jbt8881-2011 滚动轴承 零件渗碳热处理 技术条件
推荐认可的实验室检测能力范围(中文)

-2013 5
3
残磁
030704
滚动轴承残磁及其评定方法JB/T 6641-2007 5
只测:≤10mT
4
清洁度
030704
滚动轴承清洁度评定方法JB/T 7050-2005 7
只测:杂质≤200mg
5
振动
030704
滚动轴承振动测量方法第1部分:基础GB/T 24610.1-2009 6
只测:200mm≤D≤6300mm;不测:齿轮参数
2
*旋转精度
030704
滚动轴承转盘轴承JB/T10471-2004 6.5.2,7.1
只测:200mm≤D≤6300mm
3
*游隙
030704
滚动轴承转盘轴承JB/T10471-2004 6.8,7.3
只测:200mm≤D≤6300mm
3
风力发电机组偏航,变桨轴承
滚动轴承铁路客车轴承GB/T25772-2010 8.2,9.2
滚动轴承铁路机车轴承GB/T25771-2010 9.2,10.2
滚动轴承铁路货车轴承GB/T25770-2010 8.2,9.2
2
旋转精度
030704
铁道车辆滚动轴承TB/T2235-2010 2,5.6
滚动轴承铁路客车轴承GB/T25772-2010 8.2,9.2
只测:12mm≤d≤1000mm,30mm≤D≤1400mm
滚动轴承向心轴承公差GB/T 307.1-2005 5.1,5.2,5.3,5.4
滚动轴承第4部分:推力轴承公差GB/T 307.4-2012 5.2,5.3,5.4,5.5
滚动轴承及其零件补充技术条件JB/T 10336-2002 4.1.1.3,4.1.1.4,4.2.1.2,4.2.1.4,4.2.1.5,4.2.1.5,4.2.1.7
渗碳钢制轴承零件热处理质量要求

渗碳钢制轴承零件热处理技术条件1 范围本标准规定了渗碳钢制轴承零件热处理质量要求。
适用于渗碳钢制轴承零件热处理质量检验,对有特殊要求的轴承零件,应按产品图样核有关技术条件规定执行。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
然而,鼓励根据本标准达成协议的各方,研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB/T.8881 渗碳钢滚动轴承零件热处理技术条件3 渗碳热处理质量要求3.1 渗碳质量要求3.1.1 退火质量要求轴承零件的锻件退火后,其硬度不大于229HB,即压痕直径不小于4.0mm,G20Cr2Ni4(A)制锻件硬度不大于241HB,即压痕直径不小于3.9mm,其显微组织和脱碳层深度不检查。
(2)、渗碳钢锻件热处理技术要求3.1.2 成品轴承零件及滚动体的有效硬化层深度按表1规定执行。
同型号轴承内外圈的有效硬化层深度相同,且以外圈有效厚度为准。
3.1.3 套圈和滚子渗碳过程或渗碳试样有效硬化层深度要求对于车加工后的产品渗碳层深度必须参照成品轴承套圈及滚动体的有效硬化层深度,结合车工图中规定的留量进行考虑,保证产品在磨削后硬化层深度达到标准要求。
3.1.4 粗大碳化物、网状碳化物及其允许深度碳化物的平均尺寸不小于6μ为粗大碳化物,粗大碳化物控制应力求少量、细小、分散,渗碳检验试样粗大碳化物、网状碳化物允许深度不允许超过单边留量的三分之二。
成品轴承零件工件表面残留的粗大碳化物应根据其大小、数量和分布,按JB/T8881的第一级别图评定,第1~2级为合格,对有效硬化层深度≥2.5mm的深层渗碳第3级也合格,成品轴承零件表面的网状碳化物应根据其碳化物网大小和封闭程度按JB/T8881的第二级别图评定,第1~3级为合格。
3.1.5 套圈、滚子和渗碳过程试样及成品表面含碳量规定套圈渗碳的过程试样,其表面渗碳层深度不大于0.4mm处,含碳量为1.2~1.45%,滚子渗碳的过程试样,其表面渗碳层深度不大于0.2mm处,含碳量为1.10~1.30%,其半成品套圈直径≤100mm和滚子检查每批一件,特殊情况下允许用试样代替。
PPT-滚动轴承钢及其热处理
Sieyuan Electric
Copyright © Sieyuan Electric Co., Ltd. All Rights Reserved.
3
二、滚动轴承钢的化学成分及应用
B、合金元素:主要加入Cr以提高淬透性、形成 、合金元素:主要加入 以提高淬透性 以提高淬透性、 合金碳化物、细化组织、降低过热敏感性、 合金碳化物、细化组织、降低过热敏感性、提高抗 蚀性, 蚀性,不同牌号含量 0.4 ~1.65﹪;加入 Si、Mn ﹪ 、 提高淬透性; 提高淬透性、 提高淬透性;加入 Mo提高淬透性、提高抗回火稳 提高淬透性 定性;加入RE改善夹杂物的形态分布 细化晶粒、 改善夹杂物的形态分布、 定性;加入 改善夹杂物的形态分布、细化晶粒、 提高韧性。 提高韧性。 C、高的冶金质量:应具有高的纯洁度和良好的 、高的冶金质量: 组织均匀性等,特别对非金属夹杂含量、碳化物偏 组织均匀性等,特别对非金属夹杂含量、 析度等严格控制。 析度等严格控制。
Sieyuan Electric
Copyright © Sieyuan Electric Co., Ltd. All Rights Reserved.
4
二、滚动轴承钢的化学成分及应用
代表牌号如GCr15、GCr15SiMn,见GB/T 、 代表牌号如 , 18254《高碳铬轴承钢》。 《高碳铬轴承钢》 (2)应用:广泛用于制造各种中小轴承零件。 )应用:广泛用于制造各种中小轴承零件。 3、渗碳轴承钢 、 成分属优质渗碳钢,牌号如G20CrMo、 成分属优质渗碳钢,牌号如 、 G20CrNiMo,见GB/T3203《渗碳轴承钢技术条 , 《 件》。 主要用于制造承受强烈冲击载荷或大型机械用轴 承零件,如冶金、矿山机械、农用机械、 承零件,如冶金、矿山机械、农用机械、机车轴承 等。
滚动轴承的热处理

滚动轴承的热处理目的:提高滚动轴承强度、韧性、耐磨性、抗疲劳强度以及良好的尺寸稳定性。
同时通过特殊的热处理是其具有耐腐蚀、耐高温,防磁等特性。
常用的热处理方式有:退火(Th),它是将金属加热到所需的温度并经过一定时间的保温,然后再缓慢冷却(一般是随炉冷却),退火可降低金属的硬度和脆性,增加塑性,消除内应力等。
正火(Z),它是将金属加热到临界温度以上,并经过一定时间的保温,然后在静止的空气中冷却。
正火可以细化晶粒,改善机械性能鱼切削性能。
淬火(C),它是将金属加热到所需温度,保温后放入淬火剂中冷却,是温度骤然降低。
淬火可增加金属的硬度,但会降低其塑性。
回火,它是将淬火后的金属重新加热到一定的温度然后再用一定的方式进行冷却。
根据回火温度的不同回火可分为,高温回火,中温回火以及低温回火。
回火的目的是为了消除因淬火产生的内应力,降低硬度和脆性,以获得所需的机械性能。
调质,即是所说的淬火加高温回火,这样可以得到所需的强度和韧性。
经过调质处理的钢一般叫调质钢,多指中碳钢和中碳合金结构钢。
钢中的主要金相组织:奥氏体(A)它是碳溶于γ-Fe中形成的固溶体,具有面心立方结构,溶碳能力较铁素体强,机械性能随含碳量的变化而变化,由于它是固溶体,所以不论含碳多少,塑性都很好,而且无磁性。
碳素钢在727°C以上平衡组织中才能看见奥氏体,在有些合金钢中,由于合金元素的作用,在室温下也能得到奥氏体。
铁素体(F)它是碳溶于α-Fe中形成的固溶体,具有体心立方结构,溶碳能力极小,所以也叫纯铁体。
其性能也与纯铁极为相似,即强度、硬度很低,塑性韧性很高,在768°C一下又磁性。
渗碳体(Fe3C),铁与碳形成的化合物,含碳高达6.69%,晶格结构很复杂,其硬度大脆性大,强度低塑性几乎为零。
滚动轴承渗碳轴承钢零件热处理技术条件

滚动轴承渗碳轴承钢零件热处理技术条件说到滚动轴承,大家肯定都不陌生。
它那种在机器里转来转去的模样,简直是每天都能看到。
说实话,轴承的工作就像是人们平时走路,轻轻松松,却又必不可少,缺了它,机器怎么能顺利运转呢?不过,轴承虽小,却肩负着大任务。
它们需要承受巨大的压力,频繁地转动,不能有半点儿马虎。
所以,制作这些轴承的材料可不是随便选的。
现在有一种特别重要的材料,就是渗碳轴承钢。
说到渗碳轴承钢,嘿,那可就有意思了。
什么是渗碳?这可是一个听起来很专业的词。
简单来说,就是把钢材表面通过加热的方式,让碳元素渗入钢材表面,让钢材表面变得更加坚硬,就像给它穿上一层铁皮一样。
这样一来,钢材就不容易磨损,承受的压力也大大增加。
也就是说,渗碳处理就像是给轴承穿上了一件超强的“铠甲”,使它在面对高温、高负荷的工作环境时,依然能“挺胸”应对。
就像咱们平常工作时,戴上了防护装备,安全感满满,做事也能更有底气,不怕任何挑战。
可是,渗碳处理的工作可不能马虎。
温度控制得特别重要。
要想让钢材表面吸收足够的碳,但又不至于把它弄坏,这个温度控制的精确度简直是关键中的关键。
想象一下,一不小心把温度调高了,那钢材表面就可能烧焦,硬度反而下降;反过来,温度不够,那碳渗透得就不深,钢材的表面保护性也大打折扣。
所以,做热处理时,炉子的温度就像厨师掌握火候一样,既不能火大了,也不能火小了。
然后说到时间,哎呀,渗碳处理的时间长短也得控制得恰到好处。
过了这段时间,碳渗透得足够深,钢材表面就会变得硬得像块石头。
但如果时间不够,碳没渗透到位,那钢材的表面就软了,哪能承受得住那些机器的高强度负荷啊?可以说,这就是一场时间与温度的“拉锯战”,每一步都得精准到位,才有可能得到理想的结果。
好吧,咱们聊了这么多处理过程,别以为就这么简单,等着。
咱说,渗碳钢轴承的工作环境可不是闹着玩的。
它们通常都得在高速运转、重负荷、或者极端环境下工作。
哪怕你给它加了装备,它还是得经得起各种考验。
滚动轴承零件的热处理(必学)
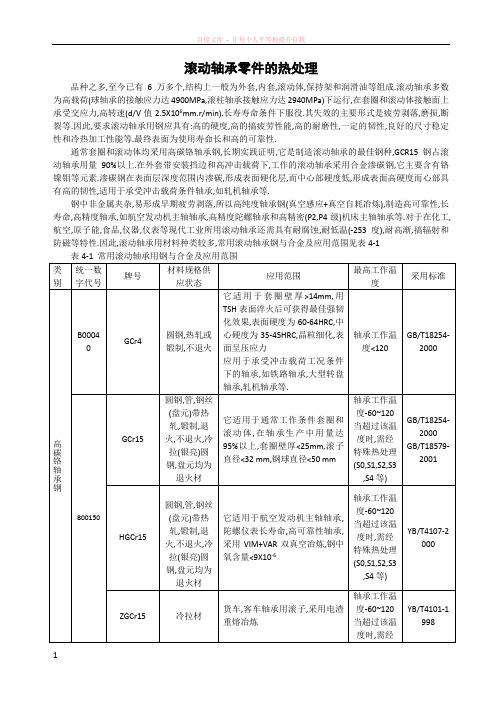
滚动轴承零件的热处理品种之多,至今已有6万多个,结构上一般为外套,内套,滚动体,保持架和润滑油等组成.滚动轴承多数为高载荷(球轴承的接触应力达4900MPa,滚柱轴承接触应力达2940MPa)下运行,在套圈和滚动体接触面上承受交应力,高转速(d/V值2.5X106mm.r/min).长寿寿命条件下服役.其失效的主要形式是疲劳剥落,磨损,断裂等.因此,要求滚动轴承用钢应具有:高的硬度,高的搞疲劳性能,高的耐磨性,一定的韧性,良好的尺寸稳定性和冷热加工性能等.最终表面为使用寿命长和高的可靠性.通常套圈和滚动体均采用高碳铬轴承钢,长期实践证明,它是制造滚动轴承的最佳钢种,GCR15钢占滚动轴承用量90%以上.在外套带安装挡边和高冲击载荷下,工作的滚动轴承采用合金渗碳钢,它主要含有铬镍钼等元素.渗碳钢在表面层深度范围内渗碳,形成表面硬化层,而中心部硬度低,形成表面高硬度而心部具有高的韧性,适用于承受冲击载荷条件轴承,如轧机轴承等.钢中非金属夹杂,易形成早期疲劳剥落,所以高纯度轴承钢(真空感应+真空自耗冶炼),制造高可靠性,长寿命,高精度轴承,如航空发动机主轴轴承,高精度陀螺轴承和高精密(P2,P4级)机床主轴轴承等.对于在化工,航空,原子能,食品,仪器,仪表等现代工业所用滚动轴承还需具有耐腐蚀,耐低温(-253度),耐高渐,搞辐射和防磁等特性.因此,滚动轴承用材料种类较多,常用滚动轴承钢与合金及应用范围见表4-1 表4-1 常用滚动轴承用钢与合金及应用范围类别统一数字代号牌号材料规格供应状态应用范围最高工作温度采用标准高碳铬轴承钢B0004GCr4圆钢,热轧或锻制,不退火它适用于套圈壁厚>14mm,用TSH表面淬火后可获得最佳强韧化效果,表面硬度为60-64HRC,中心硬度为35-45HRC,晶粒细化,表面呈压应力应用于承受冲击载荷工况条件下的轴承,如铁路轴承,大型转盘轴承,轧机轴承等.轴承工作温度<120GB/T18254-2000B00150GCr15圆钢,管,钢丝(盘元)带热轧,锻制,退火,不退火,冷拉(银亮)圆钢,盘元均为退火材它适用于通常工作条件套圈和滚动体,在轴承生产中用量达95%以上,套圈壁厚<25mm,滚子直径<32 mm,钢球直径<50 mm轴承工作温度-60~120当超过该温度时,需经特殊热处理(S0,S1,S2,S3,S4等)GB/T18254-2000GB/T18579-2001 HGCr15圆钢,管,钢丝(盘元)带热轧,锻制,退火,不退火,冷拉(银亮)圆钢,盘元均为退火材它适用于航空发动机主轴轴承,陀螺仪表长寿命,高可靠性轴承,采用VIM+VAR双真空冶炼,钢中氧含量<9X10-6轴承工作温度-60~120当超过该温度时,需经特殊热处理(S0,S1,S2,S3,S4等)YB/T4107-2000 ZGCr15 冷拉材货车,客车轴承用滚子,采用电渣重熔冶炼轴承工作温度-60~120当超过该温度时,需经YB/T4101-1998特殊热处理(S0,S1,S2,S3,S4等)B01150 B03150 GCr15SiMnGCr15SiMo圆钢,热轧或锻制,不退火它适用于大型轴承套圈和滚子,GCr15SiMn套圈壁厚>25mm,滚子直径>32 mm, GCr15SiMo套圈壁厚>50mm,滚子直径>55mm<2m(套)轴承工作温度-60~120当超过该温度时,需经特殊热处理(S0,S1,S2,S3,S4等)GB/T18254-2000B02180 GCr18Mo 圆钢,热轧或锻制,不退火Φ80-120mm它适用于制造准高速铁路客车轴轴箱轴承内外套圈,采用电渣重熔钢时速>120~<200km/h-60~150JB/T3010-2000渗碳轴承钢A30202 G20CrMoA圆钢热轧,锻制,退火钢板它用于制造叉车门架用滚轮,链轮轴承外圈,外球面轴承用紧定镙钉,连杆支承用滚针和保持架组件,特殊用途冲压保持架和冲压滚针轴承外套等<100GB3203-1982GB/T3077-1999 G20CrNi2MoA圆钢Φ80-130mm热轧不退火它适用于制造铁路货车轴轴箱轴承内外套圈,采用电渣重熔钢时速>100 km/h-60~100YB/T4100-1998G20Cr2Ni4AG10CrNi3MoA圆钢,轴承毛坯它适用于制造高冲击载荷轴承,如轧机用四列圆柱,圆锥滚子轴承等<100GB3203-1982 16CrNi4MoA圆钢热轧不退火它适用于制造带安装法兰挡边特殊结构轴承套圈,如航空发动机轴承内外套等.<100BTXE201-2005A20202A2620220Cr20CrMnTi圆钢Φ<60mm热轧不退火它用于制造汽车万向节十字轴<100GB/T3077-1999U21152 15Mn 圆钢它用于制造汽车万向节轴承外套<100GB/T699-1999U20082U201020810钢板钢带它用于制造冲压保持架,冲压滚针外套<100GB13237-1991GB/T3078-1994GB/T699-19994.4.2冲压滚针套等零件的热处理用08,10,15CrMo,20CrMo钢制冲压成HK型,BK型滚针套,垫圈,保持架和罩等.该类零件要求具有一定强度,较好耐磨性.因此对零件表面需进行表面硬化,如碳氮共渗,渗碳和氮碳共渗等.4.4.2.1冲压滚针套的C-N共渗热处理1.冲压滚针套碳氮共渗(或渗碳)直接淬火并回火后的表面硬度和心部硬度按表4-81的规定执行.表4-81碳氮共渗(或渗碳)直接淬火并回火后的表面硬度和心部硬度产品类型钢种硬度HV淬火回火表面硬度表面硬度心部硬度保持架碳素结构钢>713 380~650 140~380 合金结构钢>713 420~620 270~350冲压外圈碳素结构钢>766 664~856 140~450 合金结构钢>766 664~856 270~450注:如用户对心部硬度无要求,生产厂家可不检查心部硬度.如用户对硬化层深度未提出要求,可按表4-82碳氮共渗(或渗碳)总硬化层深度执行.2.硬化层深度,保持架和冲压外圈的硬化层深度应符合产品图样的规定产品类型最小壁厚/mm总硬化层深度/mm碳素结构钢合金结构钢保持架<0.5 0.02~0.07 0.05~0.12 0.5~1.0 0.02~0.15 0.07~0.15 >1.0 0.02~0.15 0.08~0.20冲压外圈<0.5 0.10~0.18 0.5~1.0 0.15~0.25 >1.0 0.18~0.30显微硬度或显微组织没有明显变化的那一层为硬化层距离)冲压外圈的硬化层深度以有效硬化层深度为准(有效硬化层深度:应从表面垂直测量到550HV处为准) 3.显微组织,滚动轴承零件碳氮共渗后的显微组织应为含氮马氏体,碳氮化合物及残留奥氏体,按JB/T7363标准级别图评定(图1,图2为合格,不允许有图3的1级,2级黑色组织存在).渗碳后的显微组织应为细针状马氏体,分散细小的碳化物以及少量残留奥氏体为佳.参照JB/T7363标准级别评定.4.直径变动量.碳氮共渗(或渗碳)后轴承保持架和冲压外圈的直径变动量,按表4-83执行零件外径直径变动量<25 <0.0225~50 <0.03>50 <0.05。
滚动轴承产品质量监督抽查实施细则(2024年版)

2024年县滚动轴承产品质量监督抽查实施细则1 抽样方法以随机抽样的方式在被抽样生产者、销售者的待销产品中抽取。
随机数一般可使用随机数表等方法产生。
从同一生产者依据同一标准生产的同一商标、同一规格型号和批次的产品中随机抽取样品,抽样数量见表1,其中规定的抽样数量为任1批次样品全项目检验所需样本量,如监督抽查任务为部分项目,按任务文件规定执行。
表1 抽样数量表2 检验依据表2 滚动轴承执行其他标准的产品,检验项目参照上述内容执行。
凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
复检时所检测的样品为备用样品。
3 判定规则3.1依据标准GB/T 304.9-2021 关节轴承第9部分:通用技术规则GB/T 307.1-2017 滚动轴承向心轴承产品几何技术规范(GPS)和公差值GB/T 307.2-2005 滚动轴承通用技术规则GB/T 307.4-2017 滚动轴承推力轴承产品几何技术规范(GPS)和公差值GB/T 308.1-2013 滚动轴承球第1部分:钢球GB/T 308.2-2010 滚动轴承球第2 部分:陶瓷球GB/T 309-2021 滚动轴承滚针GB/T 4604.1-2012 滚动轴承游隙第1部分:向心轴承的径向游隙GB/T 4604.2-2013 滚动轴承四点接触球轴承的轴向游隙GB/T 4605-2003 滚动轴承推力滚针和保持架组件及推力垫圈GB/T 4661-2015 滚动轴承圆柱滚子GB/T 5801-2020 滚动轴承机制套圈滚针轴承外形尺寸、产品几何技术规范(GPS)和公差值GB/T 6445-2021 滚动轴承滚轮滚针轴承外形尺寸、产品几何技术规范(GPS)和公差值GB/T 9161-2001 关节轴承杆端关节轴承GB/T 9162-2001 关节轴承推力关节轴承GB/T 9163-2001 关节轴承向心关节轴承GB/T 9164-2001 关节轴承角接触关节轴承GB/T 12764-2019 滚动轴承无内圈冲压外圈滚针轴承外形尺寸、产品几何技术规范(GPS)和公差值GB/T 16940-2012 滚动轴承套筒型直线球轴承外形尺寸和公差GB/T 20056-2015 滚动轴承向心滚针和保持架组件尺寸和公差GB/T 24604-2021 滚动轴承机床丝杠用推力角接触球轴承及单元GB/T 24607-2009 滚动轴承寿命与可靠性试验及评定GB/T 24608-2009 滚动轴承及其商品零件检验规则GB/T 25766-2010 滚动轴承外球面球轴承径向游隙GB/T 25767-2010 滚动轴承圆锥滚子GB/T 25768-2010 滚动轴承滚针和双向推力圆柱滚子组合轴承GB/T 25771-2010 滚动轴承铁路机车轴承GB/T 25772-2010 滚动轴承铁路客车轴承GB/T 27555-2011 滚动轴承带座外球面球轴承技术条件GB/T 27559-2011 滚动轴承机床主轴用圆柱滚子轴承GB/T 28698-2012 滚动轴承电机用深沟球轴承技术条件GB/T 32321-2015 滚动轴承密封深沟球轴防尘、漏脂及温升性能试验规程GB/T 32325-2015 滚动轴承深沟球轴承振动(速度)技术条件GB/T 32333-2015 滚动轴承振动(加速度)测量方法及技术条件GB/T 32334-2015 滚动轴承组配角接触球轴承技术条件GB/T 34891-2017 滚动轴承高碳铬轴承钢零件热处理技术条件JB/T 1460-2011 滚动轴承高碳铬不锈钢轴承零件热处理技术条件JB/T 2781-2015 滚动轴承微型球轴承技术条件JB/T 2850-2007 滚动轴承Cr4Mo4V高温轴承钢零件热处理技术条件JB/T 3232-2017 滚动轴承万向节滚针轴承JB/T 3370-2011 滚动轴承万向节圆柱滚子轴承JB/T 3588-2007 滚动轴承满装滚针轴承外形尺寸和公差JB/T 3632-2015 滚动轴承轧机压下机构用满装圆锥滚子推力轴承JB/T 5301-2007 滚动轴承碳钢球JB/T 5305-2006 滚动轴承带调心座垫圈的推力球轴承公差JB/T 5312-2011 滚动轴承汽车离合器分离轴承单元JB/T 5388-2010 滚动轴承套筒型直线球轴承技术条件JB/T 5389.1-2016 滚动轴承轧机用滚子轴承第1部分:四列圆柱滚子轴承JB/T 5389.2-2017 滚动轴承轧机用滚子轴承第2部分:双列和四列圆锥滚子轴承JB/T 6362-2007 滚动轴承机床主轴用双向推力角接触球轴承JB/T 6636-2007 滚动轴承机器人用薄壁密封轴承JB/T 6641-2017 滚动轴承残磁及其评定方法JB/T 7360-2019 滚动轴承叉车门架用滚轮、链轮轴承技术条件JB/T 7750-2007 滚动轴承推力调心滚子轴承技术条件JB/T 7751-2016 滚动轴承推力圆锥滚子轴承JB/T 7752-2017 滚动轴承密封深沟球轴承技术条件JB/T 7753-2007 滚动轴承鼓风机轴承技术条件JB/T 7754-2007 滚动轴承双列满装圆柱滚子滚轮轴承JB/T 8167-2017 滚动轴承汽车发电机轴承技术条件JB/T 8211-2005 滚动轴承推力圆柱滚子和保持架组件及推力垫圈JB/T 8563-2010 滚动轴承水泵轴连轴承JB/T 8568-2010 滚动轴承输送链用圆柱滚子滚轮轴承JB/T 8570-2008 滚动轴承碳钢深沟球轴承JB/T 8717-2010 滚动轴承转向器用推力角接触球轴承JB/T 8721-2010 滚动轴承磁电机球轴承JB/T 8722-2010 滚动轴承煤矿输送机械轴承JB/T 8877-2011 滚动轴承滚针组合轴承技术条件JB/T 8878-2011 滚动轴承冲压外圈滚针轴承技术条件JB/T 8881-2020 渗碳轴承钢零件热处理技术条件JB/T 8919-2010 滚动轴承外球面球轴承和偏心套技术条件JB/T 8922-2011 滚动轴承圆柱滚子轴承振动(速度)技术条件JB/T 8923-2010 滚动轴承钢球振动(加速度)技术条件JB/T 10188-2010 滚动轴承汽车转向节用推力轴承JB/T 10236-2014 滚动轴承圆锥滚子轴承振动(速度)技术条件JB/T 10237-2014 滚动轴承圆锥滚子轴承振动(加速度)技术条件JB/T 10238-2017 滚动轴承汽车轮毂轴承单元JB/T 10336-2017 滚动轴承补充技术条件JB/T 10471-2017 滚动轴承转盘轴承JB/T 10531-2019 滚动轴承汽车空调电磁离合器用双列角接触球轴承JB/T 10857-2008 滚动轴承农机用圆盘轴承JB/T 10859-2008 滚动轴承汽车发动机张紧轮和惰轮轴承及其单元现行有效的其他标准及产品明示质量要求3.2判定原则若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
95项行业标准名称及主要内容

本标准适用于燃气动力射钉枪用气罐。
21
JB/T 10598-2020
一般用干螺杆空气压缩机
本标准规定了一般用干螺杆空气压缩机的术语和定义、型式、型号和基本参数、要求、试验方法、检验规则及标志、包装和贮存。
本标准适用于上述渗碳轴承钢制滚动轴承零件的渗碳热处理质量检验,也适用于低碳合金钢制滚动轴承零件的渗碳热处理质量检验。
JB/T 8881-2011
18
JB/T 13977-2020
液化天然气(LNG)低温潜液泵
本标准规定了输送液化天然气(LNG)用低温潜液泵的型式和型号、技术要求、辅助设备、检验和试验、检验规则、发货前的准备工作、卖方资料。
本标准适用于上述关节轴承零件工序间与成品零件的热处理质量检验,也适用于其他高碳铬轴承钢、中碳铬不锈钢、高碳铬不锈轴承钢、渗碳钢、调质钢关节轴承零件热处理质量检验,对有特殊要求的关节轴承零件按相应的产品图样的规定。
16
JB/T 14006-2020
滚动轴承 高碳铬轴承钢零件 残留奥氏体检测规程
本标准规定了X射线衍射法和磁测法测定高碳铬轴承钢零件中残留奥氏体含量的检测方法和试验规程。
14
JB/T 14008-2020
滚动轴承 振动机械用轴承
本标准规定了振动机械用轴承(公称外径90mm~360mm的圆柱滚子轴承、公称外径90mm~500mm的调心滚子轴承)的代号方法、结构型式、外形尺寸、技术要求、检测方法、检验规则、标志、防锈包装、运输和储存。
本标准适用于振动筛、振动电机及振动机械用轴承的生产、检验和验收。
本标准规定了数控系统软件可靠性测试的一般要求及方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
jbt8881-2011 滚动轴承零件渗碳热处理技术条件,
第 1 章总则
第一条为了保证滚动轴承的零件质量,根据相关国家强制性标准要求,制定本标准。
第二条本标准规定了零件渗碳热处理的技术要求,零件渗碳热处理应符合本标准规
定的要求。
第三条本标准适用于由以钢铁件制成的典型滚动轴承,当双方另有达成共识的技术
文件或安排时,以实际达成的为准。
第二章一般要求
第一条工件的内部组织质量,要满足轴承的强度、承载能力、耐磨性和结构稳定性
等技术要求。
第二条工件表面应为非结晶状态,有规则的微小凹槽,要求温度平均、结晶率低,
无明显的结晶传播或脆性倾斜。
第三条渗碳热处理后,零件的表面应符合规定的硬度,外廓尺寸应符合设计要求,
热处理过程中工件的质量,应符合热处理要求。
热处理后应检查零件的外观及表面缺陷,
发现缺陷应及时纠正。
第四条渗碳热处理应按其技术文档规定的要求,按工艺程序由专业人员进行
第三章温度控制
第一条温度控制应符合以下要求,测量所使用仪器、仪表及工具应符合国家有关规定,即在安规认证程序内,零部件应符合国家有关认证机构的法规。
第二条温度应均匀。
温度应控制在要求温度范围内,波动范围不得超过技术文档或
标准规定的极限值,温度控制精确度一般不低于±10℃,或者按用户的要求来定。
第四章渗碳深度
第一条渗碳深度要求按技术文件或标准规定,深浅应符合要求,一般不低于 0.4mm
~ 0.8mm。
第二条渗碳后的硬度和深度的变化率要符合技术文件的要求,渗碳硬度应在 50 ~
55HRC 之间,采用硬度表、深度表及渗碳检测仪器测量和检查。
第五章包装、标志、交货
第一条包装应与热处理厂的产品标准一致,包括内层、外层、贴标、包装、运输等,并符合国家和地方的相关规定。
第二条包装的标志、交货和运输,应按照热处理厂的标准,标志应醒目,批号显著。
交货和运输应在合理的范围内,合理及时。