数控车床子程序编程方法举例(FANUC-6T)
FANUC系统数控车床的编程与操作实例

数控车床编程与操作实例
例1:倒角
G01 Z-35.0 C4.0 F0.2;
图
X80.0 C-3.0;
Z-60.0;
倒
注:C4.0倒角,因为Z轴切削
角
向X轴正向倒角,所以为C4.0;
C-3.0倒角,因为X轴切削向Z
轴负向倒角,所以为C-3.0;
1-15
数控车床编程与操作实例
例2:倒圆 G01 Z-35.0 R5.0 F0.2; X80.0 R-4.0; Z-60.0;
例10:完 Z5.0;
G92 X31.2 Z-18.0 R-7.5 F1.5;
X30.4;
X29.8;
X29.46;
X29.30;
G00 X100.0 Z150.0; 注:R= (20 30)
2 16 ×(6+18)=-7.5
图1-28螺纹切削
锥螺纹大端直径为:30+2×
数控车床编程与操作实例
2.数控车床典型结构 (1)液压卡盘和液压尾座 液压卡盘和液压尾座用来夹紧工件,具有稳定可靠的特点。 (2)数控车床的刀架系统(卧式) 3.车削用刀具 数控车床一般选用硬质合金可转位车刀。 (1)刀片的紧固方式 在国家标准中,一般紧固方式有上压式、上压与销孔夹紧、
销孔夹紧和螺钉夹紧四种。 (2)刀杆及刀片形式
三、工作坐标系
工作坐标系是编程人员在编程和加工时使用的坐标系,设置时一般用 G54~G59和G92等指令。
数控车床螺纹切削循环G92

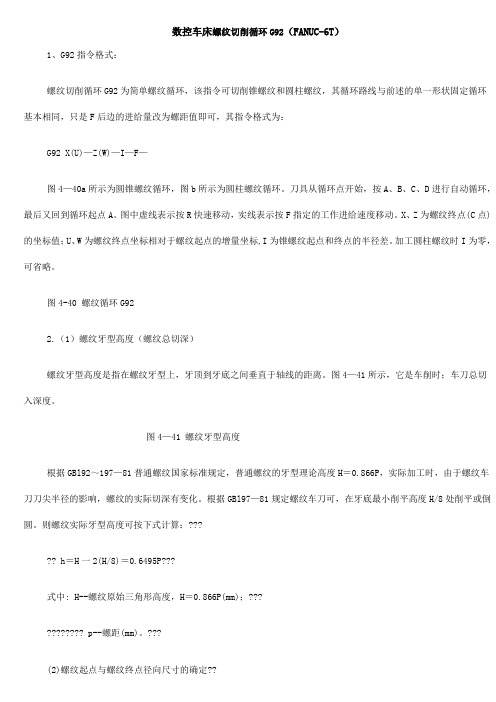
数控车床螺纹切削循环G92(FANUC-6T)1、G92指令格式:螺纹切削循环G92为简单螺纹循环,该指令可切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后边的进给量改为螺距值即可,其指令格式为:G92 X(U)—Z(W)—I—F—图4—40a所示为圆锥螺纹循环,图b所示为圆柱螺纹循环。
刀具从循环点开始,按A、B、C、D进行自动循环,最后又回到循环起点A。
图中虚线表示按R快速移动,实线表示按F指定的工作进给速度移动。
X、Z为螺纹终点(C点)的坐标值;U、W为螺纹终点坐标相对于螺纹起点的增量坐标,I为锥螺纹起点和终点的半径差。
加工圆柱螺纹时I为零,可省略。
图4-40 螺纹循环G922.(1)螺纹牙型高度(螺纹总切深)螺纹牙型高度是指在螺纹牙型上,牙顶到牙底之间垂直于轴线的距离。
图4—41所示,它是车削时;车刀总切入深度。
图4—41 螺纹牙型高度根据GBl92~197—81普通螺纹国家标准规定,普通螺纹的牙型理论高度H=0.866P,实际加工时,由于螺纹车刀刀尖半径的影响,螺纹的实际切深有变化。
根据GBl97—81规定螺纹车刀可,在牙底最小削平高度H/8处削平或倒圆。
则螺纹实际牙型高度可按下式计算:h=H一2(H/8)=0.6495P式中: H--螺纹原始三角形高度,H=0.866P(mm);p--螺距(mm)。
(2)螺纹起点与螺纹终点径向尺寸的确定螺纹加工中,径向起点(编程大径)的确定决定于螺纹大径。
例如要加工M30x2—6g外螺纹,自GBl97—81知:螺纹大径基本偏差为ES=-0.038mm;公差为Td=0.28mm;则螺纹大径尺寸为φ30-0.318-0.038mm.所以螺纹大径应在此范围内选取,并在加工螺纹前,由外圆车削来保证。
径向终点(编程小径)的确定决定于螺纹小径。
因为编程大径确定后,螺纹总切深在加工中是由编程小径(螺纹小径)来控制的。
螺纹小径的确定应考虑满足螺纹中径公差要求。
FANUC发那科系统数控车床的编程与操作实例
FANUC发那科系统数控车床的编程与操作实例FANUC发那科系统是一种广泛应用于机床行业的数控系统。
在数控车床的编程与操作方面,FANUC发那科系统具有强大的功能和灵活的编程方式,下面将通过一个实例来介绍FANUC发那科系统数控车床的编程与操作。
假设我们要加工一个简单的圆柱零件,直径为50mm,长度为100mm。
首先,我们需要进行准备工作,包括将工件夹紧在车床主轴上,并对刀具进行安装和调整。
在FANUC发那科系统中,我们可以通过编程实现自动化操作。
首先,我们需要设置零点。
在FANUC发那科系统中,零点可以通过编程设置或者手动设置。
在本例中,我们将使用编程设置零点的方式。
N10G54G92X0Z0N20T0101N30M06N40G96S200M03N50G01X50F0.3N60Z-5N70G01Z0N80G00X100N90M05N100M30上述代码说明如下:N10:设置工件坐标系,并将X和Z轴设置为零点。
N20:选择1号刀具,并将其装入刀套。
N30:刀套放置完毕,做正向旋转。
N40:设置主轴转速为200,同时使主轴正转。
N50:以0.3mm/min的进给速度,将刀具沿X轴移动到50mm处。
N60:将刀具沿Z轴移动到-5mm处。
N70:将刀具沿Z轴移动到0mm处。
N80:以快速移动速度,将刀具沿X轴移动到100mm处。
N90:停止主轴旋转。
N100:程序结束。
在上述程序中,G54是设置工件坐标系的指令,G92是设置零点坐标的指令;T0101是选择1号刀具,M06是刀具换向指令;G96是设定恒定切削进给的指令,S200是设定主轴转速,M03是主轴正转指令;G01是线性插补指令,F0.3是设定进给速度;G00是快速移动指令;M05是主轴停止指令;M30是程序结束指令。
有了上述程序,我们就可以进行加工操作了。
启动FANUC发那科系统,加载程序后,选择启动程序,数控车床将按照程序中的指令进行自动加工。
发那科加工中心子程序调用编程序例子
发那科加工中心子程序调用编程序例子发那科加工中心是一种高效、精确的机械加工设备,可以广泛应用于各种制造业领域。
其中,子程序调用编程序是发那科加工中心中重要的功能之一。
子程序调用编程是一种编写程序的方法,通过在主程序中调用子程序,可以实现复用代码、提高程序的灵活性和可读性。
在发那科加工中心上,子程序调用编程可以帮助操作员实现更加高效的加工操作。
下面是一个示例,展示了如何在发那科加工中心上使用子程序调用编程:```主程序:N10 G90 G54 G00 X0 Y0 ; 初始化设置N20 M06 T1 ; 载入刀具N30 G43 H01 Z50 ; 刀具长度补偿N40 G97 S2000 ; 设定主轴转速N50 M03 ; 主轴转向N60 G01 Z-10 F100 ; Z轴下降N70 G01 X10 Y10 F200 ; XY轴移动N80 M98 P100 L10 ; 调用子程序子程序:O100 ; 子程序起始位置N10 G01 Z-20 F150 ; Z轴下降N20 G01 X20 Y20 F300 ; XY轴移动N30 G01 X30 Y30 F300 ; XY轴移动N40 G01 X40 Y40 F300 ; XY轴移动N50 G01 Z-10 F150 ; Z轴抬升N60 M99 ; 子程序结束```在上述示例中,主程序首先进行了一系列的初始化设置,然后载入刀具,并进行刀具长度补偿、设定主轴转速和转向。
接下来,主程序通过G01指令实现Z轴下降和XY轴移动。
最后,通过调用子程序的M98指令,执行子程序中的代码。
子程序中的代码根据实际需求进行编写。
示例中的子程序从O100位置开始,通过G01指令实现Z轴下降和XY轴移动。
最后,通过M99指令结束子程序。
通过使用子程序调用编程,操作员可以将重复性的加工操作封装在子程序中,通过简单的调用实现复用。
这样可以大大提高编程效率,减少出错的可能性,并且使程序更加易读易懂。
数控车床编程实例详解(30个例子)完整

车床编程实例一半径编程图3.1.1 半径编程%3110 (主程序程序名)N1 G92 X16 Z1 (设立坐标系,定义对刀点的位置)N2 G37 G00 Z0 M03 (移到子程序起点处、主轴正转)N3 M98 P0003 L6 (调用子程序,并循环6次)N4 G00 X16 Z1 (返回对刀点)N5 G36 (取消半径编程)N6 M05 (主轴停)N7 M30 (主程序结束并复位)%0003 (子程序名)N1 G01 U-12 F100 (进刀到切削起点处,注意留下后面切削的余量)N2 G03 U7.385 W-4.923 R8(加工R8 园弧段) N3U3.215 W-39.877 R60 (加工R60 园弧段) N4G02 U1.4 W-28.636 R40(加工切R40 园弧段) N5G00 U4 (离开已加工表面)N6 W73.436 (回到循环起点Z轴处)N7 G01 U-4.8 F100 (调整每次循环的切削量)N8 M99 (子程序结束,并回到主程序)1直线插补指令编程%3305车床编程实例二图3.3.5 G01 编程实例N1 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N2 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N3 G01 U10 W-5 F300 (倒3×45°角)N4 Z-48 (加工Φ26 外圆)N5 U34 W-10 (切第一段锥)N6 U20 Z-73 (切第二段锥)N7 X90 (退刀)N8 G00 X100 Z10 (回对刀点)N9 M05 (主轴停)N10 M30 (主程序结束并复位)圆弧插补指令编程车床编程实例三%3308N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G00 X0 (到达工件中心)N4 G01 Z0 F60 (工进接触工件毛坯)N5 G03 U24 W-24 R15 (加工R15 圆弧段)N6 G02 X26 Z-31 R5 (加工R5 圆弧段)N7 G01 Z-40 (加工Φ26 外圆)N8 X40 Z5 (回对刀点)N9 M30 (主轴停、主程序结束并复位图3.3.8 G02/G03 编程实例2倒角指令编程%3310车床编程实例四图3.3.10.1 倒角编程实例N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10 (从编程规划起点,移到工件前端面中心处)N30 G01 U26 C3 F100 (倒3×45°直角)N40 W-22 R3 (倒R3 圆角)N50 U39 W-14 C3 (倒边长为3等腰直角)N60 W-34 (加工Φ65 外圆)N70 G00 U5 W80 (回到编程规划起点)N80 M30 (主轴停、主程序结束并复位)倒角指令编程%3310车床编程实例五N10 G92 X70 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X0 Z4 (到工件中心)N30 G01 W-4 F100 (工进接触工件)N40 X26 C3 (倒3×45°的直角)N50 Z-21 (加工Φ26 外圆)N60 G02 U30 W-15 R15 RL=3(加工R15 圆弧,并倒边长为4的直角)N70 G01 Z-70 (加工Φ56 外圆)N80 G00 U10 (退刀,离开工件)N90 X70 Z10 (返回程序起点位置)M30 (主轴停、主程序结束并复位)图3.3.10.2 倒角编程实例3车床编程实例六圆柱螺纹编程螺纹导程为1.5mm,δ=1.5mm,δ '=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图3.3.12 螺纹编程实例%3312N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)N2 M03 S300 (主轴以300r/min 旋转)N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)N5 G00 X40 (X 轴方向快退)N6 Z101.5 (Z 轴方向快退到螺纹起点处)N7 X28.6 (X 轴方向快进到螺纹起点处,吃刀深0.6mm)N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N9 G00 X40 (X 轴方向快退)N10 Z101.5 (Z 轴方向快退到螺纹起点处)N11 X28.2 (X 轴方向快进到螺纹起点处,吃刀深0.4mm)N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)N13 G00 X40 (X 轴方向快退)N14 Z101.5 (Z 轴方向快退到螺纹起点处)N15 U-11.96 (X 轴方向快进到螺纹起点处,吃刀深0.16mm)N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)N17 G00 X40 (X 轴方向快退)N18 X50 Z120 (回对刀点)N19 M05 (主轴停)N20 M30 (主程序结束并复位)4恒线速度功能编程%3314车床编程实例七图3.3.14 恒线速度编程实例N1 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N2 M03 S400 (主轴以400r/min 旋转)N3 G96 S80 (恒线速度有效,线速度为80m/min)N4 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N5 G01 Z0 F60 (工进接触工件)N6 G03 U24 W-24 R15 (加工R15 圆弧段)N7 G02 X26 Z-31 R5 (加工R5 圆弧段)N8 G01 Z-40 (加工Φ26 外圆)N9 X40 Z5 (回对刀点)N10 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N11 M30 (主轴停、主程序结束并复位)车床编程实例八%3317M03 S400 (主轴以400r/min 旋转)G91 G80 X-10 Z-33 I-5.5 F100(加工第一次循环,吃刀深3mm)X-13 Z-33 I-5.5(加工第二次循环,吃刀深3mm)X-16 Z-33 I-5.5(加工第三次循环,吃刀深3mm)M30 (主轴停、主程序结束并复位)图3.3.17 G80 切削循环编程实例5车床编程实例九G81 指令编程(点画线代表毛坯)图3.3.20 G81 切削循环编程实例%3320N1 G54 G90 G00 X60 Z45 M03 (选定坐标系,主轴正转,到循环起点)N2 G81 X25 Z31.5 K-3.5 F100 (加工第一次循环,吃刀深2mm)N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K值为-3.5)N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)N6 M05 (主轴停)N7 M30 (主程序结束并复位车床编程实例十G82 指令编程(毛坯外形已加工完成)%3323N1 G55 G00 X35 Z104(选定坐标系G55,到循环起点)N2 M03 S300 (主轴以300r/min 正转)N3 G82 X29.2 Z18.5 C2 P180 F3(第一次循环切螺纹,切深0.8mm)N4 X28.6 Z18.5 C2 P180 F3(第二次循环切螺纹,切深0.4mm)N5 X28.2 Z18.5 C2 P180 F3(第三次循环切螺纹,切深0.4mm)N6 X28.04 Z18.5 C2 P180 F3(第四次循环切螺纹,切深0.16mm)N7 M30 (主轴停、主程序结束并复位)图3.3.23 G82 切削循环编程实例6车床编程实例十一外径粗加工复合循环编制图3.3.27 所示零件的加工程序:要求循环起始点在A(46,3),切削深度为 1.5mm(半径量)。
FANUC系统数控车床的编程与操作实例

FANUC系统数控车床的编程与操作实例在FANUC系统数控车床的编程与操作方面,下面将为大家提供一个实例,帮助大家更好地理解和掌握相关知识。
实例:利用FANUC系统数控车床进行加工零件的编程与操作1.编程准备首先,确定所需加工的零件的图纸和参数。
根据图纸和参数,了解零件的几何形状、大小和加工工艺要求等信息。
2.零件设计根据所需加工的零件的图纸和参数,使用CAD/CAM软件进行零件的设计。
设计完成后,保存为相应的CAD文件。
3.编写加工程序打开一个适用于FANUC系统的数控编程软件,如Mastercam、SolidWorks等,载入所设计的CAD文件,并根据加工要求编写加工程序。
4.组织加工过程根据零件加工的工艺要求,将加工过程分为粗加工和精加工两个阶段。
粗加工主要是为了实现尺寸与形状的大致精确,在剩余的材料上留下一定的余量。
精加工则是为了对零件进行更精确的加工,使其满足更高的要求。
5.设置加工参数根据所需加工的零件和加工过程的要求,设置数控车床的各项加工参数,如切削速度、进给速度、进给量、切削深度等。
6.检验程序在上机前,应对编写好的加工程序进行检验。
可以通过模拟操作来验证程序的正确性,如是否能得到正确的切削路径、加工工序等。
7.载入程序将编写完毕且经过检验的加工程序,通过网络、U盘或数据线等方式载入FANUC系统数控车床中。
8.开始加工按照加工程序的要求,将刀具安装到数控车床上,并进行刀具的校对与刀补操作。
之后,确认各项参数设置无误,并将工件夹在数控车床上,进行加工操作。
9.监控加工情况在加工过程中,应时刻关注加工情况,如切削状态、加工精度等。
如发现异常情况,应及时采取相应措施。
10.完成加工任务当加工完成后,关闭数控车床并将加工后的工件取出。
用测量仪器检查工件加工后的尺寸与形状是否符合要求。
通过以上实例,可以了解到FANUC系统数控车床的编程与操作流程。
在实际应用中,还需要不断学习和积累经验,熟悉各种编程语句和操作指令,才能更好地完成零件加工任务。
数控车床螺纹切削循环G92
数控车床螺纹切削循环G92(FANUC-6T)1、G92指令格式:螺纹切削循环G92为简单螺纹循环,该指令可切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后边的进给量改为螺距值即可,其指令格式为:G92 X(U)—Z(W)—I—F—图4—40a所示为圆锥螺纹循环,图b所示为圆柱螺纹循环。
刀具从循环点开始,按A、B、C、D进行自动循环,最后又回到循环起点A。
图中虚线表示按R快速移动,实线表示按F指定的工作进给速度移动。
X、Z为螺纹终点(C点)的坐标值;U、W为螺纹终点坐标相对于螺纹起点的增量坐标,I为锥螺纹起点和终点的半径差。
加工圆柱螺纹时I为零,可省略。
图4-40 螺纹循环G922.(1)螺纹牙型高度(螺纹总切深)螺纹牙型高度是指在螺纹牙型上,牙顶到牙底之间垂直于轴线的距离。
图4—41所示,它是车削时;车刀总切入深度。
图4—41 螺纹牙型高度根据GBl92~197—81普通螺纹国家标准规定,普通螺纹的牙型理论高度H=0.866P,实际加工时,由于螺纹车刀刀尖半径的影响,螺纹的实际切深有变化。
根据GBl97—81规定螺纹车刀可,在牙底最小削平高度H/8处削平或倒圆。
则螺纹实际牙型高度可按下式计算:????? h=H一2(H/8)=0.6495P???式中: H--螺纹原始三角形高度,H=0.866P(mm);??????????? p--螺距(mm)。
???(2)螺纹起点与螺纹终点径向尺寸的确定??螺纹加工中,径向起点(编程大径)的确定决定于螺纹大径。
例如要加工M30x2—6g外螺纹,自GBl97—81知:?????? 螺纹大径基本偏差为ES=-0.038mm;公差为Td=0.28mm;则螺纹大径尺寸为φ30-0.318-0.038mm.所以螺纹大径应在此范围内选取,并在加工螺纹前,由外圆车削来保证。
???径向终点(编程小径)的确定决定于螺纹小径。
因为编程大径确定后,螺纹总切深在加工中是由编程小径(螺纹小径)来控制的。
FANUC系统数控车床的编程与操作实例
FANUC系统数控车床的编程与操作实例1.快速定位指令G00指令格式:G00某(U)_Z(W)_;2.直线插补指令G01指令格式:G01某(U)_Z(W)_F_;3.圆弧插补指令G02、G03该指令使刀具从圆弧起点,沿圆弧移动到圆弧终点。
指令格式:G02/G03某(U)_Z(W)_R_F_;或:G02/G03某(U)_Z(W)_I_K _F_;例3:图1-18a)(1)G02某80.0Z-10.0R10.0;或G02U20.0W -10.0R10.0;(2)G02某80.0Z-10.0I10.0K0;或G02U20.0W-10.0I10.0K0;例4:图1-18b)(1)G03某45.0Z-35.9R25.0;或G03U45.0W-35.9R25.0;(2)G03某45.0Z-35.9I0K-25.0;或G03U45.0W-35.9I0K-25.0;图3-6圆弧插补举例(2)螺纹加工循环G92G92用于螺纹加工,其循环路线与单一形状固定循环基本相同。
如图1-26所示,循环路径中,除螺纹车削一般为进给运动外,其余均为快速运动输入格式:直螺纹G92某(U)_Z(W)_F_;式中:某(U)_Z (W)_为螺纹终点坐标;F_为螺距。
程序:……G00某22.0Z5.0;起刀点G92某19.2Z-18.0F1.5;螺纹加工第一次循环某18.6;螺纹加工第二次循环某18.2;螺纹加工第三次循环某18.05;螺纹加工第四次循环G00某100.0Z150.0;退刀,取消循环…(2)多重复合固定循环指令1)精加工循环指令G70在采用G71、G72、G73指令进行粗车后,用G70指令进行精车循环切削。
指令格式:G70PnQnf;其中:n为精加工程序组的第一个程序段的顺序号;nf为精加工程序组的最后一个程序段的顺序号。
2)外径、内径粗加工循环指令G71G71指令用于粗车圆柱棒料,以切除较多的加工余量。
指令格式:G71U(Δd)R(e);G71P(n)Q(nf)U(Δu)W(Δw)FST;例17:使用G71、G70完成图1-43所示零件加工,棒料直径φ105mm,工件不切断(刀尖R0.4)。