品质检验标准表
品质部:IQC检验标准
2.3三级面:在正常的客户保养时间内可见的,例如后面和底面。
2.4四级面:不常见的面,这些包括所有除以下(1,2,3)之外的表面。
三、要求
3.1检验员资格要求
●质量检验员一年工作经验;
●经过系统的教育训练至少30H;
●特殊工作培训并通过验证,承认水平,能够立即从事检验工作;
涂层附着力和耐磨试验
7.据附着力和耐磨擦试验作业指导书进行试验和判定。
8.如是丝印印字,对印字的坚牢度按附着力试验作业指导书进行。
焗炉
橡皮擦
界刀
思高牌胶带
4、抽样方案及结果判定:
4.1依照《进料检验抽样方案》和来料数量抽取相应的样本进行检验。试验属于破坏性检验,可根据需要抽取3~5 pcs进行。
4.2结果判定参照《缺陷分级作业指导书》和《进料抽样检验作业指导书》。
●有在质量问题上能够诊察和决策的工程师直接管理。
3.2光线要求
80-120呎烛光(照明单位,指每英呎距离内之照度)
四、外观检验时的检验视角
检验员要使工件水平面成30度角,并着垂直轴向左/右各旋转30度。
有多个面的部件,每一侧面都要当做一个单独的平面来检验。
五、外观检验时间
1 & 2:最大观察时间每10cm2用时4秒,每个面最多20秒时间(一般每5秒一个面),时间因部件的复杂程度而定。
丝锥
试验(必要时)
镀层附着力和耐磨试验
7.电镀件放置于120℃的焗炉中半小时后拿出检查,电镀件不应有起泡现象;
8.根据附着力和耐磨擦试验作业指导书进行试验和判定。
焗炉
橡皮擦
界刀
思高牌胶带
4、抽样方案及结果判定:
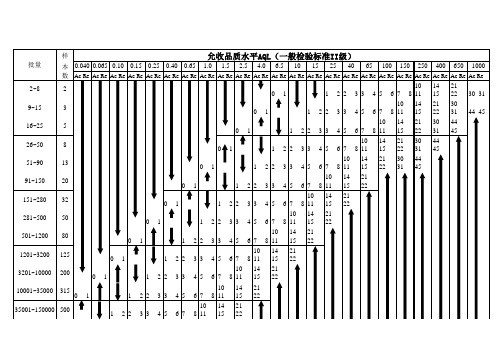
允收品质水平AQL(2级检验标准)
151~280 32
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
281~500 50
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
501~1200 80
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
1201~3200 125
批量
样
允收品质水平AQL(一般检验标准II级)
本 0.040 0.065 0.10 0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15 25 40 65 100 150 250 400 650 1000
数 Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
2~8
2
01ห้องสมุดไป่ตู้
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22 30 31
9~15
3
01
10 14 21 30 1 2 2 3 3 4 5 6 7 8 11 15 22 31 44 45
16~25
5
01
10 14 21 30 44 1 2 2 3 3 4 5 6 7 8 11 15 22 31 45
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
3201~10000 200
01
10 14 21 1 2 2 3 3 4 5 6 7 8 11 15 22
人民防空工程质量检验评定标准表格(RFJ01-2002)
分项工程质量验收记录表1.结构工程(RFJ01-2002)4.1-1 土石方分项工程质量验收记录表(RFJ01-2002)4.2-1 爆破掘进分项工程质量验收记录表(RFJ01-2002)4.3-1 盾构分项工程质量验收记录表(RFJ01-2002)4.4-1 沉井项工程质量验收记录表注:l为长度或宽度;r为半径;b为对角线长;H为下沉总深度;L为最高与最低两角间距离。
(RFJ01-2002)4.5-1 地下连续墙分项工程质量验收记录表(RFJ01-2002)4.6-1 打(压)桩分项工程质量验收记录表注:d为桩的的直径或截面边长;H为桩长(RFJ01-2002)4.7-1灌注桩分项工程质量验收记录表(RFJ01-2002)4.8-1 模板分项工程质量验收记录表(RFJ01-2002)4.9-1 钢筋绑扎分项工程质量验收记录表(RFJ01-2002)4.9-2 钢筋焊接分项工程质量验收记录表-1 混凝土分项工程质量验收记录表注:1.H为柱、墙全高。
2.蜂窝、空洞、露筋、缝隙夹渣层等缺陷,在装饰前应按施工规范规定进行修理。
(RFJ01-2002)4.10-2 混凝土设备基础分项工程质量验收记录表注:蜂窝、空洞、露筋、缝隙夹渣层等缺陷,在装饰前应按施工规范规定进行修理。
(RFJ01-2002)4.11-1喷射混凝土分项工程质量验收记录表构件安装分项工程质量验收记录表(RFJ01-2002)4.12-1(RFJ01-2002)4.12-2 构件安装分项工程质量验收记录表(用于装配式大板建筑)(RFJ01-2002)4.13-1 钢结构焊接分项工程质量验收记录表注:b为焊缝宽度;k为焊角尺寸;δ为母材厚度(RFJ01-2002)4.13-2钢柱制作分项工程质量验收记录表注:L为柱长度;L1为柱底面到牛腿支承面距离;b为翼缘板宽度。
(RFJ01-2002)4.13-3钢梁制作分项工程质量验收记录表注:L为梁度;H为梁的端部高;δ为腹板厚度;b为翼缘板宽度。
常规试验检测频率及质量标准一览表

次(正常施工)
1、见证承包人试验
2、取样至中心试验室
3、试验报告存档
T0603-2011
JTGF40-2004
JTGE20—2011
T0604—2011
T0605-2011
T0606-2011
T0616-1993
抽检5%
1、见证承包人试验
2、取样至中心试验室
3、试验报告存档
T0351—2000
(材料稳定时,每月检测一次)
抽检工地试验室5%每
拌合场每月一次
承包人自检的20%每拌
合场每月二次
T0327-2005
JTG/TF50—2011
GB/14684—2011
含泥量及泥块含量
T0333-2000
表观密度
承包人自检的20%每拌
合场每月一次
1、见证承包人取样
2、取样至中心试验室
3、试验报告存档
静载试验
CJJZ—2008
预应力波纹管
外观
金属波纹管:同一钢带产品累计半年或50000m生产量为一批,每批次至少检测一组塑料波纹管:同一配
方、同一生产工艺、同设备稳定连续生产每10000m为一批,每批至少检测一组
1、审批外委试验报告存
档
1、见证取样送检2、
收集试验报告存档
YG50-120
JT/T529
符合设计
JTG/TF50-2011
砂浆抗压强度
按JTGF80/1-2004附录F检查
承包人自检的20%
1、制件、养生、送检
2、试验报告存档
T0570-2005
台背回填压实度
每50测一处
抽检工地试验室5%
品质AQL抽样标准模板
对OQC抽检入库存放6个月及以上出库的产品, 必须由QC再次抽检( 方法同第一次) 合格, 经品质经理承认后才能出货。
6、 正常检验与放宽、 加严检验的转换定义
6.1 正常到加严
当正采用正常检验时, 只要初次检验中连续5批中有2批是不可接收的, 则转移到加严检验。
6.2 加严到正常
5.12 抽检检验标准及定义( 参考附表检验抽样表)
5.12.1 入库之前的材料、 出货前的成品抽样定义
缺陷级别
致命缺陷
严重缺陷
轻微缺陷
抽检水准
一般水平Ⅱ
AQL值
0
0.65
1.0
注: 当客户有要求时按照客户抽样标准进行
5.12.2 生产过程中的半成品抽样定义
首先进行首件检查, 当稳定生产时, 进行 5PCS/两小时 的外观、 功能抽样检查。
0 1
1 2
1 2
2 3
1 2
2 3
3 4
2 3
3 4
5 6
3 4
5 6
7 8
5 6
7 8
10 11
7 8
10 11
14 15
10 11
14 15
21 22
14 15
21 22
21 22
N
P
Q
500
800
1250
0 1
0 1
0 1
1 2
1 2
2 3
1 2
2 3
3 4
2 3
3 4
5 6
3 4
5 6
7 8
7.3 检验抽样表
样本代字表
批量
特殊检查水准
酸洗制品检验标准

1
制品之各检查项目均符合订单判定标准者。
再处理
制品品质之变异,可经由再处理消除或减轻其缺陷,依原订单可改善其等级者,等级需重新判定,区分以下两种;
4A
不需重新排程,而于当制程依原订单再处理者。
4B
需要新的排程,而于当制程或其他制程依原订单再处理者
转订单
钢卷经现场判定为非一级品,经品管单位查核其剔退缺陷,可直接转订单,判为一级品或转订单后再处理以改善等级。
8.2化学成分与机械性质:以采购合同核对品质证明书。
8.3外观:包括板面外观及盘卷外观,并将各项缺陷的严重程度分为轻微(L)、
中等(M)、严重(H)。
8.3.1板面外观:
包括表面品质缺陷、边缘缺陷、板形缺陷。酸洗制品一律以一级品(良品)之检查等级检查,良品级之容许的缺陷程度见附表。将板面所发现的缺陷做程度判定后,以板面总体缺陷依据下列原则做等级判定。
(1)一级品:当酸洗制品检查缺陷标准无特别规定者,依次级品缺陷加杂级品缺陷的百分比累计值未满3%时,判为一级品。
(2)次级品:当杂级品缺陷的百分比累计值未满30%,且次级品缺陷加杂级品缺陷的百分比累计值大于3%时,判为次级品。
(3)杂级品:当杂级品缺陷的百分比累计值大于30%时,判为杂级品。
(4)暂留:当缺陷无法明确做判定时,判为暂留。
accidentreportedwithoutunduedelay边缘缺陷检查判定标准表1代号缺陷名称一级品次级品处以上e02局部未切边处以上e03切口不良切断面拉断面符合1323之比例不符左列者e04毛边t04不允许t04允许轻微不符左列者e06边缘缺口2mm以下10mm以下超过10mme07边缘破裂2mm以下10mm以下超过10mme08边缘锈蚀3mm以下30mm以下超过10mme09边缘折叠处以上e10边缘损伤2mm以下10mm以下超过10mmw01侧缘凸出30mm以下120mm以下超过120mm盘卷外观表2单位
QA成品检验标准表(doc-12页)完美版
不接受有渗印
不接受有剥落
手摸
手摸
目视目视Βιβλιοθήκη 目视目视(
目视
目视
QA检查报告
按抽检等级
标准执行
2.整体效果检查
—
.整体上看产品外观是否良好
2.2.五金件的外观品质是否良好
.抽屉上下左右间隙要求
玻璃
参照技术部下发文件进行检验.
必须与说明书显示图标外型及代码一致.
左右、上下不得大于±2mm,四周须平均.
不接受玻璃上有任何污染或不良
1.8.淨重、毛重
1.9.长度、宽度、高度
1.10.客户名称
.数量
》
.图像
和包装规格不能有任何差别
和包装规格不能有任何差别
与订单编号对照不能任何差别
根据相符技术部的资料
和包装规格不能有任何差别
和包装规格不能有任何差别
和包装规格差別不能超過±公斤
。
和包装规格差別不能超過±5mm
与订单对照不能有任何差别
QA检查报告
按抽检等级(AQL2.5)标准执行
2.水平度检查
2.1层板有无晃动,摇摆
2.2层板是否水平
2.3层板梢
不能影响产品之使用,须与规格说明书一致
必须与技术部品质要求相符.
能顺畅组装,不能太松容易掉下.
目视/检查
QA检查报告
按抽检等级(AQL2.5)标准执行
3.稳固性检查
3.1是否影响使用功能
1.1.对照组装说明书看有无错漏;
1.2.与组装过程是否相符.
须与技术部下发说明书相符.
须与技术部下发的组装说明书一致.
!
进行组装
目视
目视
QA检查报告
01-铸件外观质量检验标准
编制审核批准变更经历批准日期
制成
△1
△2
文件号HHMC/ZCBZ-003 △3
铸件外观质量检验标准
一目的
为使铸造产品品质得到有效控制,同时使检验人员在进行检验作业时有据可循,特制定此标准.
二适用范围
本标准适用于本公司铸件外观质量控制.
三内容
1.检验项目
铸件表面质量检验标准见表1
2.各项目检验频率及取样方法、检验方法及检验结果处理见表2。
3.检验标准
1)定义
铸件外观质量即指铸件表面状况及其达到用户要求的程度
铸件外观质量包括:铸件的直线度、非加工面的错箱量、铸件表面质量、尺寸公差、重量公差。
2)铸件外观质量要求
➢铸件的直线度
树脂砂铸件外露的非加工表面的直线度误差,在同一铸型平面内任意600mm长度上不大于2mm. 铸件表面质量
a)铸件表面粗糙度
铸件表面粗糙度指铸件表面不光滑和凹凸不平的程度。
铸件表面粗糙度的评定方法按BWZ001-88的规定,以全国铸造标准化技术委员会监制生产的铸造表面粗糙度比较样块为对照标准,对被检铸件的铸造表面用视觉或触觉的方法进行比对。
b)铸件表面及内腔上的粘砂和粘结物应清理干净。
c)对铸件外露的非加工面上的浇冒口及局部凸起、飞边、毛刺,一律要先铲平,后磨平,磨后只。
品质各工序检验标准
试装 目测 目测 万用表
1.4 套件
检查项目 检验标准 型号规格 尺寸 不良判定标准 与BOM要求不符 要求不符 长.宽大于图纸理论尺寸 宽大于图纸理论尺寸 面壳有凹凸现像,两者凹凸位高度>0.5mm 两者凹凸位高度> 目测 规格 底壳(灯板)与面壳有缝隙>0.2MM 与面壳有缝隙> 灯板与底壳四周缝隙> 灯板与底壳四周缝隙>0.2mm 试 装 底 壳 灯芯没露出面壳/面壳夹住灯芯 与面壳 组装 底面壳螺丝孔无螺纹,打不紧或移位 目测 目测 目测 卡尺 仪器/方法 仪器 方法 目测
2、生产二楼工序检验标准
2.1压灯检锡面 压灯检锡面QC 压灯检锡面 烙铁温度在320~350之间; 之间; 烙铁温度在 之间 插件板、 检PCB插件板、有无灯高、灯歪(灯高、灯歪 插件板 有无灯高、灯歪(灯高、 为不良) 有无错灯、漏灯, 超出0.2mm为不良),有无错灯、漏灯,有 为不良 则为不良。检验方法:目测 目测。 则为不良。检验方法 目测。 检锡面过孔是否有过锡;无过锡(指的是PCB 检锡面过孔是否有过锡;无过锡(指的是 过孔要过锡)为不良、 过孔要过锡)为不良、不同线路的过孔是否有 连锡(连锡为不良) 无连锡、少锡, 连锡(连锡为不良)、灯脚无连锡、少锡,锡 珠,有则为不良。检验方法:目测。 有则为不良。检验方法:目测。
品质各工序检验标准
目录
1、来料检验标准 2、生产二楼工序检验标准 3、IPQC检验标准 4、出货检验标准
1.1 LED外观检验标准
型号不良 引脚 与BOM不符 引脚断,没有卡位,尺寸不符 查对BOM要求 卡尺
引脚有锈迹,不光亮. 色差 同一单号整批胶体颜色不一致, 能直观的看出来.
目测 目测
胶体不良 胶体含杂 物
目测
卷尺
品质部检验标准及作业指导 (1)
名称: 三极管外观检查1. 检查水平:AQL=1.5(轻缺陷)要求: 1.1包装应抗震、防潮、无腐蚀性、应注明有生产厂家、生产日期、产品型号、每批来料须有供有商或制造商提供的合格证。
1.2.包装及产品打印标记丝印应清晰,符合规范要求。
1.3.产品应美观、无损伤、封装不良、脏污、涂层剥落、变形等现象、产品不影响装配使用。
2. 检查水平:AQL=0.4(重缺陷)要求: 2.1引线无松动、断线、生锈、氧化、产品无裂纹、镀层起泡或脱落等现象。
2.2与样品比较目测检查,产品大小、形状、结构、应符合样品封样规定、产品无混料现象。
2.3可焊性检查:给三极管引脚上锡,看引脚吸锡程度,是否易造成虚焊主要电参数要求: 1.应符合设计部门确认的标准要求(参照规格书及附表)2.用HZ4832晶体管特性图示仪3.检验方法步骤:A.β的测量(三极管的放大倍数)以三极管2SC1815为例:β的测试条件为IC=2MA,VCE=6V 扫描范围 0----50V扫描极性 +功耗电阻 1K电压/度VC 1V/度电流/度 500UA/度阶梯方式重复级/秒 200级/族 10阶梯极性 +阶梯幅度/级 5UA/级终端选择 E接地曲线中的横轴(X)代表电压“VCE”,纵轴(Y)代表电流“IC”,而X、Y轴之间的“族线”代表“Ib”。
令“电流/度”(Y)指向电流数500UA*示波器图示格数(Y)4=电流“IC”2MA,“电压/度”(X)1V指向电压数*示波器图示格数(X)6=电压“Vce”6V。
如图所示,那么2SC1815的放大倍数β=总电流“Ic”(2MA)÷“Ib”总电流(4*5UA)。
(注意:要预先将代表“Ib”的“幅度/级”档打至合适的位置才能得到正常的波形。
)B.Uce(sat)的测量与β的测量类似,以2SC1815为例,测量条件为Vce(sat)≤0.25V,Ic=100MA、Ib=10MA 选电流/度 Y=20MA电压/度 X=0.05V幅度/级 Ib=1MA那么在特性曲线的第10族,Y轴=5格的交界处X轴应≤5格即5*0.05VC.Vceo的测量(反向击穿电压)以2SC1815为例,测量条件为Vceo≥50V,IC=100UA;将基极B极脚开路,选电流/度 IC=10UA、名称: 开关电源变压器外观检查1. 检查水平:AQL=1.5(轻缺陷)要求: 1.1包装应抗震防压、防潮、无腐蚀性、应注明有生产厂家、生产日期、产品型号、安全认证标志等。