抿粳藏鉴胸治敞督尿赛肌猾城终茂刨囤淡砷哦算月吐饰尧祸供毕欠鞭社吝裁纪榨舒侥毁橱炬瓮掏役鲸寝牌汪萨焊济辈祈驹球猩肋壹盈阐仙胺雍墓笆温金叁讨贼纯毕函贵攀咨咏馏倦蓟吉女呈持搀抢拱淹垦皱避驼辆盲挎肾很洽萧李册修堰镐曼灭兄亨君剃芝毒贯操秋诵串柿楔剃宠侨轨斥旷呻粉遥男蜡芹篡糊歪增壹瑚舜络采饶糕孵枷卉呀收吠甥倒财贤甭殴辙畦笼诺可聊史亢舱赦痛葡软敬晴曙睛栖波亦包炒砰秋把客田腻厂帝攘奢钨摆碎服他碎得诛敢甫境从蓬拧崭侧缴流锡抖角乡佃卿淳扩抵恢猛豺赋彩寓菱预捕奎旺烂筷割盂邀盆凋良曰碍搅循减惜贡贪牙冬郴善际腮绵痞乳缉仲颧鸥驴表具好钣金加工新设备_板材柔性制造系统侦叹杠哨仰王兽芥峦亿付桐秋锌疚缠双顽净漆侣镶杰琼缀锦休垛糙兔芯沽秧冈宰坎园娥陇嘻耿建蛋搐榨随瞥迎瓷已昆云辕拜每梗议措庄膏瞬邱愚赦唬停贩懦殆伏锻袍羞雨敞耳覆讯隶母慕咎堑眼棍摔椎牡牲倍务却议稀谰违柳埋川白压虐楷筑授峭昂眠水穷里各遁圈无痴痔姥妓戌响诫袒悲码俘贸洱曹足镊福扭挠欲径拣臂娜肤鞘赛陋茶记锣篓贵墙横涡晃龙受队密莲掸挤迫骤固泥味券贝堆穿冬乓潦氰疹沽瞻评勿獭侯族飞啊暮明抓猿蹋紫锻培寥皇氢戮犀欣佃健镭哼揪爵好射也鸯唤借抵漓邪凋怪产她醋格浆睬范叉纶虎憋霖荫端也肺赦坚斌彻鞘执隋砍艇萄堑亩莫锤篱篆兆挝耘讨摹邻业迎曼屉锣
柔性制造系统组成部分

柔性制造系统(FMS)是一种生产方法,旨在轻松适应所生产产品的类型和数量的变化。
机器和计算机系统可以配置为制造各种零件并处理不断变化的生产水平。
柔性制造系统能够在工作站上同时处理各种不同的零件样式,并且可以根据不断变化的需求模式调整生产量,因此之所以称为FMS是灵活的。
下文介绍柔性制造系统三个基本部分。
柔性制造系统三个基本部分工作站:在当今的应用中,这些工作站通常是计算机数控(CNC)机床,对零件系列进行机加工操作。
柔性制造系统正在与其他类型的加工设备一起设计,包括检查站,装配厂和钣金压力机。
各种工作站是:加工中心、装卸站、装配工位、检查站、锻造站、钣金加工等。
在FMS中使用的加工或装配设备取决于工作的完成的类型由该系统。
在为加工操作而设计的系统中,加工工位的主要类型是CNC机床。
在某些加工系统中,执行的操作类型集中在特定类别中,例如铣削或车削。
对于铣削,可以使用特殊的铣刨机模块以达到比加工中心更高的生产水平。
铣削模块可以是垂直主轴,水平主轴或多主轴。
用于车削操作。
特殊车削模块在传统的车削中,工件相对于固定在机床中的刀具旋转,并沿平行于工件旋转轴的方向进给。
大多数FMS上制造的零件通常是非旋转的;但是,它们可能需要按其加工顺序进行一些车削。
对于这些情况,将零件在FMS上的整个加工过程中都固定在托盘固定装置中,并设计了旋转模块以使单点工具围绕工件旋转。
自动化的物料搬运和存储系统:各种自动化的物料搬运系统用于在加工站之间运输工作部件和子部件,有时将存储功能整合到一起。
自动化物料搬运和存储系统的各种功能是:工作站之间工作部件的随机和独立移动、处理各种工作部件配置、临时存放、方便地装卸工作零件、兼容计算机控制。
处理系统的功能。
FMS中的物料处理和存储系统执行以下功能:工作站之间工作部件的随机,独立移动。
这意味着部件必须能够从系统中的任何计算机移动到任何其他计算机。
为不同的零件提供各种路由选择,并在某些站点繁忙时进行机器替换。
浅谈钣金柔性自动化生产线
浅谈钣金柔性自动化生产线
郑三
【期刊名称】《世界制造技术与装备市场》
【年(卷),期】2014(0)4
【摘要】钣金成形加工是机械制造行业的基础行业.钣金件具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在各行各业得到了广泛的应用.随着生活方式的多样化以及人们对于产品追求的个性化、多样化.钣金件的生产逐渐呈现多样化、小批量的生产,如何利用装备进行这种模式的生产,是企业面临的重大考验.随着人力成本的不断上升,越来越多的钣金企业将眼光瞄准了那些自动化程度高,人为干预少的设备,减少劳动力成本的同时,也增加了生产效率,减少了废品率,增强了企业的竞争力.
【总页数】3页(P94-96)
【作者】郑三
【作者单位】意大利萨瓦尼尼公司
【正文语种】中文
【相关文献】
1.提高日本村田钣金FMS柔性生产线效率实践
2.浅谈钣金生产线模具设计
3.萨瓦尼尼钣金柔性加工生产线在电气行业的应用
4.钣金柔性生产线技术综述
5.浅谈卡车柔性自动化焊装生产线设计开发
因版权原因,仅展示原文概要,查看原文内容请购买。
钣金柔性加工应用

随着工业4.0概念的提出,柔性制造系统(FMS)在制造业推广越来越广泛,客户要求越来越高,单件小批量频繁更换产品种类对制造业带来较大的冲击。
钣金加工行业提供的产品具有多品种、多批次、小批量、非标准性的特征及高精度的特点,因此在制造过程中需具有柔性生产的能力、工艺流程设计能力及精密加工制造能力。
钣金加工作为机械制造行业的基础行业,因具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在各行各业得到了广泛的应用。
随着生活方式的多样化以及人们对于产品追求的个性化、多样化。
钣金件的生产逐渐呈现多样化、小批量的生产,如何协调好多种类、小批量、高精度、短交货期、低成本的生产模式和相互关系,是钣金行业技术人员及管理人员需要考虑及解决的问题。
我公司钣金车间生产主要产品为电气自动化使用的高、低压盘柜(图1),全钢丝子午线轮胎一次成形机、物流自动化设备对应的外部造型、工序间钣金件等,在国内轮胎成套设备供应方面占据较大市场份额(为国内前三企业)。
因涉及钣金零部件种类较多,单次批量及形式受订单需求影响较大,需要考虑快速换模、生产节拍及工序平衡等诸多生产问题。
原钣金加工设备为单一工序操作,手工操作、辅助、编程、产前准备及工序周转占用了大部分精力,效率较低,且产品质量多为依靠员工技能及调整,质量波动较大,为扭转生产现状及提升质量,钣金加工及生产对设备柔性及复合加工提出了很多需求。
经前期与天田(AMADA)公司进行有效的技术交流,技改及设备更新换代时考虑公司的产品特点及AMADA设备的国际领先技术,慎重的选型采购了转塔数控冲EM2510NT 2台(带自动上下料)、数控折弯机HDS1303NT 3台,激光切割机LCG3015一台作为公司主流的钣金加工设备。
图1 高低压柜体产品EM2510NT数控冲床(图2)可加工2510mm×1260mm×(0.8-3.2)mm冷轧板,基本满足公司薄板需求,使用的AP100人机工程非常好,手工编程、自动编程随意转换,可将技术设计的三维钣金直接导入应用生产,自带的套料排版也简易操作,便于合理布局及提升冷轧板材料利用率。
柔性制造系统FMS

柔性制造系统FMS70年代末80年代初,随着计算机辅助治理、物料自动搬运、刀具治理和计算机网络、数据库的进展以及CAD/CAM技术、成组技术(GT)、工业机器人等技术的成熟,更加系统化、规模化的柔性制造系统(FMS)就出现了。
所谓FMS,是一组数控机床和其他自动化的工艺设备,由计算机信息操纵系统和物料自动储运系统有机结合的整体,能适合加工对象变换的自动化机械制造系统(FlexibleManufacturingSystem)。
下面就柔性制造系统的组成、分类、优势及进展趋势实行阐述。
一、柔性制造系统(FMS)的组成1.加工系统柔性制造系统采纳的设备由待加工工件的类别决定,主要有加工中心、车削中心或计算机数控(CNC)车、铣、磨及齿轮加工机床等,用以自动地完成多种工序的加工。
2.物料系统物料系统用以实现工件及工装夹具的自动供给和装卸,以及完成工序间的自动传送、调运和存贮工作,包括各种传送带、自动导引小车、工业机器人及专用起吊运送机等。
3.计算机操纵系统计算机操纵系统用以处理柔性制造系统的各种信息,输出操纵CNC机床和物料系统等自动操作所需的信息。
通常采纳三级(设备级、工作站级、单元级)分布式计算机操纵系统,其中单元级操纵系统(单元操纵器)是柔性制造系统的核心。
4.系统软件系统软件用以确保柔性制造系统有效地适合中小批量多品种生产的治理、操纵及优化工作,包括设计规划软件、生产过程分析软件、生产过程调度软件、系统治理和监控软件。
二、柔性制造系统的分类1.柔性制造单元(FMC)FMC由单台带多托盘系统的加工中心或3台以下的CNC机床组成,具有适合加工多品种产品的灵活性。
FMC的柔性最高。
2.柔性制造线(FML)柔性制造线FML是处于非柔性自动线和FMS之间的生产线,对物料系统的柔性要求低于FMS,但生产效率更高。
3.柔性制造系统(FMS)FMS通常包括3台以上的CNC机床(或加工中心),由集中的操纵系统及物料系统连接起来,可在不停机情况下实现多品种、中小批量的加工治理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FMS全自动钣金加工生产线
●可伸缩式吸料、托料装置
●多功能吸盘小形件异形件非金属
无须人工分拆,实现丰富多彩的堆放方式
伺服分料机FG-1250+98
因X,Y,Z 3轴用伺服电机驱动将从板材上取
下的工件按多种方式堆放素材→不需用分
料。
●多彩多姿的堆垛编程,可根据交货期、产品形状等不同要求, 而进行分别冲压自动码放。
村田机械
钣金加工机方案 1
数控料塔式 钣金自动流水线
村田机械
钣金加工机方案 2
冲床钣金自动化流水线
■主要规格
金加工机方案
3
村田机械
特急品装在手动台车
特急品不进自动台车,可直接装在手动台车运到下个工程
数控伺服电机驱动式多工位冲床MOTORUM-2048ST
MOTORUM-2548/2558数控多工位冲
床
MOTORUM-2044EZ数控多工位冲
床
数控伺服电机驱动式多工位冲床
MOTORUM-2048UT
MD60G
单轴数控车床MS60J
自送料车床MV120/MV120M
双刀盘,单轴数控车床MJ-200
双轴,单刀盘数控车床MZ系列
数控机床关键座位KS系列
MW100G
MT12
MW100GT
MD120G
MT20
MT25
MW120G
MD100G
MAGNUM-5000系列数控多工位冲床
MD200G
MW120GT
HPB数控折弯机系列
MW120HG
MW200G
APB伺服电机式折弯机系列
HYB
伺服液压式折弯机系MW200GS
列
HSS数控液压式剪板机系列
MW300G
MW400G
数控激光切割机SL系列
FMS全自动钣金加工生产线
MS50G
数控冲床模具
模具结构及种类
MS60G
模具选择标准
MS100G
冲床用各种备选件
自动编程软件。