流水线各工序动作分析、改善表
流水线效率改善与方法

流水线平衡度计算公式
公式A: 【(各工序时间之和) / (瓶颈工序时间×工序数)】×100%
=【1157/(159× 10)】× 100% =72%
公式B: 【(各工序时间之平均) / 瓶颈工序时间】×100%
=【(1157/10)/159】× 100% =72%
流水线效率改善与方法
目录
第一部分:概念理解
1、生产平衡率 2、节拍
第二部分:流水线效率提升常用工具 第三部分:如何提高生产线效率
1、效率提升着眼点 2、效率改善实施步骤 3、如何评价效率改善得成果(P值得计算) 4、练习题 5、生产线效率提升思路演示模板
第一部分:基本概念
流水线平衡率 (LB) line balance
(2)改善后7月18日得P值就是多少?
P=63件除以12人再除以1、5小时 P后=63 ÷ (1、5*12)=3、5件/人·小时
(3)P值改善得幅度就是多少?
P提高了多少=(P后-P前)÷P前
P值提高了多少=(3、5-3、2) ÷3、2=0、093=9、3%
计算练习一:
假定座椅制造部成型3线直接投入人员固定为12人
依据总ST(标准时间)求出平均作业时间。 根据作业内容、作业时间、节拍(或者平均作业时间),重 新给每个作业者分配作业达到目标节拍(或者往平均作业时间 靠拢,效率越快越好)
二、改善浪费动作(针对被追赶得个别岗位)
1)改善瓶颈岗位得浪费动作(明显+细小)
2)改善每个岗位得浪费动作(明显→细小)
80
60
40
20
0
工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
流水线改善报告

开发:
制造:
品管:
工程:
不易看出产能配平,平衡难度很大很难找到平衡点。
很难及时看到速度的快慢。
产线类型
思想观念
物料流通
管理水平
流水拉
追求的是产线的整体配合,所有员工的思想观念的统一,执行力的统一,集体利益
流通材料少,流通速度快,产线很少有材料的堆积;不产生无效的搬运时间
对于现场人员的综合能力要求很高,有较高的观察,调配能力,否则直接影响到产能。相关部门的配合速度要快,解决问题必须快,有效。尽可能缩短解决时间,否则会造成全线停线。
深圳市鹏毅实业有限公司
SHEN ZHEN PANG NGAI INDUSTRIAL CO., LTD.
发文单位
发文日期
拟制
审核
批准
工程部
2011.08.31
余晓秋
关于流水拉改善报告
一、流水线的产线情况:
日期
产线
产品编号
作业人数
日产能
节拍时间
瓶颈工序
原因分析
9月19日
4233线
H09-000159
36人
平板拉
体现的是个人的速度,极易造成工序产能的不平衡,造成产线配置不平衡
流通物料的投入较多,流通速度较慢,产线出现大量的材料的堆积,同时产生大量的无效搬运时间。
异常只影响单个工站或相邻工站,
五、总结:
流水线在品质控制、人员管理、物料流通、产能速度控制、5S管理及现场管理水平上比平板拉要有优式,在产能上目前仍未发现明显改善(与新开时间短,适应有关)。产能仍需观测评估。
流水拉
流水拉必须及时替岗,时间控制严格,否则会造成整条产线停滞,直接影响产能。
流通时间短,能迅速发现问题,批量很少,问题能得到尽快解决。
生产线平衡分析改善案例(PPT53张)

工位间和工位内的多余的WIP为零。
B值=1
一 物 流
物流
顺畅流动 没有停滞
物留
中间停滞 隐藏问题
“一个流”的益处
1. 内建品质管理; 2. 创造真正的灵活弹性; 3. 创造更高的生产力; 4. 腾出更多厂房空间; 5. 改善安全性; 6. 改善员工士气; 7. 降低存货成本。
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
入料
出料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质 在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统 减少单件产品的工时消耗,降低成本(等同于提高人 均产量) 减少工序的在制品,真正实现“一个流” 提高作业及设备工装的工作效率
5、生产线平衡的计算
各工程净时间总计 生产线平衡率(%)= 时间最长工程*人员数 *100% 如上图表中,生产线平衡率= 1505 90*19 不平衡率(%)= 100% —平衡率(%) *100% = 88%
对生产线来说,不平衡率越小越好,一般控 制5%-13%之间,至少要控制在15%以下。
案例:工时测定和线平衡计算
降低线体速度,减少生产产量
减少人手(2) 工 作 時 間
因生产需求量降低而 可降低线体速度
将工序3﹑4的工作时 间分配至工序 1﹑2﹑5里﹐从而工 序3﹑4工作岗位的人 手可调配至其它生产 线去。
工序 1
公司生产车间日常管理异常情况及改善方案
公司生产车间日常管理异常情况及改善方案一、设备工具设计改善:1、组上无运转机台摆放过多会加增加车工上下工序段的传递时间,造成动作浪费.改善方案:撤销无运转机台的数量,无运转机台应有机修放置在备用机台区2、机修机动性不强改善方案:平车3分钟内.专机5分钟内.烫台7分钟内必须修好.如超过以上时间应马上更换机台.备用机台区的机台必须是可以运转的机台二、工作环境的改善:1、组上流水篮筐摆放无序,返工品乱堆改善方案:5S加大巡查力度,流水线以外的地方不允许堆放任何物品2、个别管理和员工有横跨流水线的行为改善方案:5S加大宣传力度.发现员工一次记小过一次.管理应计大过一次3、组上成品堆积太多改善方案:1)可调整或平衡中查及尾查的工资呢,以此刺激尾查的工作效率. 尾查的工作量通常是中查的1.3倍2)后整收发——尾查验好的成品必须在两个小时内下到包装车间.组上堆积成品;针织不超过300件,梭织不超过200件.裤子不超过400件4、组上新款上线准备不够充分,品检跟踪不到位.改善方案;1)组长在上新款一星期前必须做好产前样,必须很清楚的知道每个车工所掌握的技能.组长必须配合IE做好组上的人机布置图.组长在上新款一个班之前必须清楚那些是生产所需要的机台.改善方案:2)在开款当天品检应停下手上的工作,去跟踪新款的每一道工序,直至第一件成品完成并检验合格后.方可回到自己的位置上三、现场管理改善:1、组长对自己组上的产能不清楚;包括,投入.产出.以及半成品改善方案:组长应有书面报表,不能对成品半成品数据概念模糊,应有书面记录生产进度,从书面上就能了解整个生产现场运转状况,同时养成记录习惯,把工作中遇到的问题记录下来,避免犯同样的错。
2、组长对组上的品质意识不够关心改善方案:组里必须开产前会议、早会。
产前会提醒大家缝制中容易出现的质量问题,交代货期及生产任务;早会针对生产进度,总结分析前日工作中出现的问题,交代当日生产中需注意的事项。
生产线平衡分析与改善
重可能导致安全、效率和质量问题。 不平衡:导致浪费和负荷过重等.
2023/10/10
17
三、流水生产线平衡的设计方法
3、 单品种流水线平衡方法
②平衡图分析
产能平衡图是以目视的方式对单一产品于各工序所需 的时间进行图示分析。由于平衡图可以识别瓶颈工序的 可能发生工序,并以动作分析进行平衡。通常情况下, 运用平衡图主要对产品于各工序加工所需时间进行分析。
③生产线平衡率的计算:
若对C工序进行动作分析研究,将部分工作分配给闲置的B、D两工序, 则将有助于一产平衡率由64.17%提高至96.25%。产能比30分钟生产一 个成品,提高到20分钟生产一个成品,产能提高50% .
2023/10/10
24
三、流水生产线平衡的设计方法
③生产线平衡率的计算:
若评估上述两方案,对瓶颈工序C进行动作分析的生产线平 衡改善方案较增加作业资源的生产线平衡改善方案的效果为 佳(无须增加一个工位)
生产线通过多道工序完成成品,追求效率的方向应以整体的生产 效率,也就是以最终成品数量和配置的资源(人员、设备)的多 少来衡量
2023/10/10
16
三、流水生产线平衡的设计方法
3、 单品种流水线平衡方法
●木桶理论与项链理论
3M(浪费、负荷过重、不平衡) 浪费:搬运的浪费、不良品浪费、动作浪费、在库浪
凭借增加瓶颈工序的作业资源数,提高平衡率。
分解瓶颈工序的作业内容,并分提给其它工序。
减少非瓶颈工序的作业资源数,以提高平衡率;
合并相关工序,重新排布生产工序。相对来讲,在作业 内容相对较多的情况下容易平衡。在精益生产中,可凭 借U形布局的多能工轻易达到目的。
相对精度的标准可在±5%~10%范围内选择。一般都将可靠度定为95%,相对精度定为±5%。 在工作抽样中,因抽样
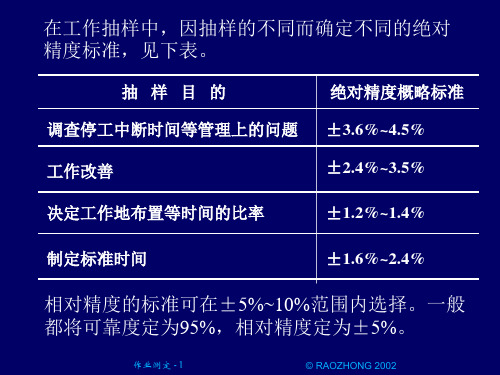
© RAOZHONG 2002
21,94,62,35,06,64,96,40,85, 77,88,63,52,27,75 步骤2:将此数列中小于50的数保留,大于 50的则减去50,保留余额,得出: 21,44,12,35,06,14,46, 40, 35,27,38,13,02,27,25 步骤3:去掉上述数中大于30的数,得出: 21,12,06,14,27,13,27,25 步骤4:决定第一日的观测时刻。
© RAOZHONG 2002
结论:
工作抽样结束后,再应用抽样所得平均工作比率来 制定流水线的产量定额,为此应用秒表测时法去测 定各工序的每分钟产量,结果发现各工序的能力不 平衡,而流水线的产量决定于薄弱工序的能力,通 过平整流水线,使产量达到81.1瓶/分。于是
C汽水生产线的轮班产量定额 =480 X 77.13% X 81.1=30,025瓶
ÕÏ ¿ ÐÊ ±¼ äÏ ¸· Ö
ÖÀ · à » ú Æ ÷ ² Ù ÷ × Õ ß Ù× ² ÷ ÞÀ Ð í ÊÕ ¹ Ï Õ ý ýÕ Õ ý ÕÕ ý ý ýÕ Õ ýÕ ý ýÕ Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý Õ ý £µ Í ç ×Ò ÷ µ ¤÷ ¹ ×Ö Ð ¤ ¹× ÷× ¼± ¸ á °Ô Ë ÕÐ ¿ Ï &¿ íÅ · Ȳ µ ÄÁ Ï È µì ¼² é É ÌÒ é Ǩ å É ´Ê Ï Ö Ù× ÷ ʣ ¨%£ © ÷Ò × µÐ ¡¼ Æ ¿ ÕÏ ÐÐ ¡¼ Æ ² 15 10 20 20 15 5 10 15 10 10 15 75% 50% 0% 67% 67% 50% 1# ý ÕÕ ýÕ ý 2# Õ ýý Õ 3# ýÕ Õ ýÕ ý 1# 2# 3#
F公司生产线不平衡问题及改进方案研究
F公司生产线不平衡问题及改进方案研究1 引言在经济全球化的今天,市场竞争越来越激烈,不断变化的市场环境给企业带来了巨大的压力,所以对于像 F 公司这样完全流水线生产模式的企业来说,生产线的生产能力和平衡性就显得非常重要,而企业通常用平衡率这一量化的指标来评价一条生产线平衡性的高低,生产线平衡率的高低又决定着生产能力的大小。
所以在流水线生产的模式下,如何提高生产线的平衡率,减少浪费,实现同步化生产显得尤为重要。
通过对企业生产现场的调研发现,生产线上存在好多不合理的地方,导致了较低的生产线平衡率,降低了生产线应有的生产能力,企业为了完成订单,不断的增加人力和生产线,加大了企业的生产成本,大大降低了企业的净利润。
因此,急需对生产线进行改善,提高生产线的生产能力,降低企业的生产成本。
本文根据企业生产现场中对生产线的实际调研和分析,结合企业生产产品的自身特点,针对 F 公司某条生产线中工序节拍不平衡和饱和度低的现状,运用基础工业工程中的各种方法来平衡生产线,通过对平衡前与平衡后的相关参数分析表明,所提出的改善方案大大提高了生产线的平衡率,提高了生产效率和经济效益,提高了F 公司的竞争力.2 生产线平衡的概述生产线平衡(又称工序同期化)就是对生产的全部工序进行均衡化,调整作业负荷,以使各作业时间尽可能采用相近的技术手段与方法。
生产线平衡决定如何将设备和人员等生产资源分配到各个工作站并使工序的工作地与作业人员数量最少。
生产线平衡的目标是使分配到各个工作站的作业所需时间大致相等.随着工业工程影响的深入,越来越多的企业开始关注工业工程的力量,也出现了很多关于应用工业工程技术解决生产中实际问题的研究着作,而且大量实践也证明工业工程方法的实用性和有效性。
本文将运用工业工程的方法对生产线进行平衡改善。
生产线平衡的一个很重要的评价指标是生产线平衡率。
平衡率是用于衡量流程中各工作站节拍符合度的一个综合比值,其计算公式如下:【1】平衡损失率=1-平衡率其中,C.T(Cycle Time)指生产线中耗时最长的作业工序的作业时间,称之为周期时间.并且生产线的生产能力也是由C.T 决定的。
MOD法应用

在日益激烈的巿场竞争下,每个汽车及零部件制造企业都致力于生产效率的不断提高。
如何优化流水线的生产能力,是我们工业工程人员研究的主要课题,而流水线的平衡便是达到这一目标的方法之一。
本文结合公司生产实际,应用IE(工业工程)工具——MOD法,对公司装配流水线的平衡问题进行了改进。
平衡流水线的工作流程1、系统的瓶颈一条流水线的生产能力取决于其生产能力最薄弱的环节,这个环节我们称之为瓶颈。
平衡流水线的目的就是通过提高瓶颈环节的生产能力来优化整条流水线的生产能力,从而降低成本,提高利润。
2、寻找瓶颈环节主要采用时间测定中的秒表法来寻找瓶颈环节。
通过使用秒表对各工序环节多次计时,剔除异常值,求得算术平均值。
图1 工作流程图将每个环节的时间与生产能力要求相比较,达不到要求的即是瓶颈环节,也便是改进点。
对瓶颈环节进行分析改进,主要采用了MOD法(模特法)。
3、MOD法MOD法是预订时间标准(PTS)法的一种,它不是通过直接观察和测定,而是利用预先为各种动作制定的标准时间来确定操作所需时间。
传统的PTS法的优点在于不受作业熟练度和评比者主观性的影响,相对客观公正,但是也较耗时。
MOD法则更为简练、易于掌握,适合实际生产操作。
基于人体工程学实验总结出来的MOD法其基本原理如下:(1)通过大量的试验研究,MOD法将生产实际中操作的动作归纳为21种。
(2)相同条件下,不同的人做同一动作所需时间值基本相等。
(3)使用身体不同部位动作时,其动作所用的时间值互成比例(如:手的动作是手指动作的2倍,小臂的动作是手指动作的3倍等)。
因此,根据手指一次动作时间单位的量值,可直接计算其他身体部位动作的时间值。
MOD法时间单位的设定,根据人的动作级次来确定。
以一个正常人的级次最低、速度最快、能量消耗最少的一次手指动作的时间消耗值,作为时间单位,即1 MOD=0.129 s。
同时,还可在运用中根据企业的实际情况,决定MOD的单位时间值大小。