UG数控编程CNC常用计算公式
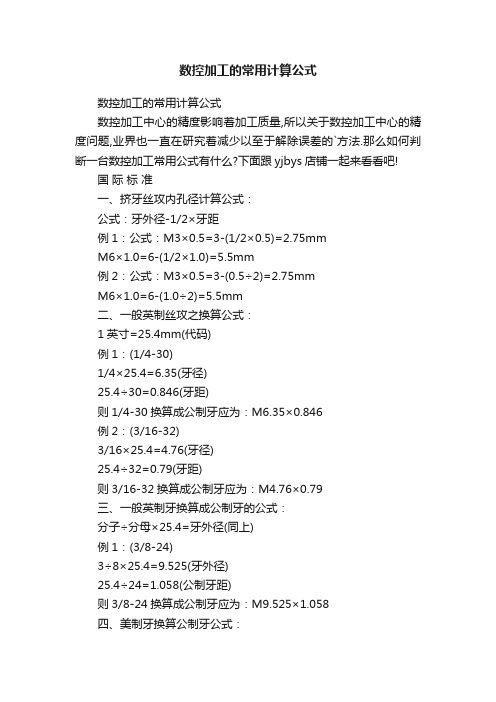
CNC电脑车加工参数计算公式

名称
车削速度
换
每分钟 进给
算
公
式
定理值
常数
注
解
输入值
0.05 12.00 2000.00
计算式
75
Vc=(π *D1*n)/1000 T=(60*L)/(f*n)
π
3.141592 1000
一次外圆 车削加工 转速一定 时间 台阶外圆 车削加工 转速一定 时间
系数
60
T=(60*L)/(f*n)*N
系数
60
镗孔加工 转速一定 时间
系数 系数 系数 系数
60 2 2 60
切断加 转数一定 工时间
Vc = 切削速度 (m/min) D1 = 被加工材料的直径(mm) n = 主轴转速 (min″) T = 加工时间 (秒) L = 加工长度 (mm) f = 进刀量 (mm/rev) n = 主轴转速 (min-1) T = 加工时间 (秒) L = 加工长度 (mm) f = 进刀量 (mm/rev) n = 主轴转速 (min-1) N = 走刀数 T = 加工时间 (秒) D1 = 加工材料最大直径 (mm) D2 = 加工材料最小直径 (mm) f = 进刀量 (mm/rev) n = 主轴转速 (min-1) N = 走刀数 L =钻孔深度 (mm) f = 进刀量 (mm/rev) D1 = 钻头直径 (mm) Vc = 切削速度 (m/min) T = 加工时间 (秒) L = 加工长度 (mm) P = 螺距(mm) -1 n = 主轴转速 (min ) N = 走刀数 D2 = 加工孔最小直径(mm) L = 加工长度 (mm) f = 进刀量 (mm/rev) n = 主轴转速 (min-1) D1 = 加工孔最大直径(mm) D1 = 加工材料最大直径 (mm) f = 进刀量 (mm/rev) n = 主轴转速 (min-1)
数控加工的常用计算公式
数控加工的常用计算公式数控加工的常用计算公式数控加工中心的精度影响着加工质量,所以关于数控加工中心的精度问题,业界也一直在研究着减少以至于解除误差的`方法.那么如何判断一台数控加工常用公式有什么?下面跟yjbys店铺一起来看看吧!国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。
CNC常用计算公式
一、 三角函数计算-11.ta n 0 =b/a 0 =ta n b/a2.Sin 0 =b/c Cos=a/cV c = ( n * D * S ) /10 0 0Vc :线速度(m/min) n:圆周率(3.14159) D :刀具直径(mm)S :转速(rpm)例题.使用①25的铣刀Vc 为(m/min)25求S=?rpmVc= n ds/1OOO 25=n *25*S/1000S=320rpm三、进给量(F 值)的计算F :进给量(mm/min ) S :转速(rpm ) Z :刃数F z :(实际每刃进给)例题.一标准2刃立铣刀以2000rpm )速度切削工件,求进给量(FCNC常用计算公式、切削速度的计算S=1000*25/ 兀*25值)为多少?( F z=0.25mm)F = 2000*2*0.25 F = 1000(mm/mi n)四、残料高的计算 Scallop =( ae * ae )/ 8RScallop :残料高(mm) ae : XY pitch(mm) R刀具半径(mm)例题. ①20R10精修2枚刃,预残料高0.002mm 求Pitch 为多少? mm2Scallop 二ae /8R20.002=ae /8*10ae=0.4mm 五、逃料孔的计算X>Y = D/4例题.已知一模穴须逃角加工(如图),所用铣刀为® 10;请问逃角孔最小 为多少?圆心坐标多少?2①=V2R ①=V2*5①=7.1(mm)X 、Y = D/4 X>Y=10/4①:逃料孔直径(mm) R 刀具半径(mm) D :刀具直径(mm)①10銑刀(0.X、Y= 2.5 mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=( ae* ap*F)/1000Q:取料量(cm3/min) ae:XY pitch(mm) ap : Zpitch(mm)例题. 已知一模仁须cavity 等高加工,①35R5的刀XY pitch是刀具的60%每层切1.5mm进给量为2000mm/min求此刀具的取料量为多少?Q=( ae* ap*F)/1000Q = 35*0.6*1.5*2000 /10003Q = 63 cm /min七、每刃进给量的计算F z =h m * V( D/ap )F z:实施每刃进给量h m理论每刃进给量ap : Z pitch(mm)D :刀片直径(mm)例题(前提depo XY pitch 是刀具的60%)depo ①35R5的刀,切削NAK8C材料h m为0.15mm Z轴切深1.5mm,求每刃进给量为多少?F z =h m * V( D/ap ) F z = 0.2* V 10/1.5F z = 0.5mm冲模刀口加工方法刀口加工深度=板厚—刀口高+钻尖(0.3D )D 表示刀径钻头钻孔时间公式T(min)=L(mi n)/N(rpm)^f(mm/rev)=nDL/1000vfL:钻孔全长 N:回转数f :进刀量系数D:钻头直径v:切削速度如图 孔深1 钻头孔全长L 则L=1+D/3T=L/Nf=nDL/1000vf系数表f直径mm 进刀mm/re 1.6〜3.20.025〜0.075 3.2~6.4 0.05〜0.15 6.4〜12.80.10~0.25 12.8〜250.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18 = 1.414 牙距为5/16丝攻马力(枪钻)W=Md^N/97.410W:所要动力(KW)Md:扭矩(kg — cm)N:回转数(r . p . m)扭矩计算公式如下:Md=1/20兴f^ps* _f为进给量mm/rev系数r为钻头半径赛(mm)a:切削抵抗比值ps.在小进给时,一般钢为5 0 0kg/m^; 一般铸铁为3 0 0kg/m^;审核:制定:陈永刚。
加工中心常用计算公式

CNC常用计算公式一、三角函数计算1.tanθ=b/aθ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm) 例题. Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多少?mmScallop=ae2/8R0.002=ae2/8*10ae=0.4mm五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少?圆心坐标多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=2.5 mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm)D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev1.6~3.2 0.025~0.0753.2~6.4 0.05~0.156.4~12.8 0.10~0.2512.8~25 0.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)扭矩计算公式如下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
数控车宏程序常用的数学运算公式

数控车宏程序常用的数学运算公式数控车宏程序是一种用于控制数控车床进行加工的程序,其中常用的数学运算公式在快速而准确地完成加工过程中起到了重要的作用。
以下是数控车宏程序中常用的数学运算公式:1. 线性插补公式:用于计算两个坐标点之间的直线路径。
公式如下:X = X1 + (X2 - X1) * tY = Y1 + (Y2 - Y1) * t其中,(X1, Y1) 和 (X2, Y2) 分别表示起点和终点的坐标,t 表示时间参数,取值范围为 [0, 1]。
2. 圆弧插补公式:用于计算从起点到终点经过中间点的圆弧路径。
公式如下:X = Xc + R * cos(α + β * t)Y = Yc + R * sin(α + β * t)其中,(Xc, Yc) 表示圆弧的圆心坐标,R 表示圆弧的半径,α 表示圆弧起始点的角度,β 表示圆弧角度增量,t 表示时间参数,取值范围为 [0, 1]。
3. 螺旋线插补公式:用于计算沿着螺旋线路径进行加工。
公式如下:X = Xc + R * cos(α + β * t)Y = Yc + R * sin(α + β * t)Z = Zc + H * t其中,(Xc, Yc, Zc) 表示螺旋线的起点坐标,R 表示螺旋线的半径,α 表示螺旋线起始点的角度,β 表示螺旋线角度增量,H 表示螺旋线的高度增量,t 表示时间参数,取值范围为 [0, 1]。
4. 平面差补公式:用于校正加工件与期望形状之间的误差。
公式如下:X = X0 + E * cos(A)Y = Y0 + E * sin(A)其中,(X0, Y0) 表示加工点的坐标,E 表示误差,A 表示误差对应的角度。
以上是数控车宏程序常用的数学运算公式,它们在数控车床加工过程中起到了关键的作用,确保了加工精度和加工效率的提升。
数控加工常用计算公式
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×=3-(1/2×=M6×=6-(1/2×=例2:公式:M3×=3-÷2)=M6×=6-÷2)=二、一般英制丝攻之换算公式:1英寸=(代码)例1:(1/4-30)1/4×=(牙径)÷30=(牙距)则1/4-30换算成公制牙应为:×例2:(3/16-32)3/16×=(牙径)÷32=(牙距)则3/16-32换算成公制牙应为:×三、一般英制牙换算成公制牙的公式:分子÷分母×=牙外径(同上)例1:(3/8-24)3÷8×=(牙外径)÷24=(公制牙距)则3/8-24换算成公制牙应为:×四、美制牙换算公制牙公式:例:6-326-32 +/代码×6=×=(牙外径)÷32=(牙距)那么6-32换算成公制牙应为:×1、孔内径计算公式:牙外径-1/2×牙距则应为:-1/2×=那么6-32他内孔径应为2、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距)/代码=下孔径例1:M6×M6-×=(最大下孔径)M6-(×)=(最小)例2:切削丝攻下孔内径简易计算公式:M6-×=(最大)M6-×=(最小)M6-(牙距)/代码=下孔径例3:M6×=6-=+=五、压牙外径计算简易公式:1.直径-××牙距(需通规通止规止)例1:M3×=3-××=(外径)例2:M6×=6-××=(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×=3-×=(车削前外径)例2:M6×=6-×=(车削前外径)七、压花外径深度(外径)外径÷×花齿距=压花前外径例:÷×(花距)=压花深度应为八、多边形材料之对角换算公式:1.四角形:对边径×=对角径2.五角形:对边径×=对角径3.六角形:对边直径×=对角直径公式2:1.四角:对边径÷=对角径2.六角:对边径÷=对角径九、刀具厚度(切刀):材料外径÷10+参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷÷总长=度数。
CNC编程数控切削加工如何计算转速和进给
CNC编程数控切削加工如何计算转速和进给一、转速的计算1.切削速度(Vc)的计算切削速度是指刀具切削工件物理表面的速度,通常以单位时间内切削表面的长度来表示,单位为m/min 或mm/min。
计算公式:Vc=πdN/1000其中,π是常数(约等于3.1416),d为刀具直径(单位为mm),N 为转速(单位为r/min)。
2.主轴转速(N)的计算主轴转速是指主轴旋转一周所需要的时间,通常以每分钟旋转的圈数来表示,单位为r/min。
计算公式:N=(1000Vc)/(πd)其中,π是常数(约等于3.1416),d为刀具直径(单位为mm),Vc为切削速度(单位为m/min 或mm/min)。
3.刀具直径(d)的选择根据切削工件的要求,选择合适的刀具直径。
刀具直径越小,转速就越大;刀具直径越大,转速就越小。
二、进给的计算1.进给速度(Vf)的计算进给速度是指刀具在工件上移动的速度,通常以单位时间内刀具移动的长度来表示,单位为mm/min 或mm/rev。
计算公式:Vf = Nzf其中,N为主轴转速(单位为r/min),z为每分钟主轴转一周的进给齿数(单位为书数/mm),f为每齿进给量(单位为mm/齿)。
2.进给齿数(z)的选择根据工件材料和切削条件,选择合适的进给齿数。
一般来说,加工硬材料时,进给齿数要选小一些;加工软材料时,进给齿数要选大一些。
3.每齿进给量(f)的选择每齿进给量是指刀具每齿所移动的距离。
根据工件材料、刀具和切削条件,选择合适的每齿进给量。
一般来说,加工硬材料时,每齿进给量要选小一些;加工软材料时,每齿进给量要选大一些。
同时,还要考虑到加工表面质量和切削力的控制等因素。
总结:CNC编程数控切削加工中,转速和进给是根据工件材料、刀具和切削条件等因素来计算的重要参数。
合理的转速和进给选择,可以提高加工效率,保证加工质量,并延长刀具的使用寿命。
因此,在进行CNC编程数控切削加工时,应根据具体情况合理计算转速和进给,以达到最佳加工效果。
数控车床常用计算公式
数控车床常用计算公式数控车床是数控系统控制的自动化设备,可以在制造过程中自动完成加工操作。
在数控车床加工中,需要使用一些计算公式来帮助确定加工参数和加工结果。
下面是一些常用的数控车床计算公式。
一、转速和进给速度相关公式:1.主轴转速公式:主轴转速(n)=(切削速度(vc)×1000)÷(π×刀具直径(d))2.进给速度公式:进给速度(f)= 主轴转速(n)× 进给定址(fz)3.进给定址公式:进给定址(fz)=(切削率(s)× 刀具转数(n))÷ 切削深度(h)4.切削速度公式:切削速度(vc)= π×刀具直径(d)×主轴转数(n)÷1000其中,切削率(s)是切削宽度与进给量的比值,切削深度(h)是切削道深度。
二、加工时间相关公式:1.钻孔时间公式:钻孔时间(T1)=钻孔长度(l)÷进给速度(f)2.镗孔时间公式:镗孔时间(T2)=镗孔长度(l)÷进给速度(f)3.攻丝时间公式:攻丝时间(T3)=攻丝长度(l)÷进给速度(f)4.车削时间公式:车削时间(T4)=加工长度(l)÷进给速度(f)其中,加工长度(l)是指加工的工件长度。
三、进给量和切削深度相关公式:1.切削深度公式:切削深度(h)= 可切削余量(ae)+ 刀具半径(r)2.进给量公式:进给量(f)=切削率(s)×刀具宽度(b)其中,可切削余量(ae)是工件加工前与刀具的间隙,刀具半径(r)是刀具直径的一半。
四、加工精度相关公式:1.长度误差公式:长度误差(ΔL)=加工长度(L)-设计长度(L0)2.直线度误差公式:直线度误差(Δd)= 平均残余简化误差(E)× 每20mm测量长度(L)3.圆度误差公式:圆度误差(Δr)= (最大切削直径(Dmax)- 最小切削直径(Dmin))÷ 2其中,设计长度(L0)是工件在设计中规定的长度,平均残余简化误差(E)是多次加工中各测量长度差的平均值。
数控编程常用八大计算公式,还不会的快收藏吧!
数控编程常用八大计算公式,还不会的快收藏吧!
一:切削线速度:
V=πDN/1000
N=rpm(主轴转数)
D=¢mm(切削直径)
V=M/min
π=3.14
二:切削动力:
KW=(Ks×V×d×f)÷(6000×λ)
W=Kw(切削动力)
f=进刀量(mm/rev)
d=切削深度(mm)
λ=0.7~0.85(机械效率)
三:切削阻抗:
P=Ks×q
P=KG
Ks=kg/平方mm
q=f×d[切削面积〔平方mm〕]
四:切削扭力:
T=P×(D/2)
T=kg-m
D=¢mm(切削直径)
五:进刀速度与进刀量:
Vf=N×f
Vf=进刀速度(mm/min)
N=rpm(主轴转数)
f=进刀量(mm/rev)
六:钻孔时间:
T=L/Nf=πDL/1000Vf
T=钻孔时间(min)
D=¢mm(钻头直径)
L=钻孔深度(mm)
V=M/min
f=进刀量(mm/rev)
七:刀尖圆弧半径补偿:
Z=r(1-tanθ/2)
X=Ztanθ
Z=Z向补正值
X=X向补正值
r=刀尖圆弧半径
θ=斜线夹角
八:工作台进给量:
Vf=fz×Z×n
Vf=工作台进给量(mm/min) fz=每齿进给量(mm/t)
Z=铣刀齿数
n=铣刀转数。
加工中心CNC-常用计算公式
CNC常用计算公式一、三角函数计算1.tanθ=b/aθ=tan-1b/a2.Sinθ=b/c Cos=a/c二、切削速度的计算Vc=(π*D*S)/1000Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)S:转速(rpm)例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpmVc=πds/100025=π*25*S/1000S=1000*25/ π*25S=320rpm三、进给量(F值)的计算F=S*Z*FzF:进给量(mm/min) S:转速(rpm) Z:刃数Fz:(实际每刃进给)例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F值)为多少?(Fz=0.25mm)F=S*Z*FzF=2000*2*0.25F=1000(mm/min)四、残料高的计算Scallop=(ae*ae)/8RScallop:残料高(mm) ae:XY pitch(mm) R刀具半径(mm)例题. Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多少?mmScallop=ae2/8R0.002=ae2/8*10ae=0.4mm五、逃料孔的计算Φ=√2R2X、Y=D/4Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm)例题. 已知一模穴须逃角加工(如图),所用铣刀为ψ10;请问逃角孔最小为多少?圆心坐标多少?Φ=√2R2Φ=√2*52Φ=7.1(mm)X、Y=D/4X、Y=10/4X、Y=2.5 mm圆心坐标为(2.5,-2.5)六、取料量的计算Q=(ae*ap*F)/1000Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?Q=(ae*ap*F)/1000Q=35*0.6*1.5*2000/1000Q=63 cm3/min七、每刃进给量的计算Fz=hm * √(D/ap )Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm)D:刀片直径(mm)例题 (前提depo XY pitch是刀具的60%)depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?Fz=hm * √(D/ap )Fz=0.2*√10/1.5Fz=0.5mm冲模刀口加工方法刀口加工深度=板厚-刀口高+钻尖(0.3D)D表示刀径钻头钻孔时间公式T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vfL:钻孔全长N:回转数f:进刀量系数D:钻头直径v:切削速度如图孔深l钻头孔全长L则L=l+D/3T=L/Nf=πDL/1000vf系数表f直径mm进刀mm/rev1.6~3.2 0.025~0.0753.2~6.4 0.05~0.156.4~12.8 0.10~0.2512.8~25 0.175~0.37525以上0.376~0.6251英寸=25.4mm=8分25.4/牙数=牙距管牙计算公式例如25.4/18=1.414牙距为5/16丝攻马力(枪钻)W=Md*N/97.410W:所要动力(KW)Md:扭矩(kg-cm)N:回转数(r.p.m)扭矩计算公式如下:Md=1/20*f*ps*f为进给量mm/rev系数r为钻头半径赛(mm)α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为300kg/m㎡;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、三角函数计算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题. 使用Φ25的铣刀Vc为(m/min)25求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
四、残料高的计算
Scallop=(ae*ae)/8R
Scallop:残料高(mm) ae:XYpitch(mm) R刀具半径(mm)
例题.Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多少?mm
Scallop=ae2/8R
0.002=ae2/8*10
ae=0.4mm
五、逃料孔的计算
Φ=√2R2X、Y=D/4
Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图),
所用铣刀为ψ10;请问逃角孔最小
为多少?圆心坐标多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圆心坐标为(2.5,-2.5)
六、取料量的计算
Q=(ae*ap*F)/1000
Q:取料量(cm3/min)ae:XYpitch(mm)ap:Zpitch(mm)
例题. 已知一模仁须cavity等高加工,Φ35R5的刀XYpitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
七、每刃进给量的计算
Fz=hm * √(D/ap )
Fz:实施每刃进给量hm:理论每刃进给量ap:Zpitch(mm)
D:刀片直径(mm)
例题(前提depo XYpitch是刀具的60%)
depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少?
Fz=hm * √(D/ap )
Fz=0.2*√10/1.5
Fz=0.5mm
冲模刀口加工方法
刀口加工深度=板厚-刀口高+钻尖(0.3D)
D表示刀径
钻头钻孔时间公式
T(min)=L(min)/N(rpm)*f(mm/rev)=πDL/1000vf
L:钻孔全长N:回转数f:进刀量系数
D:钻头直径v:切削速度
如图孔深l钻头孔全长L则L=l+D/3
T=L/Nf=πDL/1000vf
系数表f直径mm进刀mm/rev
1.6~3.2 0.025~0.075
3.2~6.40.05~0.15
6.4~12.80.10~0.25
12.8~250.175~0.375
25以上0.376~0.625
1英寸=25.4mm=8分
25.4/牙数=牙距管牙计算公式
例如25.4/18=1.414牙距为5/16丝攻
马力(枪钻)
W=Md*N/97.410
W:所要动力(KW)
Md:扭矩(kg-cm)
N:回转数(r.p.m)
扭矩计算公式如下:
Md=1/20*f*ps*
f为进给量mm/rev系数
r为钻头半径赛(mm)
α:切削抵抗比值ps.在小进给时,一般钢为500kg/m㎡;一般铸铁为
300kg/m㎡;。