管道焊接工作记录
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
压力管道安装焊口组对记录卡

压力管道安装焊口组对记录卡项目名称:XXXX压力管道安装工程编号:XXX-XXX施工单位:XXX公司日期:XXXX年XX月XX日焊缝及设备信息:焊接位置:XXX焊缝编号:XXX焊工:XXX工条码:XXX焊接方法:XXX焊材:XXX规格:XXX焊材强度级别:XXX验让:XXX工条码:XXX检验标准:XXX工序标识:焊接前处理:1.清理工件表面,并确保无杂物、灰尘、氧化物等不良物质。
2.确保焊接面平整,切割面光洁、垂直。
焊接参数:1.电流:XXX2.电压:XXX3.焊接速度:XXX4.机械角度:XXX5.焊接时间:XXX工艺评定:焊接工艺评定编号:XXX做过焊接工艺评定:是/否工艺评定状态:合格/不合格评定报告编号:XXX焊缝记录:1.焊接材料:管道材料牌号、长度、直径等信息。
2.焊缝类型:焊缝种类、焊缝几何尺寸等信息。
3.焊接位置:具体焊接的位置,包括焊缝编号。
4.焊接日期:具体的焊接日期。
5.焊接工艺规程:焊接工艺规程编号、版本等信息。
6.焊工信息:焊工姓名、工号、证书编号等信息。
7.焊接设备:焊接设备编号、名称等信息。
8.焊接参数:焊接电流、电压、速度、机械角度、焊接时间等信息。
9.焊接检验:焊缝质量检验结果及记录、焊接工艺评定证书编号等信息。
10.备注:对焊缝进行特殊要求或其他需要记录的情况。
焊接记录:1.焊缝号:每个焊缝的唯一编号。
2.焊工编号:进行焊接工作的焊工工号。
3.设备编号:用于焊接的设备编号。
4.焊接日期:焊接工作完成的具体日期。
5.焊接材料:焊接管材的牌号、长度、直径等信息。
6.焊接位置:焊接的具体位置,包括焊缝编号。
7.焊接参数:焊接工艺规程中规定的焊接参数。
8.焊接结果:焊缝的质量评定结果。
9.检验结果:针对焊接缺陷的检验结果。
10.检验标准:检验依据的相关标准。
备注:在每次焊接工作完成后,应及时填写相关信息,确保焊接工作的质量和安全性。
以上是一个压力管道安装焊口组对记录卡的示例,您可以根据具体的项目要求和实际情况进行调整和完善。
压力管道焊接标记
压力管道焊接标记
压力管道焊接标记是指在压力管道的焊接过程中,在焊缝及相关组件上做出的标记,用于记录和识别焊接的相关信息。
这些标记通常包括焊缝编号、焊工编号、焊工考核等信息。
通过标记,可以确保焊接质量的可追溯性和可控性,以及对焊缝进行监管和检验。
焊缝编号是将焊缝按照一定的编码规则进行编号,用于标识不同的焊缝。
这种编号通常由符号、数字和字母组成,可以表示焊接位置、焊接方法、焊接材料等信息。
通过焊缝编号,可以方便地追踪和记录每个焊缝的相关信息。
焊工编号是对参与焊接工作的焊工进行编号,用于识别和追踪焊工的工作。
每个焊工都有一个唯一的编号,通过该编号可以查找到焊工的相关资质和工作记录。
焊工编号的使用可以确保焊接工作的可控性和质量。
焊工考核是对焊工进行技术能力评估的一种方式。
通过对焊工进行考核,可以评估其焊接技术水平和质量控制能力。
焊工考核通常包括理论知识考试和实际焊接技能考核两个方面。
通过考核,可以确保焊工具备良好的焊接技术和质量管理能力,从而保证焊接的质量和安全性。
总之,压力管道焊接标记是用于记录和识别焊接相关信息的标记,包括焊缝编号、焊工编号和焊工考核等。
这些标记的使用可以确保焊接质量的可追溯性和可控性,
保证焊接的质量和安全性。
钢管焊接技术交底记录
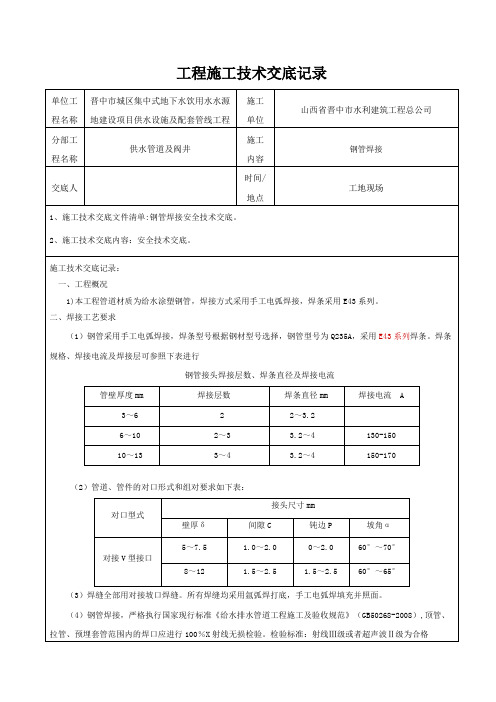
工程施工技术交底记录4管道焊接1)本工程管道材质为给水涂塑钢管,焊接方式采用手工电弧焊接,焊条采用E43系列,焊机采用BX-500交流电焊机。
4、管道安装⑴钢管切割用乙炔切割,必须将切割表面的热影响区除去,其厚度一般不小于0.5mm。
⑵管子切口质量应符合下列要求:a 切口表面应平整,不得有裂纹、重皮、毛剌、凹凸、缩口、熔渣、氧化铁、铁屑等应以清除。
b 切口平面和管子轴线的垂直度不超过管子直径的1%,且不大于2mm。
⑶管线焊接接头位置应符合下列要求:a 相邻两道焊缝间的距离不小于1.5倍长管道公称直径,且不小于150mm。
b 管线焊接接头距离支墩净距离不小于50mm,需要热处理的焊缝距离支墩不小于300mm。
c在管线焊缝上不得开孔。
d 管道对接焊缝距离弯管起点不得小于100mm,且不宜小于管子外径。
e 直缝管的直焊缝应位于易检修的位置,不宜在底部。
⑷管道组装前,应对坡口及其内外表面用手工或机械进行清理,清除管道边缘100mm范围内的泥垢、油、漆、锈、毛剌等,收工前应将正安装的管子两端加临时盲板。
⑹管子对接错边量±2mm,间隙留2.5~3mm。
四、管道焊接(1)所有参加管道焊接的焊工必须持证上岗,施焊范围必须与本人资格考试所取得的资格范围一致,且施焊前要进行专项培训学习,通过试焊检验合格的焊工方可上岗施焊。
(2)管道焊接严格按已审批的焊接工艺规程进行施焊。
(3)管道焊接采用手工氩弧焊打底,手工电弧焊填充盖面。
(4)电焊条药皮应无脱落和显著裂纹,并应在350~400℃烘干处理后,于100~50℃保温下施焊,焊条烘干不得超过二次。
焊丝使用前应清除其表面的油污,金属锈等。
(6)为防止焊接出现裂纹及减少内应力,不得强行对口。
(7)管道焊接采用多层焊接,施焊时层间溶渣应清除干净,并进行外观检查,合格后方可进行下一层焊接。
①焊缝的焊接层数、焊条直径和电流强度,应根据被焊钢板的厚度、坡口形式和焊口位置确定,可参照表1-20~表1-22选用。
3543附录D_管道用表

D.10
压力管道兀件与焊接材料质量证明文件一览表
SH/T3543—G410
103
D.11
阀门检验试验记录
SH/43—G411
104
1
D.12
管道化学清洗过程检查记录
SH/T3543—G412
105
D.13
仪表取源部件开孔/焊接检查记录
SH/T3543—G413
106
5
D.14
管道焊接工艺检查记录
连接设备位号
机器转速
r/min
机器管口号
自由状态下法兰检验
最终连接后的 机器位移
mm
管道与机器法兰复位检查
检查结果
平行偏差
mm
径向偏差mm
法兰间距
mm
平行偏差
mm
径向偏差
mm
法兰间距
mm
注:本表记录气体压缩机和转速大于或等于3000r/min的机器。
施工班组长:
日期:年 月日
专业工程师:
日期:年 月日
D.5
带方向阀门安装检查记录
SH/T3543—G405
98
D.6
给排水压力管道放水法试验记录
SH/T3543—G406
99
D.7
给排水压力管道注水法试验记录
SH/T3543—G407
10(
)
D.8
给排水无压力管道闭水试验记录
SH/T3543—G408
101
D.9
金属环垫/透镜垫接触线检查记录
SH/T3543—G409
质里检查贝:
日期:年 月日
SH/T3543-G403
管道焊接工作记录
工程名称:
管道焊接记录(主侧)

焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V102/2-J104
20#钢
E422
对焊
常温
V102/3-J102
20#钢
E422
对焊
常温
V102/3-J103
20#钢
E422
对焊
常温
V102/3-J104
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
20#钢
E422
对焊
常温
V102/2-J102
20#钢
E422
对焊
常温
V102/2-J103
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
技术负责人:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V101/1-J103
20#钢
E422
对焊
常温
V101/2-J101
20#钢
E422
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
SH T 3503-J415-1管道焊接工作记录
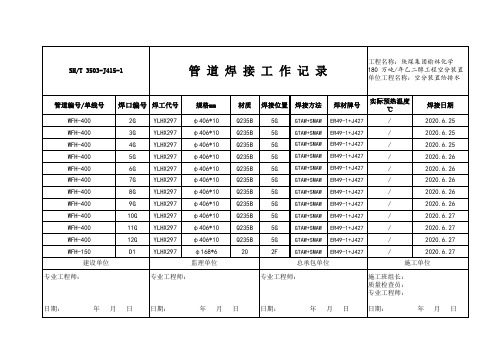
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
总承包单位
施工单位
专业工程师:
专业工程师:
日期:
年月日
日期:
年月日
专业工程师:
日期:
年月日
施工班组长: 质量检查员: 专业工程师:
日期:
年月日
SH/T 3503-J415-1 专业工程师:
管道焊接工作记录
专业工程师:
专业工程师:
管道编号/单线号 焊口编号 焊工代号
日期:
年月日
日期:
Q235B
1G
GTAW+SMAW ER49-1+J427
/
18G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
/
19
YLHX297 φ406*10
Q235B
1G
GTAW+SMAW ER49-1+J427
/
20G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期: