管道焊接记录
合集下载
管道焊接工作记录

5G
GTAW
95
11
4
22
38
/
6 5096
5G
GTAW
95
11
4
22
38
/
7 5096
5G
GTAW
95
11
4
22
38
/
8 5096
5G
GTAW
95
11
4
22
38
/
9 5096
5G
GTAW
95
11
4
22
38
/
10 5096
5G
GTAW
95
11
4
22
38
/
11 5096
5G
GTAW
95
11
4
22
38
/
11
4
10 5096
5G
GTAW
95
11
4
11 5096
5G
GTAW
95
11
4
12 5096
5G
GTAW
95
11
4
13 5096
5G
GTAW
95
11
4
14 5096
5G
GTAW
95
11
4
15 5096
5G
GTAW
95
11
4
16 5096
5G
GTAW
95
11
4
φ32×3 06Cr19Ni10
环境条件
温度℃ 湿度%
管线规格/
φ57×3.5 06Cr17Ni12Mo2
管道焊接工作记录

SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
管道管件现场焊接(熔接)检查记录
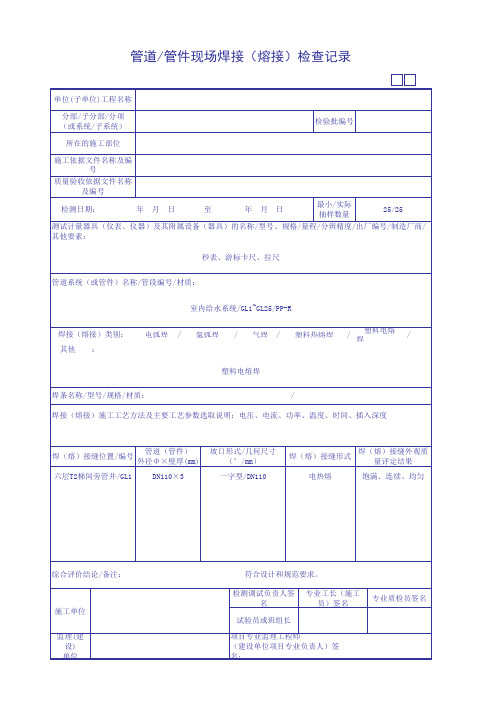
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
管道焊接记录(主侧)

材质
焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V102/2-J104
20#钢
E422
对焊
常温
V102/3-J102
20#钢
E422
对焊
常温
V102/3-J103
20#钢
E422
对焊
常温
V102/3-J104
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
20#钢
E422
对焊
常温
V102/2-J102
20#钢
E422
对焊
常温
V102/2-J103
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
技术负责人:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V101/1-J103
20#钢
E422
对焊
常温
V101/2-J101
20#钢
E422
焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V102/2-J104
20#钢
E422
对焊
常温
V102/3-J102
20#钢
E422
对焊
常温
V102/3-J103
20#钢
E422
对焊
常温
V102/3-J104
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
20#钢
E422
对焊
常温
V102/2-J102
20#钢
E422
对焊
常温
V102/2-J103
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
技术负责人:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V101/1-J103
20#钢
E422
对焊
常温
V101/2-J101
20#钢
E422
循环水管道焊接记录
11
0950/1007
Q235B
J427
SMAW
/
/
/
HW-80-160001-12CS202
12
1022/1034
Q235B
J427
SMAW
/
/
/
HW-80-160001-12CS202
13
1040/0537
Q235B
J427
SMAW
/
/
/
技术负责人:
2005年6月7日
质检员:
2005年6月7日
班(组)长:
3
0950/1007
Q235B
J427
SMAW
/
/
/
技术负责人:
2005年6月3日
质检员:
2005年6月2日
班(组)长:
2005年6月3日
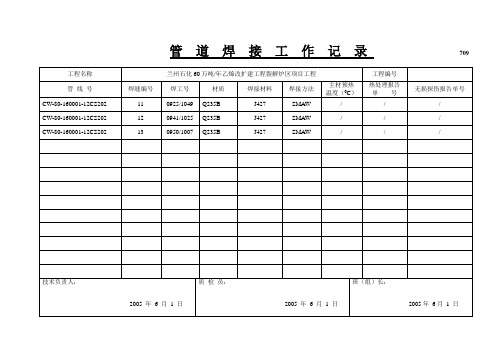
管道焊接工作记录709
工程名称
兰州石化60万吨/年乙烯改扩建工程裂解炉区项目工程
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热
温度(0C)
热处理报告
单号
7
0950/1007
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
8
1022/1034
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
9
1040/0537
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
0950/1007
Q235B
J427
SMAW
/
/
/
HW-80-160001-12CS202
12
1022/1034
Q235B
J427
SMAW
/
/
/
HW-80-160001-12CS202
13
1040/0537
Q235B
J427
SMAW
/
/
/
技术负责人:
2005年6月7日
质检员:
2005年6月7日
班(组)长:
3
0950/1007
Q235B
J427
SMAW
/
/
/
技术负责人:
2005年6月3日
质检员:
2005年6月2日
班(组)长:
2005年6月3日
管道焊接工作记录709
工程名称
兰州石化60万吨/年乙烯改扩建工程裂解炉区项目工程
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热
温度(0C)
热处理报告
单号
7
0950/1007
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
8
1022/1034
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
9
1040/0537
Q235B
J427
SMAW
/
/
/
CW-80-160001-12CS202
3503-J415 管道焊接工作记录

SH/T3503-J415-1
管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
SH T 3503-J415-1管道焊接工作记录
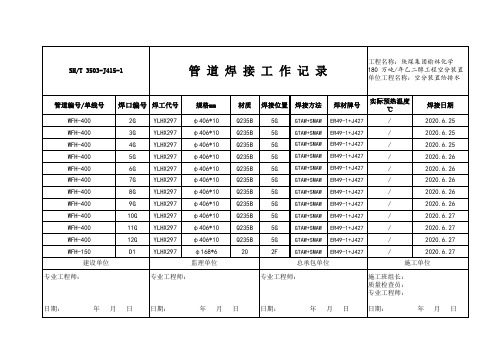
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
GTAW+SMAW ER49-1+J427
/
2020.6.29
总承包单位
施工单位
专业工程师:
专业工程师:
日期:
年月日
日期:
年月日
专业工程师:
日期:
年月日
施工班组长: 质量检查员: 专业工程师:
日期:
年月日
SH/T 3503-J415-1 专业工程师:
管道焊接工作记录
专业工程师:
专业工程师:
管道编号/单线号 焊口编号 焊工代号
日期:
年月日
日期:
Q235B
1G
GTAW+SMAW ER49-1+J427
/
18G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
/
19
YLHX297 φ406*10
Q235B
1G
GTAW+SMAW ER49-1+J427
/
20G YLHX297 φ406*10
Q235B
5G
GTAW+SMAW ER49-1+J427
焊接记录SHT 3503—J415-1

SH/T 3503—J415-1
管道焊接工作记录
工程名称:XXXXXXXXXXXXXXXXX项目
单位工程名称:电解厂房
管道编号/单线号
焊口
编号
焊工
代号
规格
mmBiblioteka 材质焊接位置焊接方法
焊材牌号
实际预热
温度℃
焊接日期
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
记录人:
质量检查员:
焊接责任工程师:
日期:年月日
SH/T 3503—J415-2
管道焊接工作记录(续)
工程名称:XXXXXXXXXXXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房A
管道编号/单线号
焊口
编号
焊工
代号
规格
mm
材质
焊接位置
焊接方法
焊材牌号
实际预热
温度℃
焊接日期
管道焊接工作记录
工程名称:XXXXXXXXXXXXXXXXX项目
单位工程名称:电解厂房
管道编号/单线号
焊口
编号
焊工
代号
规格
mmBiblioteka 材质焊接位置焊接方法
焊材牌号
实际预热
温度℃
焊接日期
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
记录人:
质量检查员:
焊接责任工程师:
日期:年月日
SH/T 3503—J415-2
管道焊接工作记录(续)
工程名称:XXXXXXXXXXXXXXXXX项目—60万吨/年离子膜烧碱项目
单位工程名称:电解厂房A
管道编号/单线号
焊口
编号
焊工
代号
规格
mm
材质
焊接位置
焊接方法
焊材牌号
实际预热
温度℃
焊接日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道焊接记录
共 页 第 页
工程名称:XXXXX工程
单位工程名称:XXXXXXXX
管道参数
焊接型式
焊条(丝)型号
环境条件
起止桩号
施工单位
材质
管径
壁厚
手工焊
自动焊
半自动焊
温度
风速
L415M
D508
7mm
√
√
E6010 E71T8-Nil
27℃
2级
000-000
河北省安装工程公司
序号
焊口号
焊接层次
电流极性
电流范围(A)
70~75
115~125
电压范围(V)
29~31
23~26
焊接参数依据
施焊人
施焊日期
1
XXXX-XX-03-02-000-001-LL
根焊
DCEN
70
29
焊接工艺评定
①②
填充
DCEP
116
24
焊接工艺评定
③④
盖面
DCEP
116
24
焊接工艺评定
③④
根焊
DCEN
70
29
焊接工艺评定
①②
填充
DCEP
116
24
焊接工艺评定
③④
盖艺评定
③④
施 工 单 位
监 理 单 位
班组长:
技术负责人:
年 月 日
专业工程师:
年 月 日
共 页 第 页
工程名称:XXXXX工程
单位工程名称:XXXXXXXX
管道参数
焊接型式
焊条(丝)型号
环境条件
起止桩号
施工单位
材质
管径
壁厚
手工焊
自动焊
半自动焊
温度
风速
L415M
D508
7mm
√
√
E6010 E71T8-Nil
27℃
2级
000-000
河北省安装工程公司
序号
焊口号
焊接层次
电流极性
电流范围(A)
70~75
115~125
电压范围(V)
29~31
23~26
焊接参数依据
施焊人
施焊日期
1
XXXX-XX-03-02-000-001-LL
根焊
DCEN
70
29
焊接工艺评定
①②
填充
DCEP
116
24
焊接工艺评定
③④
盖面
DCEP
116
24
焊接工艺评定
③④
根焊
DCEN
70
29
焊接工艺评定
①②
填充
DCEP
116
24
焊接工艺评定
③④
盖艺评定
③④
施 工 单 位
监 理 单 位
班组长:
技术负责人:
年 月 日
专业工程师:
年 月 日