管道焊接工作记录
管道改造检验批质量验收记录

管道改造检验批质量验收记录
1. 背景
管道改造是为了确保管道的安全运行和保护环境而进行的必要工程。
为了确保改造工程的质量符合相关标准和要求,需要进行质量验收记录。
2. 检验批信息
- 检验批名称:管道改造第一批
- 检验批号:2019-001
- 检验批内容:包括管道更换、焊接、涂装等工作
3. 质量验收标准
- 管道更换:根据设计要求进行更换,且接口连接紧密、无渗漏现象。
- 焊接工作:焊接接头牢固,材质和规格符合要求,无裂纹和气孔。
- 涂装工作:涂料均匀、附着力强,无起泡和剥落现象。
4. 检验过程和结果
4.1 管道更换检验
- 检验人员:张三、李四
- 检验日期:2020年5月1日
- 检验结果:管道更换工作符合质量验收标准,未发现渗漏现象。
- 备注:更换前的管道经过清洗和压力测试,确保无污垢和损坏。
4.2 焊接工作检验
- 检验人员:王五、赵六
- 检验日期:2020年5月2日
- 检验结果:焊接接头牢固,无裂纹和气孔,符合质量验收标准。
- 备注:焊接工作前进行表面处理和预热,保证焊接质量。
4.3 涂装工作检验
- 检验人员:孙七、周八
- 检验日期:2020年5月3日
- 检验结果:涂料均匀、附着力强,无起泡和剥落,符合质量验收标准。
- 备注:涂装工作按照涂料饱和度和涂装厚度要求进行。
5. 结论
管道改造第一批工程经质量验收,符合相关标准和要求。
改造工程具备安全可靠性,可以投入使用。
以上为管道改造检验批质量验收记录。
管道焊接工作记录

管道焊接工作记录
焊 口 编 号 焊 接 位 置 Z G Z
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 氩电联焊 ER316L/A022 / / / 月 12 11 12 日 11 15 15 PCEC-1704RT-413 PCEC-1704RT-413 PCEC-1704RT-413 / / / 无损检测 报告编号 热处理 报告编号
记录人:专业工程师
质量工程师:
SH/T 3543-G403 规 mm 格
管道焊接工作记录
焊 口 编 号 焊 接 位 置
工程名称:蒲城70万吨/年煤制烯烃项目 单元名称:气化装置/灰水处理(704) 实际 预热 焊接日期 温度 ℃ 月 日 年 月 日 无损检测 报告编号 热处理 报告编号
焊工 代号
管道编号
焊工 代号
管道编号
材 质
单线图号
焊接方法
焊材牌号
PC314 704AS-2005-6"-E2E-H 7R1 Φ 168.3*12 PC314 704AS-2005-6"-E2E-H 5K PC314 704AS-2005-6"-E2E-H 4K 以下空白 Φ 168.3*12 Φ 168.3*12
00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054 00Cr17Ni14MO2 70070400-0054
材 质
单线图号
焊接方法
焊材牌号
日期:
年
月
日Hale Waihona Puke 日期:
压力管道焊接标记
压力管道焊接标记
压力管道焊接标记是指在压力管道的焊接过程中,在焊缝及相关组件上做出的标记,用于记录和识别焊接的相关信息。
这些标记通常包括焊缝编号、焊工编号、焊工考核等信息。
通过标记,可以确保焊接质量的可追溯性和可控性,以及对焊缝进行监管和检验。
焊缝编号是将焊缝按照一定的编码规则进行编号,用于标识不同的焊缝。
这种编号通常由符号、数字和字母组成,可以表示焊接位置、焊接方法、焊接材料等信息。
通过焊缝编号,可以方便地追踪和记录每个焊缝的相关信息。
焊工编号是对参与焊接工作的焊工进行编号,用于识别和追踪焊工的工作。
每个焊工都有一个唯一的编号,通过该编号可以查找到焊工的相关资质和工作记录。
焊工编号的使用可以确保焊接工作的可控性和质量。
焊工考核是对焊工进行技术能力评估的一种方式。
通过对焊工进行考核,可以评估其焊接技术水平和质量控制能力。
焊工考核通常包括理论知识考试和实际焊接技能考核两个方面。
通过考核,可以确保焊工具备良好的焊接技术和质量管理能力,从而保证焊接的质量和安全性。
总之,压力管道焊接标记是用于记录和识别焊接相关信息的标记,包括焊缝编号、焊工编号和焊工考核等。
这些标记的使用可以确保焊接质量的可追溯性和可控性,
保证焊接的质量和安全性。
钢管焊接技术交底记录
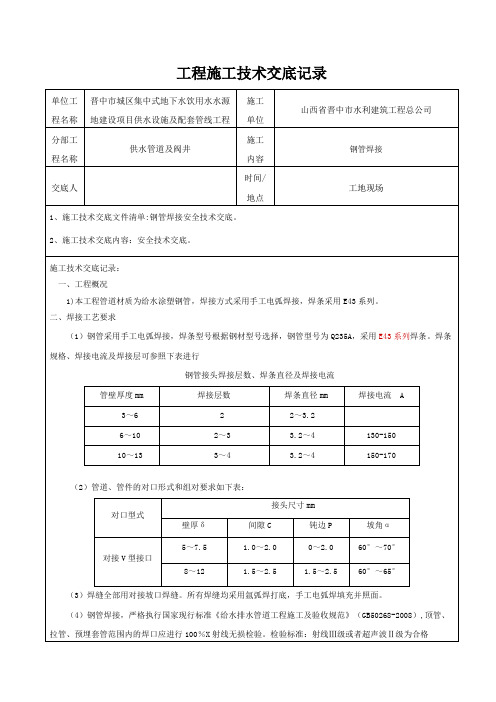
工程施工技术交底记录4管道焊接1)本工程管道材质为给水涂塑钢管,焊接方式采用手工电弧焊接,焊条采用E43系列,焊机采用BX-500交流电焊机。
4、管道安装⑴钢管切割用乙炔切割,必须将切割表面的热影响区除去,其厚度一般不小于0.5mm。
⑵管子切口质量应符合下列要求:a 切口表面应平整,不得有裂纹、重皮、毛剌、凹凸、缩口、熔渣、氧化铁、铁屑等应以清除。
b 切口平面和管子轴线的垂直度不超过管子直径的1%,且不大于2mm。
⑶管线焊接接头位置应符合下列要求:a 相邻两道焊缝间的距离不小于1.5倍长管道公称直径,且不小于150mm。
b 管线焊接接头距离支墩净距离不小于50mm,需要热处理的焊缝距离支墩不小于300mm。
c在管线焊缝上不得开孔。
d 管道对接焊缝距离弯管起点不得小于100mm,且不宜小于管子外径。
e 直缝管的直焊缝应位于易检修的位置,不宜在底部。
⑷管道组装前,应对坡口及其内外表面用手工或机械进行清理,清除管道边缘100mm范围内的泥垢、油、漆、锈、毛剌等,收工前应将正安装的管子两端加临时盲板。
⑹管子对接错边量±2mm,间隙留2.5~3mm。
四、管道焊接(1)所有参加管道焊接的焊工必须持证上岗,施焊范围必须与本人资格考试所取得的资格范围一致,且施焊前要进行专项培训学习,通过试焊检验合格的焊工方可上岗施焊。
(2)管道焊接严格按已审批的焊接工艺规程进行施焊。
(3)管道焊接采用手工氩弧焊打底,手工电弧焊填充盖面。
(4)电焊条药皮应无脱落和显著裂纹,并应在350~400℃烘干处理后,于100~50℃保温下施焊,焊条烘干不得超过二次。
焊丝使用前应清除其表面的油污,金属锈等。
(6)为防止焊接出现裂纹及减少内应力,不得强行对口。
(7)管道焊接采用多层焊接,施焊时层间溶渣应清除干净,并进行外观检查,合格后方可进行下一层焊接。
①焊缝的焊接层数、焊条直径和电流强度,应根据被焊钢板的厚度、坡口形式和焊口位置确定,可参照表1-20~表1-22选用。
管道焊接工程检验批质量验收记录模板
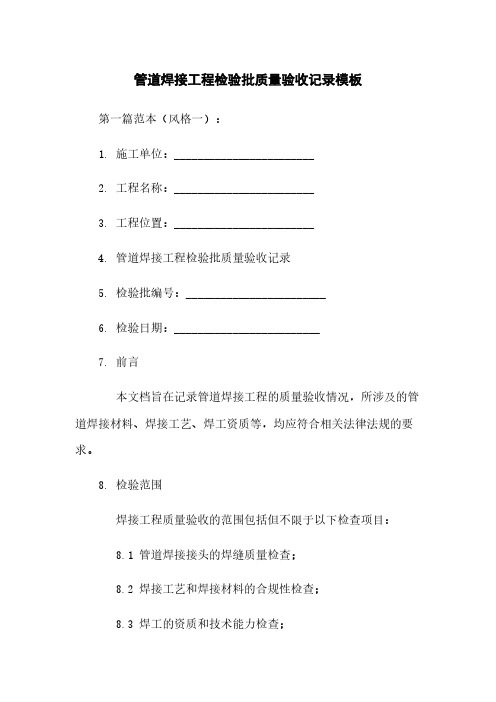
管道焊接工程检验批质量验收记录模板第一篇范本(风格一):1. 施工单位:________________________2. 工程名称:________________________3. 工程位置:________________________4. 管道焊接工程检验批质量验收记录5. 检验批编号:________________________6. 检验日期:_________________________7. 前言本文档旨在记录管道焊接工程的质量验收情况,所涉及的管道焊接材料、焊接工艺、焊工资质等,均应符合相关法律法规的要求。
8. 检验范围焊接工程质量验收的范围包括但不限于以下检查项目:8.1 管道焊接接头的焊缝质量检查;8.2 焊接工艺和焊接材料的合规性检查;8.3 焊工的资质和技术能力检查;8.4 焊接过程中的可视检查和无损检测;8.5 管道焊接的外观检查;8.6 非破坏性试验(如气密性试验、水压试验)。
9. 焊接接头质量检查9.1 进行焊缝的外观检查,包括焊缝的平整度、内外焊缝是否对齐、有无气孔、裂纹、夹渣等缺陷;9.2 对焊缝进行无损检测,如超声波检测、射线检测等;9.3 进行焊缝的抽样化学成分分析和力学性能测试。
10. 焊接工艺和焊接材料合规性检查10.1 核查焊接工艺文件是否符合规定,并进行相应的审核;10.2 核查焊接材料是否符合规定,并进行抽样检测。
11. 焊工资质和技术能力检查11.1 验核焊工的资质证书;11.2 检查焊工的实际工作能力,包括焊接技术水平、操作规范和安全防护等。
12. 可视检查和无损检测12.1 对焊缝进行可视检查,发现缺陷及时修复;12.2 针对特定的焊缝,进行无损检测,如超声波检测、射线检测等。
13. 管道焊接的外观检查13.1 检查管道焊接的外观质量,包括焊缝的平整度、颜色、气孔、裂纹等。
13.2 检查管道的防腐保温层是否完好。
14. 非破坏性试验14.1 进行管道焊缝的气密性试验,确保焊缝的密封性;14.2 进行管道的水压试验,确保管道的承压能力。
3543附录D_管道用表

D.10
压力管道兀件与焊接材料质量证明文件一览表
SH/T3543—G410
103
D.11
阀门检验试验记录
SH/43—G411
104
1
D.12
管道化学清洗过程检查记录
SH/T3543—G412
105
D.13
仪表取源部件开孔/焊接检查记录
SH/T3543—G413
106
5
D.14
管道焊接工艺检查记录
连接设备位号
机器转速
r/min
机器管口号
自由状态下法兰检验
最终连接后的 机器位移
mm
管道与机器法兰复位检查
检查结果
平行偏差
mm
径向偏差mm
法兰间距
mm
平行偏差
mm
径向偏差
mm
法兰间距
mm
注:本表记录气体压缩机和转速大于或等于3000r/min的机器。
施工班组长:
日期:年 月日
专业工程师:
日期:年 月日
D.5
带方向阀门安装检查记录
SH/T3543—G405
98
D.6
给排水压力管道放水法试验记录
SH/T3543—G406
99
D.7
给排水压力管道注水法试验记录
SH/T3543—G407
10(
)
D.8
给排水无压力管道闭水试验记录
SH/T3543—G408
101
D.9
金属环垫/透镜垫接触线检查记录
SH/T3543—G409
质里检查贝:
日期:年 月日
SH/T3543-G403
管道焊接工作记录
工程名称:
管道焊接记录(主侧)

焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V102/2-J104
20#钢
E422
对焊
常温
V102/3-J102
20#钢
E422
对焊
常温
V102/3-J103
20#钢
E422
对焊
常温
V102/3-J104
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
20#钢
E422
对焊
常温
V102/2-J102
20#钢
E422
对焊
常温
V102/2-J103
20#钢
E422
对焊
常温
建设单位代表
施工单位
监理单位
现场代表:
年月日
符合要求
技术负责人:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
:
质检员:
年月日
同意验收
监理工程师:
年月日
管道焊接工作记录(一)
工程名称
泰来服务区加油站(主侧)
工程编号
管线号
焊缝编号
焊工号
材质
焊接材料
焊接方法
主材预热温度(℃)
热处理报告单号
无损探伤报告单号
V101/1-J103
20#钢
E422
对焊
常温
V101/2-J101
20#钢
E422
3503-J415 管道焊接工作记录

管道焊接工作记录
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期
建设单 位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
SH/T3503-J415-2
管道焊接工作记录(续)
工程名称:天方药业有限公司原料药搬迁项目系统管网安装工程
单元名称:
管道编号/单线号
焊口编号
焊工代号
规格mm
材质
焊接位置
焊接方法
焊材牌号
外观检查结果
焊接日期