检验工艺流程图
实验室检验流程图
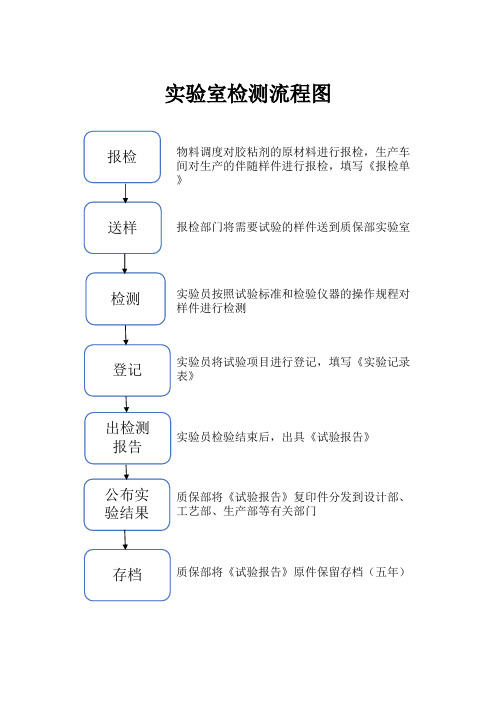
报检
物料调度对胶粘剂的原材料进行报检,生产车 间对生产的伴随样件进行报检,填写《报检单 》
送样
报检部门将需要试验的样件送到质保部实验室
检测
实验员按照试验标准和检验仪器的操作规程对 样件进行检测
登记
实验员将试验项目进行登记,填写《实验记录 表》
出检测 报告 公布实 验结果
实验员检验结束后,出具《试验报告》
质保部将《试验报告》复印件分发到设计部、 工艺部、生产部等有关部门
存档
质保部将《试验报告》原件保留存档(五年)
检验程序流程图
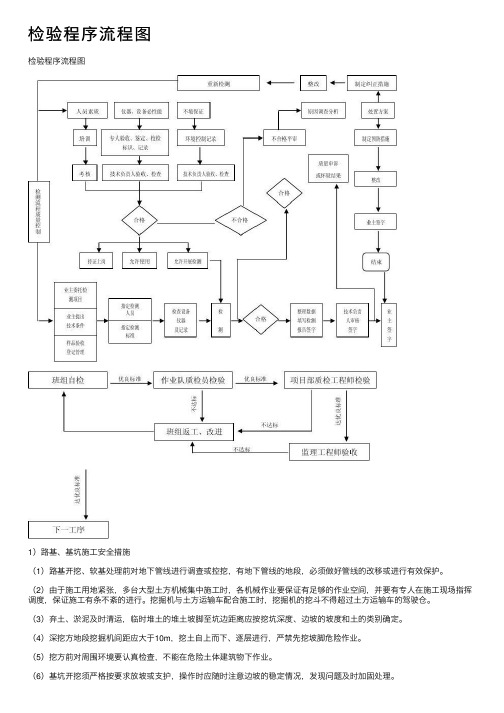
检验程序流程图检验程序流程图1)路基、基坑施⼯安全措施(1)路基开挖、软基处理前对地下管线进⾏调查或控挖,有地下管线的地段,必须做好管线的改移或进⾏有效保护。
(2)由于施⼯⽤地紧张,多台⼤型⼟⽅机械集中施⼯时,各机械作业要保证有⾜够的作业空间,并要有专⼈在施⼯现场指挥调度,保证施⼯有条不紊的进⾏。
挖掘机与⼟⽅运输车配合施⼯时,挖掘机的挖⽃不得超过⼟⽅运输车的驾驶仓。
(3)弃⼟、淤泥及时清运,临时堆⼟的堆⼟坡脚⾄坑边距离应按挖坑深度、边坡的坡度和⼟的类别确定。
(4)深挖⽅地段挖掘机间距应⼤于10m,挖⼟⾃上⽽下、逐层进⾏,严禁先挖坡脚危险作业。
(5)挖⽅前对周围环境要认真检查,不能在危险⼟体建筑物下作业。
(6)基坑开挖须严格按要求放坡或⽀护,操作时应随时注意边坡的稳定情况,发现问题及时加固处理。
2)脚⽤架、⽀架⼯程施⼯安全措施(1)钢管、扣件、螺栓的质量应符合规范规定。
不准使⽤锈蚀、弯瘪、滑⽛和有裂缝的⾦属杆件。
(2)脚⼿架纵、横距、步距应通过安全检算,满⾜结构安全需要。
(3)脚⼿架、⽀架搭设前,应对场地进⾏平整夯实、砼硬化处理,同时作好场地排⽔。
(4)脚⼿架、⽀架搭设完成后,应组织分段验收,合格后⽅准投⼊使⽤。
3)安全技术通⽤措施(1)在施⼯现场主要施⼯部位、作业点、危险区、主要通道⼝布设⾜够数量的警⽰牌、防护栏杆、标牌等,夜间设红灯警⽰,保证施⼯安全。
(2)详细编制各⼯种作业技术标准和安全操作细则。
杜绝违章⾏为,消除事故隐患,切实保障施⼯安全和重要设备不受损失。
(3)严格技术管理,在技术交底的同时,进⾏安全措施交底。
坚持⼯序技术交底制,并在施⼯中督促检查,使安全⼯作落到实处。
(4)施⼯机械在投⼊使⽤前按规定的安全技术标准进⾏检测、试运⾏和验收,确认能安全运⾏的⽅可投⼊使⽤,使⽤期间是悬挂“安全操作规程牌”,由专⼈持操作证使⽤,并定期维修。
6.4.2.3 主要分项⼯程施⼯质量保证措施1)施⼯测量(1)对所有施⼯⽤的测量仪器按计量要求定期到指定单位进⾏校定,施⼯过程中,如发现仪器误差过⼤,必须即时送修,并重新校定,精度满⾜要求之后,⽅可使⽤。
生产工艺及检验流程图

深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次2/6深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1原辅材料(供应商)入库(原辅料仓) 切纸(印刷车间)拼版(版房)晒版(版房)洗/消版(版房)印刷(印刷车间)过油磨光(外发)过UV(光磨部)印油(印刷车间)过光/哑胶(光磨部)裱坑/双灰(裱纸部)粘盒(粘盒部)穿绳/鸡眼(粘盒部)模切(啤机部)包装(包装部)入库(成品仓)裱卡与烫金(外发)木样(外发)文件名称生产工艺及检验流程图生效日期2014-3-17页次3/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员1 进料检验1.防尘2.防强光3.防潮1.规格型号2.尺寸外观性能等3.纸质卷尺、游标卡尺●检验规范IQC进料检验报告2 入库1.外观包装2.数量、出货标签及相对应得产品标识等目测●仓储作业指导书仓库出入记录3 切纸B1 切纸机1.防尘2.湿度60%—80%1.外观2.尺寸3.纸型号4.纸规格5.纸纹1.钢尺2.目测●●切纸作业指导书切纸机操作规程切纸机保养规范切纸机保养记录深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次4/6流程图设备及作业环境要求品质控制(责任)检验及工序作操作规记录序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员试验作业指导书业指导书程及保养规范表格4 拼版A1 拼版台1.温度摄氏25度±5℃。
2.湿度60%-80%。
3.防强光。
4.防尘。
5.防燥。
6.通风。
1.规格型号2.网点3.内容4.尺寸、外观5.拼版位置6.拼版准确性1.放大镜2.钢尺3.目测●拼版作业指导书5 晒版A2 晒版机同上1.脏点2.掉网目测●晒版作业指导书晒版机操作规范晒版机保养记录6 洗版A3PS版显影液1.网点2.文字、图案3.外观目测●洗版作业指导书洗版操作规范PS版制版不良记录7 印刷B2 印刷机1.错版2.材质3.颜色4.文字稿5.套位、针位6.数量、外观7.规格、型号1.放大镜2.直尺3.色谱4.带表卡尺5.目测●●样版、制程首件印刷作业指导书印刷机操作规程印刷机保养规范1.印刷机保养记录2.生产日报表深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次5/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次1/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员13 粘盒G1G2压铁防强光1.粘盒强度2.外观3.组装4.色位直尺●●样版粘盒作业指导书粘盒操作规范生产日报表14 FQC 1.外观2.内容3.颜色4.组装目测●检验规范检验规范成品检验报告15 包装H 1.外观2.数量3.尺寸4.标签1.直尺2.目测●●包装作业指导书包装操作规程生产日报表1.1.17 入库I 1.数量2.标识3.标签与实物一致目测●仓储作业指导书出货成品入库单、库存成品入库单。
原材料质量检验流程图

传递验收单
总库、供应科
材料工艺员
原材料质 量情况汇 总
原材料质 量检验汇 总表
材料工艺员
下发
总库、供应科
注 1 :斜体加方框字—在流程中指责任部门或人员。 注 2 :虚线方框字—在流程中指接口的载体。 注 3 :方框字—在流程中指过程活动。
图一:原材料质量检验流程
总库
通知检验
检验委托单
材料工艺员
外观检查
口头通知 检查结果
总库、供应科
取样、送检
理化检验员
理化检验
材料分析 报告单
材料工艺员
结果判断
质量验收单
部门负责人
审批
质量验收单
材料分析 报告单 传递材料 分析报告 原材料使 用选择
生产车间
材料工艺员
总库
质量
纯化水检测工艺流程图
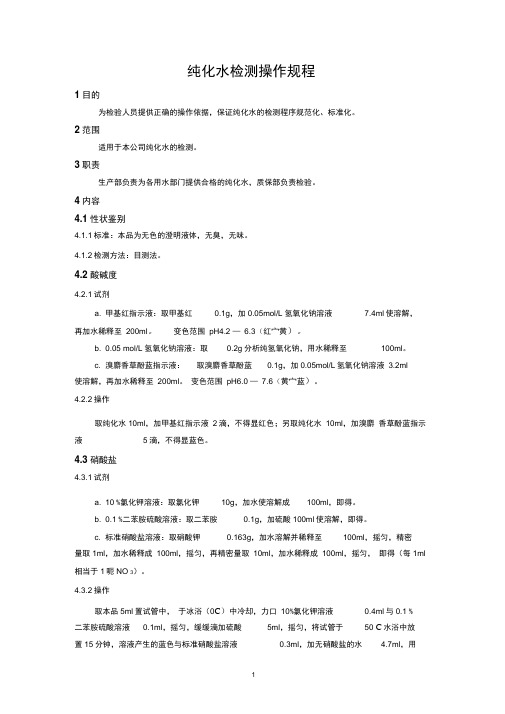
纯化水检测操作规程1目的为检验人员提供正确的操作依据,保证纯化水的检测程序规范化、标准化。
2范围适用于本公司纯化水的检测。
3职责生产部负责为各用水部门提供合格的纯化水,质保部负责检验。
4内容4.1性状鉴别4.1.1标准:本品为无色的澄明液体,无臭,无味。
4.1.2检测方法:目测法。
4.2 酸碱度4.2.1试剂a. 甲基红指示液:取甲基红0.1g,加0.05mol/L 氢氧化钠溶液7.4ml使溶解,再加水稀释至200ml。
变色范围pH4.2 — 6.3(红宀黄)。
b. 0.05 mol/L 氢氧化钠溶液:取0.2g分析纯氢氧化钠,用水稀释至100ml。
c. 溴麝香草酚蓝指示液:取溴麝香草酚蓝0.1g,加0.05mol/L氢氧化钠溶液3.2ml使溶解,再加水稀释至200ml。
变色范围pH6.0 —7.6(黄宀蓝)。
4.2.2操作取纯化水10ml,加甲基红指示液2滴,不得显红色;另取纯化水10ml,加溴麝香草酚蓝指示液5滴,不得显蓝色。
4.3硝酸盐4.3.1试剂a. 10 %氯化钾溶液:取氯化钾10g,加水使溶解成100ml,即得。
b. 0.1 %二苯胺硫酸溶液:取二苯胺0.1g,加硫酸100ml使溶解,即得。
c. 标准硝酸盐溶液:取硝酸钾0.163g,加水溶解并稀释至100ml,摇匀,精密量取1ml,加水稀释成100ml,摇匀,再精密量取10ml,加水稀释成100ml,摇匀,即得(每1ml 相当于1呃NO 3)。
4.3.2操作取本品5ml置试管中,于冰浴(0C)中冷却,力口10%氯化钾溶液0.4ml与0.1 % 二苯胺硫酸溶液0.1ml,摇匀,缓缓滴加硫酸5ml,摇匀,将试管于50 C水浴中放置15分钟,溶液产生的蓝色与标准硝酸盐溶液0.3ml,加无硝酸盐的水 4.7ml,用同一方法处理后的颜色比较,不得更深(0.000 006%)。
4.4亚硝酸盐4.4.1试剂a. 稀盐酸溶液:取盐酸234ml,加水使稀释至1000ml,即得。
工艺流程图现场验证记录
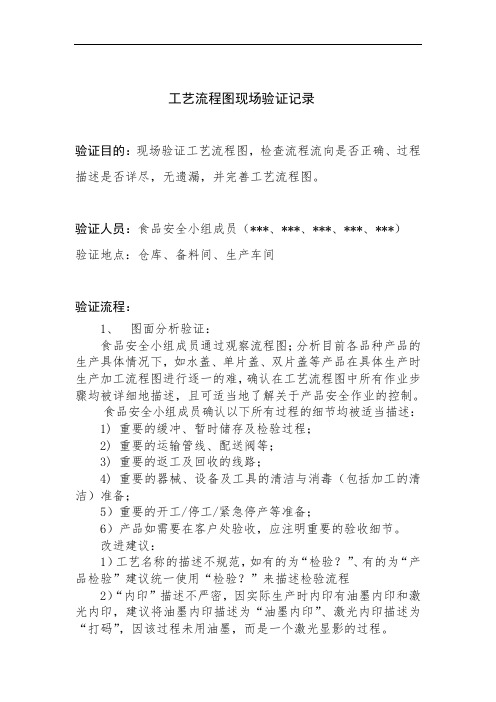
工艺流程图现场验证记录验证目的:现场验证工艺流程图,检查流程流向是否正确、过程描述是否详尽,无遗漏,并完善工艺流程图。
验证人员:食品安全小组成员(***、***、***、***、***)验证地点:仓库、备料间、生产车间验证流程:1、图面分析验证:食品安全小组成员通过观察流程图;分析目前各品种产品的生产具体情况下,如水盖、单片盖、双片盖等产品在具体生产时生产加工流程图进行逐一的难,确认在工艺流程图中所有作业步骤均被详细地描述,且可适当地了解关于产品安全作业的控制。
食品安全小组成员确认以下所有过程的细节均被适当描述:1) 重要的缓冲、暂时储存及检验过程;2) 重要的运输管线、配送阀等;3) 重要的返工及回收的线路;4) 重要的器械、设备及工具的清洁与消毒(包括加工的清洁)准备;5)重要的开工/停工/紧急停产等准备;6)产品如需要在客户处验收,应注明重要的验收细节。
改进建议:1)工艺名称的描述不规范,如有的为“检验?”、有的为“产品检验”建议统一使用“检验?”来描述检验流程2)“内印”描述不严密,因实际生产时内印有油墨内印和激光内印,建议将油墨内印描述为“油墨内印”、激光内印描述为“打码”,因该过程未用油墨,而是一个激光显影的过程。
2、现场实地验证食品安全小组成员进入生产车间,按照流程图走向逐步验证每一个流程,从原材料领用开始,跟踪产品生产的全过程。
对过程输入(包括原料、加工中、包装材料、人员、容器等)可能交叉污染的地点以用过程输出如废弃物(包装材料、原料、在制品、返工及拒收产品)可能交叉污染的地点等也进行了验证。
改进建议:1)“料温、流量”更确要的说是在螺杆挤出过程,而非压盖过程,建议标在螺杆挤出过程2)“油墨内印”和“打码”流程遗漏了“中间包装”这一过程,建议添加进去。
3)“油墨外印”遗漏了油墨的领用过程,建议添加进去。
验证结论:小组成员一致认为:按以上建议改进后的工艺流程图真实恰当地反映了我司产品生产的整体流程并满足程序要求。
制程检验作业流程图
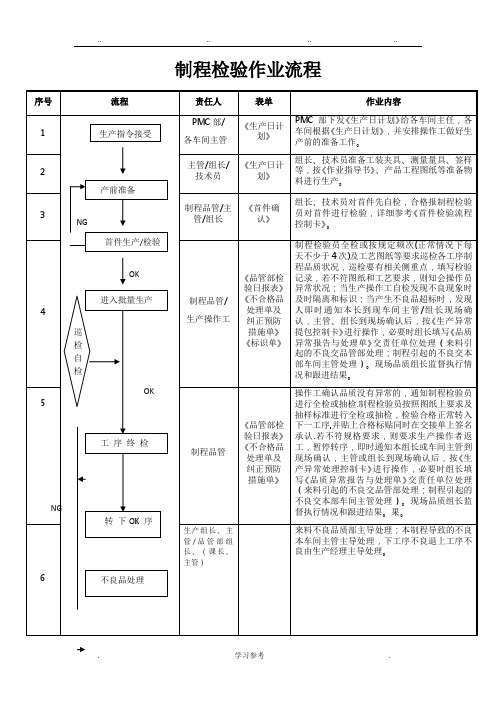
制程检验作业流程流程图1.0目的为保证产品在生产制程中得到有效检验作业,控制制程品质,降低制程返工、报废,提升产品合格率,提高不良出来的时效性,特制定本作业流程。
2.0 范围适用于(备料车间、白身车间、油漆车间、包装车间)生产过程中的检验与控制及不良品处理。
3.0 职责3.1 PMC部:计划课负责生产指令的下达,参与生产异常处理;仓务课负责完成不良品的回仓分类保管、标识确认及不良品退料的督促工作。
3.2 各生产车间:负责制程产品材料确认,首件产品品质确认及生产过程中的自检、互检工作。
反馈、参与生产异常处理;3.3品管部:首件产品确认及生产过程中的巡检、完工后检验,反馈、主导或参与品质异常处理工作,并对数据记录保存、统计、分析、改善,持续改善;3.4 相关部门:主导或参与品质异常处理及异常分析工作。
4.0 作业程序4.1 PMC部下发《生产日计划》给各生产车间主管,各生产车间主管根据《生产日计划》,组织安排操作工做好生产前的准备工作;4.2 各车间组长、技术员准备工装夹具、测量量具、签样等,按样品或产品工程作业标准书等准备物料进行生产。
备料、白身、总装车间:工装夹具、测量量具、签样、作业指导书、图纸、模具等。
油漆车间:色板、签样、作业指导书、图纸等。
包装车间: 签样、作业指导书、图纸、产品包装示意图、模具等。
4.3组长、技术员对首件先自检,合格报制程检验员对首件进行检验,详细参考《首件检验控制卡》。
4.4制程检验员全检或按规定频次(正常情况下每天不少于6次)及工艺图纸等要求巡检各工序制程品质状况,巡检要有相关侧重点,填写巡检记录,若不符图纸和工艺要求,则知会操作员异常状况;当生产操作工自检发现不良现象时及时隔离和标识;当产生不良品超标时,发现人即时通知本组组长到现场确认,组长到现场确认后,按《生产异常提报控制卡》进行操作,必要时组长填写《品质异常报告和处理单》交责任单位处理(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)。
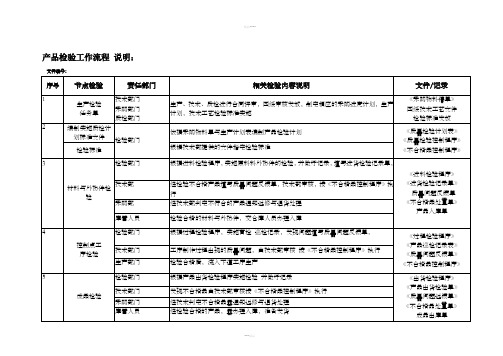
产品检验流程图
文件编号:
序号
节点检验
责任部门
相关检验内容说明
文件/记录
1
生产检验
任务单
技术部门
采购部门
质检部门
生产、技术、质检进行合同评审,图纸审核发放,制定相应的采购进度计划,生产计划,技术工艺检验标准实施
《采购物料清单》
图纸技术工艺文件
检验标准发放
2
编制实施质检计划标准文件
检验部门
依据采购物料单与生产计划表编制产品检验计划
6
缺陷分析与修订
检验部门
技术部
检验过程中发现的问题,做出质量问题纠正和预防措施,及时修订技术检验标准
《纠正和预防措施程序》
《检验标准》
产 品 检 验工 作流 程 图
生产部门
检验合格后,流入下道工序生产
5
成品检验
检验部门
根据产品出货检验程序实施检验 并做好记录
《出货检验程序》
《产品出货检验单》
《质量问题返馈单》
《不合格品处置单》
成品出库单
技术部门
发现不合格品由技术部审核按《不合格品控制程序》执行
采购部门
经技术判定不合格品需通知返修与退货处理
库管人员
经检验合格的产品,需办理入库,准备发货
采购部
经技术部判定不符合的产品通知返修与退货处理
库管人员
检验合格的材料与外协件,交仓库人员办理入库
4
控制点工
序检验
检验部门
根据过程检验程序,实施首检 巡检记录,发现问题填写质量问题反馈单,
《过程检验程序》
《产品巡检记录表》
《质量问题反馈单》
《不合格品控制程序》
技术部门