可逆式轧机翘头分析
板带轧制头部翘曲影响因素的正交实验
板带轧制头部翘曲影响因素的正交实验庞玉华,赵永团,刘长瑞,王伯健(西安建筑科技大学冶金学院,西安 710055)摘 要:采用L 25(45)正交实验设计及分析方法,对9mm 铅板进行轧制实验,考查上下轧辊直径比、压下率、导入角和轧辊转速等因素对头部翘曲的影响。
结果表明,随因素水平的变化,轧件翘曲程度变化很大,极差值分别为0163(轧辊直径比)、0124(压下率)、0124(轧辊转速)、0120(导入角)。
轧辊直径比对翘曲的影响最明显,其他影响因素的影响程度大致相当。
实验轧机控轧9mm 铅板头部翘曲的最佳工艺参数为上下轧辊直径比1B 1,压下率20%,导入角-3b ,辊转速76r/min 。
关键词:金属材料;轧制;正交实验;翘曲;辊径比;导入角;轧辊转速中图分类号:TG33515;T G146112 文献标识码:A 文章编号:1001-0211(2007)04-0060-04收稿日期:2006-01-04基金项目:陕西省自然科学基金资助项目(2004E119);西安市工业攻关资助项目(GG05059)作者简介:庞玉华(1965-),女,黑龙江哈尔滨人,教授,博士,主要从事金属轧制工艺及质量控制等方面的研究。
在中厚板热轧生产过程中,轧件咬入一般处于自由状态,没有前端的阻碍。
由于非对称轧制工艺条件的客观存在,轧出的轧件头部便会发生上下弯曲,称之为翘曲。
上下轧辊直径、转速、表面状态不相同,轧件上下表面温度不相等,都可以导致非对称轧制,从而产生翘曲(上翘或下弯)现象。
大量生产实践表明,轧件头部翘曲现象随工艺和设备参数的变化而发生较大的改变。
为了能够建立准确的轧件头部翘曲模型,有效地控制轧件头部翘曲,研究各种轧制工艺参数对翘曲的影响规律十分必要[1-8]。
目前的研究主要集中在对翘曲影响因素的探讨,集中表现在研究/变形程度、变形区形状系数、轧辊直径、轧辊旋转速度、导入角、温度0等因素对翘曲的影响,然而基本都是对单因素的探讨,对各因素影响程度没有一致性的结论。
中厚板卷厂厚板生产中头部翘曲分析
( iePae C iPa t W d l / ol l ) t n
Ab t a t T e p p ra ay e ec u e f l t e d b n i g i e v lt r d cin fo s v r l s e t u h a - s r c : h a e n lz st a s so ae h a e dn h a y p ae p o u t r m e e a a p c ss c se h p n o q i me t r c s n lcrc c nr 1 h ut be meh d t o to p ae h a e d n si t d c d u p n ,p o e sa d ee t o t .T e s i l to o c n rl l t e d b n ig i n r u e . i o a o Ke r s se k lmi ;h a e d n ;p ae p oi ;r l n o c ;t mp rp s y wo d : tc e l l e d b n i g lt rf e ol g fr e e e a s l i
行消除 , 只能将钢板头部 切掉 , 同时受钢 板头部舌形
的影 响 , 矫直机难以咬人 , 冲撞 矫直机形 成矫直辊 压 痕, 影响钢板表面质量 , 重时会 造成矫 直机连接棒 严 发生扭断 , 造成停机和设 备损坏 , 响生产顺行 。 影 在厚板轧制 过程 中 , 造成 钢板 头部 咬入 过程 出 现蛇形 的根本原 因是轧件沿纵 向变形不 均导致 的上
南钢 科 技与管 理
2 1 年第 4期 01
中 厚板 卷厂 厚 板生 产 中头 部翘 曲分析
寅 冰 1 又 阳
( 中厚 板 卷 厂 )
中厚板轧制过程中轧件头部翘曲的影响因素与控制方法

第29卷第1期2006年2月鞍山科技大学学报Journal of Anshan University of Science and Technology Vol.29No.1Feb.,2006中厚板轧制过程中轧件头部翘曲的影响因素与控制方法贾春秀1,曲正刚2(1.本溪钢铁公司设备备件处,辽宁本溪 邮政编码;2.鞍山科技大学产业处,辽宁鞍山 114044)摘 要:对中厚板轧制生产过程中,影响连续生产效率的轧件头部弯曲的影响因素:轧件温度分布、压下量、轧制线不同高度与辊径等进行分析,并对各因素控制对比进行分析,确定对轧机上、下轧辊的转速差进行控制的方法,实现对轧件头部弯曲的在线调整。
关键词:中厚板轧制;轧件头弯曲;转速差;在线调整中图分类号:TG 335152 文献标识码:A 文章编号:167224410(2006)0120069204 中厚板轧制过程中,可逆精轧机出现轧件头部弯曲易引发严重事故。
理想轧制状态下,轧件出轧机时头部平直。
在实际轧制过程中,轧件出轧机时头部形状从侧面观察主要有四种:上弯的雪橇形、波浪形、下扣形和平直形。
轧件的平直状态只是轧件头部上翘与下扣的临界状态,这种状态的可调范围极小,在现实生产中很难把握。
根据现场实际情况,相对平直轧件而言,若轧后板坯形状略微上翘呈“雪橇”状,则调节范围较宽,不但容易调节与保持,而且对下一道次的咬入无大的不良影响。
所以,实际调节过程中使轧件出轧制变形区后形成头部略向上翘的形状。
本文结合异步轧制理论[1-3],对中厚板轧制过程中轧件头部翘曲的影响因素与控制方法进行了讨论。
1 轧件头部弯曲的影响因素111 轧件温度分布 轧件的温度分布不均可分为上、下表面分布不均和纵向温度分布不均。
由于轧件在加热炉中的加热不均、钢坯出炉后在辊道运送过程中散热不均以及除磷过程中水对钢的冷却作用使得上部的平均温度比下部高,一般高出20-50℃。
当钢坯温度分布不均时,由于温度高的区域更易变形,轧后钢坯会向温度低的一侧弯曲。
棒线材轧机万向接轴翘头原因分析及改进
棒线材轧机万向接轴翘头原因分析及改进摘要大量的现场实际操作经验表明,棒线材轧机万向接轴非常容易出现翘头的状况,这在进行换辊操作时会严重影响到操作效率。
通过大量的操作经验和分析,本文对棒线材轧机的万向接轴发生翘头的原因进行了总结,并针对问题的成因提出了几项改进的方案,翘头问题的解决对于现场工作效率的提高会有很大的促进作用。
关键词棒线材轧机;万向接轴;接轴翘头;换辊从国际范围来说,绝大部分棒线材轧机进行传动的连接形式基本一致,就是将具有鼓形齿的联轴器安装在齿轮箱和电机之间,由联轴器完成电机的扭矩向齿轮箱的传送工作。
其中,进行轧辊与齿轮箱连接的接轴通常有鼓形齿以及十字万向两种常见的形式,对于开口变化程度需求较大的中轧和粗轧来说,因为进行轧制的时间长,所以对于轧制力矩具有较高的要求,这种情况下,选用十字万向形式的接轴比较科学。
而对于开口变化程度的要求较小的精轧来说,因为要求轧制的速度相对较高,通常会选用鼓形齿接轴。
大量现场实际情况的分析表明,如果在进行轧机换辊操作中,出现万向接轴翘头的现象,会对整个更换工作带来困扰,极大地影响工作效率。
1 棒线材轧机万向接轴翘头的原因分析很多棒材厂进行接轴托架的建设时,会采用相对简单的结构,为未来的维护以及拆装的便利做好准备,所以为了使万向接轴的重量达到平衡,通常选用连杆结构来进行,同时还要保证实现轧辊开口程度的可调节性。
在实际的换辊操作中,万向接轴的顶端如果出现翘头,表现得会十分明显,能够轻易的分辨出来,一旦发现出现翘头,就会直接影响到万向接轴的更换以及轧辊的更换安装,现场换辊的时间会被拖延,不仅影响到生产的效率,甚至会给整个生产计划带来影响。
要想弄清万向接轴出现翘头的原因,就要从万向接轴的受力情况开始分析,一般来说在托架和万向接轴之间存在的铰接点共有三个,其中一个铰接点属于旋转副,位于接轴的托架与万向轴的耳轴连接部位,旋转方向只有一个;另外两个铰接点是具有两个旋转方向的旋转副,处于万向轴接轴的十字节部位。
八钢4200粗轧机轧制中头部翘头原因分析及预防

河道
县级
3
±0.19 3899779.2
河道
镇村 4 级河 ±0.20 1076975.9
道
3889801.3 0.3% 74.10 172.31 43.0% 1080126.6 0.3% 51.11 65.49 78.0%
合计 ±0.16 52783160.3 52725465.3 0.1% 624.05 1170.36 53.3%
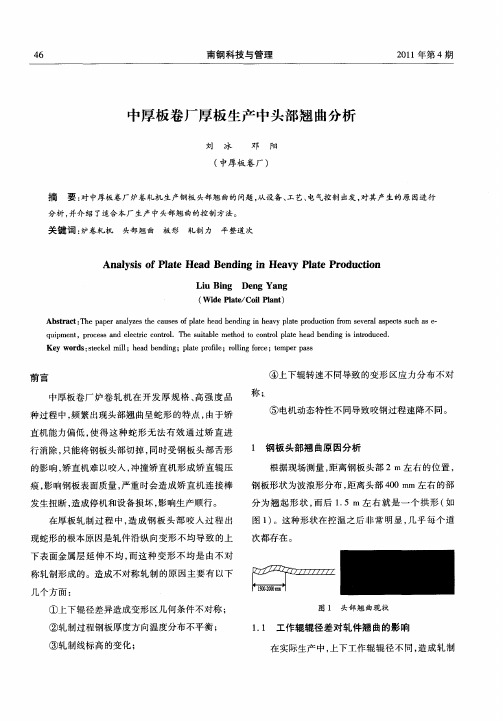
图 1 表示了内外温度不一致对钢板头部翘曲的影响 ( 暗影部 分为高温则翘头,低温则扣头 ) 。轧件外部温度高,内部温度低, 即暗影部分为低温,轧件上表面到低温部分的距离要大于轧件下 表面到低温部分的距离,即 h1 > h2(如图 2 所示)。在轧制过程中, 高温部分较易变形,高温部分被压下的比例较低温部分大,这样 轧件上部被压下较多,根据体积守恒,轧件上部延伸要比轧件下 部大,所以轧件产生向下弯曲,反之亦然。
图 3 速度对钢板翘曲影响示意图 1.4 工作辊辊径差对钢板翘头的影响 我们通过对八钢 4200 粗轧机采用上工作辊的直径参数 910 mm,下工作辊直径参数在每个工况条件下分别为 920、930、940 mm,得到带钢头部翘曲量与工作辊异径比(1.01、1.02、1.03 及 压下率的关系(如图 4 所示)。由图 4 可看出:同一异径比时, 随着压下量的增大,轧件头部翘曲量迅速增大,随后其增加趋势 减缓。其原因是在压下率较小时,两辊角速度相同,则大辊一侧 的轧件表面金属在单位时间内流动的距离长,使轧件弯向小辊一 侧。随着压下率的增加,两辊的轧制力相等,使在小辊径一侧产 生的压下量大于大辊径一侧的压下量,则小辊径一侧金属流动量 增加,减弱了由于辊速差对带钢头部翘曲的影响。
图 1 上下表层温差对头部翘曲的影响
板带材轧制头部翘曲的影响因素
1 正交实验设计
11 1 实验因素选择 影响板带材头部翘曲的因素很多 ,本文选用其 中的 4 种主要因素作为正交实验的研究因素 :辊径 比 ,二辊轧机上 、下轧辊直径之比 ;压下率 ,轧件的压 下程度 ;导入角 ,轧件中心线与轧制中心线所成角 度 ,规定轧件偏向下辊侧时导入角为正值 ,反之为负 值 ;轧辊转速 ,单位时间的轧辊旋转圈数 。 11 2 因素水平确定 根据常规板带材轧制工艺参数 ,确定采用 5 水 平 ,但限于实验轧机只有 4 个速度挡位 ,轧辊转速采 用 4 水平 ,因素水平如表 1 所示 。
Abstract :The factors affecting end curl of plate and sheet in rolling p rocess were researched by t he cro ss experi2 ment , which include t he upper roll diameter , t he lower roll diameter , reduction , angle of ent rance and velocity of roll rotatio n. The cro ss experiment was designed wit h L 25 (45 ) . The result indicates t hat t he ratio of roll diameter has t he mo st important effect on t he end curl , t he angle of ent rance is in t he second place , t he roll rotational veloc2 ity has t he weakest effect . The best technology parameters of rolling 6 mm Pb for experiment milli are 130/ 130 roll diameter , eduction 5 % , angle of ent rance - 3°, roll rotational velocity 164 rp m. Key words :curl ;cro ss experiment ;ratio of roll diameter ;angle of ent rance ;roll rotatio nal velocity
粗轧带钢头部翘曲原因分析及控制措施
接 触 边 界条 件 , 摩擦 生 热 系数 08 上 下工 作 辊 .,
与轧件 接触 表面 的摩擦 系数 02轧 件与轧 辊之 间的 .,
接触热传 导 系数 为 2 W/m ・ ) 0k ( ℃ 。
3 影 响带 钢翘 曲的 因素及 规律
3 1 上 下表面温 度差对 带钢头 部翘 曲的影响 . 其 他 工艺 条 件 相 同 , 钢 坯 上 、 表 面存 在 温 仅 下
3 轧件 与周 围空气 之 间 的换 热 主要 是 对 流换 热 和 ) 热辐 射 , 其等 效换 热 系数 为对 流换 热系数 与辐射换 热 系数 之 和 。 当轧 件在 10 0℃左右 时 , 0 自然 对 流
热量损失 占总热量损失 的 5 %左右 , 因此热 辐射是轧 件 与周 围空气 之 间换 热 的 主要 影 响 因 素 。根 据对 实 际生产情 况 有关 参数 的测 试及 理论 计算 , 用如 采
度 、 件表 面 温度及 材 料热 物理 性能 等 。2轧件 与 轧 ) 轧 辊 之 间 的接 触 热 传 导 。轧 件 与轧 辊 接 触 热传 导
系 数 受轧 件 材 质 、 辊 材质 、 制速 度 及 轧制 压 力 轧 轧
等 多 种 因素 的影 响 , 验方 法 很 难测 得 其 真 实值 。 实
由 图 2 可看 出 , b 在此 轧制 工 艺条 件 下 , 随着摩
擦 系数 比的增 加 , 摩擦 系数 大 的一侧 轧件 受 到的摩
图 1 轧件上下表面存在 温度差时轧出的轧件形状
擦力 增 大 , 属 的塑性 流 动 受 到抑 制 , 以带 钢头 金 所 部 翘 曲 量 相 应 增 加 , 是 随 着 辊 摩 擦 系 数 比 的增 但
浅谈中厚板轧制过程中头尾翘曲现象

浅谈中厚板轧制过程中头尾翘曲现象作者:谭泽卓来源:《科技传播》2016年第10期摘要对于中厚程度的板材,在轧制过程中总会出现头尾翘曲的现象,这样的情况直接影响了轧件的成型质量,也影响着后期产品的正常使用。
文中对轧制过程中容易出现的头尾部分翘曲现象进行了探讨,对原理机制进行分析,通过对影响板材翘曲现象的轧制压下率、轧制导入角度、轧件外表面的不同温度值、变形区呈现的几何形状等因素的研究,得出控制中厚板材在轧制过程不再出现翘曲现象。
关键词中厚板轧制;头尾翘曲;变形区域中图分类号 TH16 文献标识码 A 文章编号 1674-6708(2016)163-0156-02在工业生产中,中厚板材的热轧成品的需求量一向较大,高效使用率使得中厚板材的轧制工作业较为紧张。
在中厚板材热轧成品中,存在很多的不合格板件,主要原因集中体现在头尾翘曲现象严重。
一般出现头尾翘曲的情况都会归结于在中厚板材的轧制过程中出现的任何轻微细小的轧制不对称条件。
但具体分析到其中引发轧件变形的不对称因素却又需要分别对待。
通常情况下,由于轧件外表存在不同的温度值、板坯在输送过程中出现表层上下侧散热不均匀不稳定、板坯的表层温差较为明显、不同位置的轧辊直径不匹配或线性速度不一致、轧件的中心位置因轧制线高度、板件厚度等因素无法直接与辊缝对接完全、在轧辊的表面存在不统一的摩擦情况、轧制压下率无法稳定控制等原因,就会出现轧制不对称的条件。
头尾翘曲的现象直接影响了轧件的成型质量,也影响着后期产品的正常使用,轧制不稳定将会造成轧件在辊筒上缠绕或坠辊道的事件。
据不完全统计,中厚板的生产轧制过程,会造成30%左右的板件因头尾翘曲成为废钢。
从这个方面来看,控制好中厚板的轧制过程,将首先解决设备完损安全性、其实能够控制资源浪费,提高板件成材率。
1 中厚板轧件的头尾翘曲影响原因分析1.1 轧辊各测量处的直径如果在中厚板见轧制中,把其他因素的影响排除,单独去分析上下轧辊的直径不一致对头部翘曲的影响,能够将影响分成2类:第一类,工作中的轧辊上下两部分均保持一样的角速度,这样较大直径的轧辊产生的圆周速度就大,在大直径的轧辊相接处的板件表面液态金属在规定的时间内就会流动更长的距离,结果表现为轧件朝着较小直径的轧辊弯曲;第二类,如果两个轧辊的轧制力相同的情况下,直径较小的轧辊上必然会产生比较大直径的轧辊更大的压下量,结果表现为轧件朝着较大直径的轧辊弯曲。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总第180期
(1)板坯加热过程中产生的温度差,板坯在加
热炉中加热,为了更好的控制板坯的温度均匀性,通
常将板坯上下控制成相同温度,但是由于外界环境
影响,通常控制下表面温度低于上表面温度,主要是
考虑上表面热量损失快。
(2)板坯暴露在空气中产生温度差,主要上表
面产生辐射+对流散热、下表面有辐射+传导+对
流散热,因此在运送板坯时,上表面热量损失小于下
表面热量损失。
(3)板坯经过除鳞机时,板坯上表面除鳞水会图2轧辊l之间的变形部分
在板坯卜表面形成残留,下表面经过除鳞时,水会因3.6张力的影响
自重流落到地沟里。
因此经过除鳞,上表面热量损立辊和平辊之间的张力控制对板坯的扣头和翘失大于下表面热量损失。
头影响,当立辊和平辊之间张力过大时,板坯产生扣3・2轧制线影响头,当之间张力合适时,板坯扣头和翘头可以通过上根据经验和轧制原理分析,如果Ⅵ=K,当实下工作辊速度差控制。
际轧制线高于理论轧制线时,板坯经过轧机容易产
生扣头,反之翘头。
由于上辊压下量大于下辊压下
量,板坯上表面延伸大于下表面延伸,因此产生扣
头。
图l理论轧制线和实际轧制线的比较
3.3负荷分配影响
根据经验轧机负荷增加时,板坯经过轧制后,容易产生扣头.降低轧机的负荷,板坯容易翘头。
3.4上下轧辊粗糙度影响
粗糙的工作辊表面产生的前滑值大,因此工作辊上下表面粗糙程度对板坯头部扣翘头有影响,辊面粗糙的工作辊面出口轧件速度快,如下辊粗糙,板坯头部应为翘头;反之为扣头。
3.5上下工作辊的速度差彰响
粗轧机上下工作辊由两台电机控制,通过控制上下电机的速度差可以控制板坯轧制后扣头和翘头。
如果V,>K板坯头部扣头;V。
<V2板坯头部翘头。
18
图3立辊和平辊之间的PTC衙围
4扣翘头原因分析
(1)为了找到影响R1轧机扣翘的真正原因,我们对上面的影响因素进行试验,分别通过提高加热炉上下表面温差进行控制(表1),发现温度对板坯扣头影响不大。
表l控制加热炉加热温度试验
(2)通过调整Rl轧机除鳞道次,但是对板坯的扣翘头影响不大,扣翘情况依旧没有改善。
(3)通过调整工作辊下阶梯板改变轧制线高度试验,但是扣翘头依旧不受控制,排除轧制线高度影响。
(4)增加上下辊速度差,效果不明显,扣翘没有明显改善。
通过现场观察和程序PDA采集曲线,头部控制是上辊速度低于下辊速度。
应该翘头,但是从
现场看板坯还是扣头。
河北冶金2010年第6期
(5)从表2中的数据看出,立辊有压下量时,Rl轧机扣头不可控制,当立辊没有压下量时,板坯通过Rl轧机的上下电机速度差可以控制板坯的扣头和翘头。
由此断定立辊和平辊在连轧时,速度不匹配,立辊和平辊之间张力过大,导致R1轧机扣头不受控制。
从图4中可以看出,立辊抛钢后,Rl平辊上下速度可以很好匹配,上下辊电机负荷平衡效果很好。
圈4RI扣头轧机速度曲线
通过空过立辊轧机。
Rl轧机扣头和翘头明显受到控制,可以自由通过调整雪橇值控制控制板坯头部扣头和翘头形状。
通过上面速度图4可以看出,影响RI扣头主要原因是El轧机,通过空过El轧机。
Rl轧机单独可以控制扣头和翘头,平辊上下辊速度平衡良好。
当立辊抛钢后,速度控制良好。
5解决措施
找到真正原因后,由工艺人员、传动人员和一级人员进行分析,认为是由于立辊和平辊之间的张力不合理造成的。
采取的措施是:修改RI轧机平辊后滑值,由原来20%降低到10%,调整雪橇值控制长度由原来600mm改为1200mm,负荷平衡投入时序由原来雪橇值控制结束后开始到延时500ms后开始,Rl的扣头和翘头明显好转。
圈5调整后RI轧机速度曲线
图4和图5对比,明显看出上下辊电机速度匹配良好,轧机扣头和翘头明显能够控制,对于提高轧机节奏,保护辊道和轴承寿命起到至关重要作用。
调整完参数后。
经过R1轧机轧制完成后,板坯头部形状良好,对后续轧制节奏提高和辊道寿命延长有很大作用。
19。