超高强度硼钢38MnB5的热冲压工艺研究
硼钢板高温拉伸性能研究
2 讨论
当温度升高或应变速率降低时 ,材料的变形抗
力就会降低 。而金属随着变形程度的增加 ,其位错
密度不断增加 ,并出现硬化现象 ,即随着变形量的增
加材料的变形抗力随之增加 。但随着变形量的进一
步增加 ,在变形过程中出现动态回复和再结晶现象 ,
软化作用逐渐增强 ,当软化作用大于加工硬化作用
时 ,就会出现如图 1 中的应力2应变平台 。
ln ^K = 2. 568 , ^n = 0. 2 , m^ = 0. 09 β^ = 3 288 。代入式
(1) ,得到硼钢的变形抗力数学模型为 :
σ=
Kεεn m
e
β T
=
13 .
04ε0.
ε 2 0.
09
3
e
288 T
(M Pa)
(3)
式 (3) 适用于硼钢成形温度在 500~900 ℃和应
变形 ,而根据胡克定律 ,弹性变形量越大 ,应力越大 ,
亦即材料的变形抗力越大[5] 。
通过对变形抗力影响因素的分析 ,根据有关资
料[7 ,8 ] ,建立了金属热变形抗力的数学模型 :
σ=
Kεεn m
e
β T
(1)
式中 :σ———应力 ,M Pa
ε———应变
ε———应变速率 ,s - 1
T ———热力学温度 , K
伸长率 δ( %)
900
0. 001
41. 52
56. 17
47
0. 01
57. 88
80. 76
52
0. 11
66. 95
104. 97
63
800
0. 01
85. 22
22MnB5超高强钢热冲压成形工艺及试验
20℃ ,冲压速度为 20mm/s,保 压 12s,压 边 力 为
2.ห้องสมุดไป่ตู้
0 MPa. 有 限 元 分 析 步 骤 如 下:① 热 成 形 过 程
F
i
3 Hi
emp
e
r
a
t
u
r
et
h
e
rma
lp
r
op
e
r
t
i
e
so
f22MnB5
g.
ght
中,凹 模 保 持 不 动,压 料 板 对 板 料 施 加 压 边 力,凸
中国机械工程第 28 卷第 12 期 2017 年 6 月下半月
22MnB5 超高强钢热冲压成形工艺及试验
薛克敏 孙大智 李 萍 巩子天纵
合肥工业大学材料科学与工程学院,合肥,
230009
摘要:考 虑 材 料 的 热 物 理 性 能 参 数、力 学 性 能 与 温 度 的 关 系,利 用 ABAQUS 软 件 建 立 了 22MnB5
质、高强度及高抗碰撞性能等特点 [2],在汽车行业
中越来越受到关 注,已 成 为 满 足 汽 车 减 重 以 及 提
高碰撞性能 和 安 全 性 能 的 重 要 途 径.研 究 表 明,
[
12] DONG GJ,ZHAO C C,CAO M Y.F
t
i
onso
ft
heb
l
anksdu
r
i
ngho
ts
t
amp
i
ngf
o
rmi
ngp
r
oc
e
s
s
e
swe
r
高强度钢板热冲压材料性能研究及应用

高强度钢板热冲压材料性能研究及应用摘要:作为轻量化结构的材料,安全性能不断提高的高强度钢板热冲压材料关注度越来越节节攀升,高强度的钢板的热冲压材料在不断研究中被运用到汽车上更为多,使得汽车耗油更低,安全性能更加强悍。
热冲压材料的研究在一步一步的走向人们的视野,所以这样的材料值得我们去思考与探索,这是极其重要的,也是对新兴材料未来的预测,极其有前瞻性质,高强度的钢板材料影响着我们各行各业的发展,所以这个课题变的极为重要,我们通过走访相关的行业巨头,通过与专家学者的一起探讨,提出了一点建议与看法,对高强度的钢板热冲压材料性有了一个更深的认识。
关键词:热成形;3点弯曲;冲击;数值模拟;功能设计高强度的钢板热冲压的材料一般多用在汽车上,因为不宜弯曲,受到冲撞时候可以保护车内的安全与汽车的零件,所以在使用的过程中,高强度的钢板进行了3点弯曲的方法起到了很大的作用,对于降低油耗,提高汽车的安全性能上有很大的帮助,这是高强度的钢板热冲压材料的优点之处。
材料厚度为1.7mm的钢板的钢板,它的奥式体化程度是1000,但是它的热形成之后就到达了1100到1700,这是很大一个改进,所以面对这样的方法我们必须研究与探讨,学习与交流。
1 因为热而成型的三点弯曲的方法当马氏体的温度达到一定的程度的时候,具体程度为百分之九十五以上,这时候的钢板就可以达到一万以上,是原来方法的三倍,这样的热而成型的三点弯曲的方法,使我们的冲压材料的性能一步步增强,让我们的科技有一个突飞猛进的改变,三点弯曲的方法这体现在此时,三点弯曲使得马氏体的规律得到了一个进步与升华,这一点是我们高强度热冲压材料的精华所在,使得一个科学的实验有了一个基础的石头,让我们可以借助这样一块石头突破与发展。
根据专业的研究成果表面,三点弯曲的方法从本质上提升了产品的安全性,三点弯曲又大大的减少了成本,使得坚硬程度越来越高级,这是一个很优秀的方法与规律,是科学,是基石。
超高强度钢在热冲压成形研究进展(上)

超高强度钢在热冲压成形研究进展(上)作者:马鸣图张宜生宋磊峰吴娥梅王义林路洪洲来源:《新材料产业》 2015年第9期文/ 马鸣图1 张宜生2 宋磊峰1 吴娥梅3 王义林2 路洪洲41. 中国汽车工程研究院股份有限公司2. 华中科技大学,材料成形与模具技术国家重点实验室3. 重庆新材料工程中心4. 中信微合金化技术中心/ 中信金属有限公司2014年中国汽车总产量为2 372万辆,保有量已达1.5亿辆,中国石油消耗量已超过5亿t,进口超过3亿t,对外进口的依存度超过60%。
汽车消耗石油占中国石油消耗的65%。
每消耗1L汽油,将产生2.5k g的二氧化碳(C O2),2014年由汽车燃油的消耗量所产生的C O2排放量已超过10亿t。
随着汽车工业产量的增多和保有量的增大,油耗和C O2排放量还会迅速增加,因此汽车工业节能减排刻不容缓。
一系列的研究和试验均表明,汽车的油耗与汽车的自重呈线性关系,以乘用车为例,汽车自重每下降10%,油耗和排放下降6%~8%,汽车轻量化是节能减排的有效手段之一[1]。
汽车工业发展带来的另一个问题是安全。
为提升汽车的安全性,各类汽车的安全法规包括正碰、侧碰、追尾、偏置碰、翻滚等等日益严格[2]。
为保证汽车的安全性,就必须应用高碰撞吸能的材料或采用厚度较高的材料,车子的质量增加,虽然可提高安全性,但和油耗法规,节能减排有矛盾。
既要轻量化,又要保证车辆的安全性,既要满足油耗法规,又要满足车辆的安全法规,一个有效的手段就是应用高强度钢和超高强度钢,但高强度钢的应用带来了成形困难、模具寿命低,回弹大等问题,热冲压成形是获得超高强度构件而又有效减少回弹,又能保证模具寿命和合理价格的一个有效的工艺技术和方法。
正是在这种背景下,热冲压成形技术伴随汽车工业的发展和各类法规的严格实施而迅速发展,并在汽车工业迅速扩大应用。
一、高强度钢的发展及其在汽车工业中的应用[3-5]汽车高强度钢和先进高强度钢缘起于20世纪70年代的石油危机,当时的石油输出国组织提高石油价格,汽车工业领域开始推广应用高强度钢,人们开始青睐于汽车的轻量化和节能减排。
高强度钢板热冲压材料性能研究及应用

高强度钢板热冲压材料性能研究及应用作者:左巍程有树来源:《科技风》2019年第09期摘要:随着时代的不断发展进步,近年来,我国汽车行业的发展速度逐渐加快。
进入到21世纪以后,对于汽车制造行业提出了最新的要求。
高强度钢板热冲压材料性能研究及应用已经十分普遍,不仅提高了汽车车身的质量,还推动了该行业的发展,接下来本文将结合自己多年的实践工作经验,就高强度钢板热冲压材料性能研究及应用这一问题展开了具体的论述。
仅供参考。
关键词:高强度钢板;热冲压;材料性能;研究应用一、关于高强度钢板热冲压材料性能研究及应用现状分析目前我国关于高强度钢板热冲压材料性能的研究及应用现状,整体来说,应用效果是很不错的。
高强度钢板热冲压材料的性能相对于传统的材料来说,更加稳定,质量也不断提高。
但是在实际应用中,由于受到工作人员技术水平以及外界因素的影响,高强度钢板热冲压材料的制造以及应用质量也受到了不利的影响。
二、高强度钢板热冲压材料性能研究及应用中存在的问题(一)工作人员的技术水平较低,职业素养不高工作人员是推动一个行业发展的核心因素,由于汽车制造行业对于技术性人才的需求比较大,而且目前市场中对于技术型人才的供应也比较缺乏。
行业之间的竞争力主要基于技术性人才,注意,如果该行业的技术人员工作水平比较低,将会影响该行业的未来发展趋势。
高强度钢板热冲压材料的性能研究,需要相关方面的工作人员掌握材料的性能,研究过程中对场外温度的控制,各道工序之间的衔接等,都需要工作人员的积极参与。
但是在实际工作中,由于工作人员的技术水平较低,职业素养不高,从而影响了对热冲压材料性能的研究进度及应用效果。
(二)温度控制不准确导致零件变形、尺寸不精确面临的第二个主要问题就是,强度钢板热冲压材料在制作的过程中对于温度的控制要求是比较高的。
实际应用中,由于受到外界因素的影响,会导致材料寿命降低。
而且,由于温度控制的不准确会导致零件的变形,尺寸的不精确。
高强度钢板热冲压材料在汽车制造过程中会得到更大范围的应用,所以关于其热冲压材料的性能以及质量,将会直接影响汽车车身的质量。
超高强度钢板热冲压成形研究与进展

金属铸锻焊技术icasting・Forging・Welding 2008年11月 ●综述●超高强度钢板热冲压成形研究与进展林建平1。
王立影1.田浩彬2。
孙国华1。
王芝斌3(1.同济大学机械工程学院,上海201804;2.上海第二工业大学机械工程学院,上海201209 3.上海振华港机股份有限公司钢结构设计五公司,上海200125摘要:超高强度钢板的热冲压成形技术是减轻车身质量、提高汽车抗冲击和防撞性能的重要途径之一。
在分析热冲压技术对钢板及模具材料、设计要求的基础上,总结了国内外对于热冲压超高强度钢板开发及研究概况,分析了超高强度钢板热冲压成形技术的研究现状及主要研究方向,讨论了超高强度钢板热冲压成形领域要解决的关键问题,对于超高强度钢板热冲压成形技术在汽车工业中的应用有一定的指导意义。
关键词:超高强度钢板;热冲压;淬火中囤分类号:TG376文献标识码:A 文章编号:1001—3814(20082l-0140—05Research and Progress of Hot Stamping of Ultrahigh Strength SteelL玳Jianping’,WANG Liyin91,TIAN Haobm 2,SUN Guohua。
,WANG Zhibin3(1.Mechanical Engineedng College,乃嚼i UnweⅡ毗虢mg她201804,c^加q 2Mechanical Engineering College, Shanghai Second Polytechnic University,舶矾g^瓜201209,Chiru;-3.聊^Campany of Steel Structure Desin Shanghai Zhenhua Port Machine Company,Shanghai 200125,ChinaAl晦traet:Hot stampmg technology is one of the important way to reduce the autobody mass and加c陀a辩the impact resistance and crash performance.Based on the requirements of thchot forming steel sheet and hot stumping tool’S mate rial and design,the research and development progress of ultrahigh str吼gth steel are summarized,the research status and main direction of hot stamping technology啪analymi.The key points of hot stamping of ulWahigh strength sinel arc discussed.These provide instruction for the application of hot stamping of uin-ahigh strength steel sheet in automotive industry.Key words:ulUahigh saength steel sheet;hot stamping;quenching在20世纪70年代末石油危机时期改变驱动结构和整车尺寸后.汽车工业界对于汽车轻量化有着日益紧迫的要求。
国内外高强度汽车板热冲压技术研究现状
□ 康斌为适应汽车轻量化、降低燃油消耗、减少污染物排放和提高汽车碰撞安全性的要求 , 汽车用高强度钢板的使用比重越来越大 , 如高强度双相钢、 TRIP 钢等。
高强度汽车板、尤其是超高强度汽车板在常温下的变形范围很窄。
当前各大汽车厂生产车身及部件主要采用冷冲压法 , 采用此法冲压高强度汽车板时 , 冲压过程中需要的冲压力大且容易开裂 , 产生过量回弹。
尤其是针对超高强度钢板(抗拉强度≥ 550MPa , 冲压时这两项缺陷尤为突出。
热冲压技术可以解决这两个问题 , 同时可以使冲压后的成品抗拉强度得到大幅度提高。
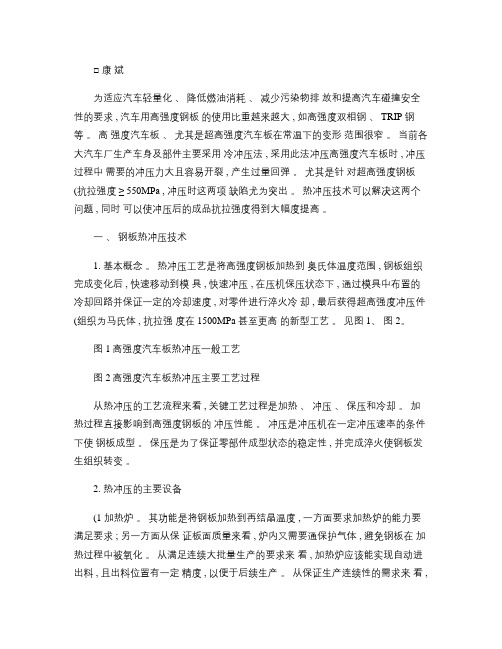
一、钢板热冲压技术1. 基本概念。
热冲压工艺是将高强度钢板加热到奥氏体温度范围 , 钢板组织完成变化后 , 快速移动到模具 , 快速冲压 , 在压机保压状态下 , 通过模具中布置的冷却回路并保证一定的冷却速度 , 对零件进行淬火冷却 , 最后获得超高强度冲压件(组织为马氏体 , 抗拉强度在 1500MPa 甚至更高的新型工艺。
见图 1、图 2。
图 1高强度汽车板热冲压一般工艺图 2高强度汽车板热冲压主要工艺过程从热冲压的工艺流程来看 , 关键工艺过程是加热、冲压、保压和冷却。
加热过程直接影响到高强度钢板的冲压性能。
冲压是冲压机在一定冲压速率的条件下使钢板成型。
保压是为了保证零部件成型状态的稳定性 , 并完成淬火使钢板发生组织转变。
2. 热冲压的主要设备(1 加热炉。
其功能是将钢板加热到再结晶温度 , 一方面要求加热炉的能力要满足要求 ; 另一方面从保证板面质量来看 , 炉内又需要通保护气体 , 避免钢板在加热过程中被氧化。
从满足连续大批量生产的要求来看 , 加热炉应该能实现自动进出料 , 且出料位置有一定精度 , 以便于后续生产。
从保证生产连续性的需求来看 ,加热炉与其他连续性生产一样 , 配备了 2套动力装置 , 而且在意外发生后能保证加热炉自动启动 , 以确保炉况正常和炉内设备使用寿命。
超高强度钢板热冲压成形研究与进展

超高强度钢板热冲压成形研究与进展发表时间:2019-12-02T15:06:42.567Z 来源:《基层建设》2019年第24期作者:王志波王略穆永生高月吴俊男[导读] 摘要:热冲压技术是结合传统热处理技术和冷冲压技术的最新成型技术产品。
望奎县龙达金属制品有限公司黑龙江望奎 152100摘要:热冲压技术是结合传统热处理技术和冷冲压技术的最新成型技术产品。
近年来,它已在学术领域和工程应用中得到快速提升。
本文基于热冲压工艺方面入手阐述了进一步研究热冲压零件成形的原理。
关键词:热冲压;高强度;热成型1 高强度钢板热冲压形成过程常规的高强度钢板热冲压需要以下步骤:在加热炉中加热坯料以超过奥氏体化温度一段时间。
均匀地对结构进行奥氏体化,将其取出并放入用于热塑成型的模具中,进行冲压。
成型后,保持一段时间的压力,通常以模具的冷却速度将成型部件和模具一起冷却。
在本文中,贝氏体,珠光体,马氏体的混合组织可以通过热冲压而获得[1]。
1.1 加热及保温阶段一般来说,高强度钢的原始结构是珠光体和铁素体的平衡结构。
当加热到AC1时,珠光体成分首先变为奥氏体;然后变为0。
当温度达到AC1-AC3时,铁素体组织也开始转变为奥氏体。
当温度高于AC3时,达到完全奥氏体;但是,由于温度不同,奥氏体的结构和组成也不同,这是由于在连续保温阶段碳含量的分布不均匀。
的碳原子扩散和均匀化的奥氏体。
碳原子溶解在纬纱中。
同时,微量元素原子以位移的形式嵌入晶格中心或节点中。
由于奥氏体的结构特征,有许多结构滑动系统,具有良好的可塑性。
奥氏体形成的驱动力是原始结构与化学自由能之间的差异。
转变过程主要包括四个步骤:成核,奥氏体成核和生长,残余渗碳体溶解和奥氏体均质化[2]。
1.2 冲压成形阶段高强度钢的热加工过程主要是在压力等外压作用下,坯料在高温下产生流动变形应力,导致组织结构变化、原子错位或滑移等,具有应变硬化效应和动态回弹特性。
1.3 保压阶段高强钢热冲压中奥氏体化后的冷却过程的相变主要发生保压阶段,此时毛坯成形完成,并随着模具冷却。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超高强度硼钢38MnB5的热冲压工艺研究郝亮;朱国明;闻玉辉;袁静玺;康永林【摘要】利用扫描电镜(SEM)、光学显微镜、万能拉伸试验机对2.2 mm厚的38MnB5钢在不同加热温度和不同保温时间工艺参数下,对微观组织、原始奥氏体晶粒粒径和力学性能进行研究,制定出最佳的热冲压工艺参数.研究结果表明:当保温时间一定时,随着加热温度的升高试样抗拉强度逐渐增强,在950℃时达到峰值,随着温度继续升高,抗拉强度降低;当加热温度一定时,随着保温时间的加长,原始奥氏体晶粒不断长大,试样抗拉强度随时间增加而增加,在10 min时达到峰值,保温时间继续加长,抗拉强度降低;38MnB5钢在加热温度为950℃和保温时间为10 min的工艺参数下,得到最佳力学性能.抗拉强度达到2061 MPa,屈服强度达到1421 MPa,断后伸长率为7%.%Microstructure and prior austenite grain size of 38MnB5 hot stamping steel were observed and investigated via scanning electron microscopy (SEM) and optical microscope. Mechanical properties were obtained via universal tensile testing machine. Hot stamping steels with different heating temperature and soaking time were performed and the optimal process was confirmed. The results show that the tensile strength increases at first and then decreases with the increase of temperature, peaking at 950℃. The prior austenite grain grows with the increase of soaking time while tensile strength increases at first and then decreases, peaking at 10 min. The 38MnB5 hot stamping steel with the most optimal mechanical properties is obtai ned at the heating temperature of 950℃ and the soaking time of 10 min. The tensile strength is 2061 MPa, the yield strength is 1421 MPa and the elongation is 7%.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2018(049)004【总页数】7页(P817-823)【关键词】热冲压;38MnB5钢;组织;力学性能【作者】郝亮;朱国明;闻玉辉;袁静玺;康永林【作者单位】北京科技大学材料科学与工程学院,北京,100083;北京科技大学材料科学与工程学院,北京,100083;北京科技大学材料科学与工程学院,北京,100083;北京科技大学材料科学与工程学院,北京,100083;北京科技大学材料科学与工程学院,北京,100083;北京科技大学新金属材料国家重点实验室,北京,100083【正文语种】中文【中图分类】TG115随着经济的快速发展,人类面临的能源、环境等方面的危机越来越大,根据统计,以现在的开采速度,全球的石油储量仅能满足40年的需求[1]。
而汽车燃油是能源消耗的大户之一,而且排放也为环境治理带来了巨大的负担。
研究表明,约75%的油耗与汽车质量有关[2],因此,在保证汽车安全的前提下,实现汽车的轻量化是降低油耗及排放的有效途径。
热冲压成形部件的应用,既强化了车身,提高了安全性,又可以减轻车身质量,是同时实现车身轻量化和提高碰撞安全性的最好途径。
热冲压钢已经广泛应用于汽车的各个部件上,屈服强度达到1 200 MPa,抗拉强度达到 1 500 MPa。
目前,国内外普遍采用的硼钢为22MnB5;国内则仅有宝钢可批量生产冷轧B1500HS和热轧BR1500HS 2种热冲压用硼钢[3-4]。
文献[5−7]主要围绕22MnB5进行合金元素、模拟仿真分析和氢致裂纹等进行研究。
然而,随着对钢强度的要求越来越高,更高强度等级的钢的需求很快被提上日程。
现阶段研究的38MnB5钢就是一种在冲压后屈服强度达到了 1 400 MPa,抗拉强度更是达到了2 000 MPa的热冲压成形钢[8]。
热冲压工艺有3个环节:1) 加热温度和保温时间确保均匀奥氏体化;2) 快速冲压保证相变前完成形变;3) 快速冷却获得完全马氏体转变[9]。
整个过程为T−σ−t三围热处理(形变热处理)[10]。
本文作者针对38MnB5在不同加热温度和不同保温时间下,形成的组织及组织对力学性能的影响进行试验研究。
实验材料为试验室50 kg真空冶炼炉冶炼的38MnB5坯料,在两辊可逆轧机经过7道次热轧轧制至2.2 mm厚度,终轧表面温度为840 ℃,放入650 ℃加热炉中随炉冷却至室温。
其主要化学成分如表1 所示。
图1所示为热轧后随炉冷却状态下38MnB5钢原始组织金相显微照片,其主要由铁素体和珠光体构成,测得热轧态下的38MnB5钢的抗拉强度为604 MPa,屈服强度为405 MPa,断后伸长率为24%。
实验设计为在不同加热温度、不同保温时间下进行水淬来探讨38MnB5热成形钢最佳成形工艺参数,具体的热处理工艺流程如图2所示,加热温度分别为850,900,950和1 000 ℃,每组试验的保温时间分别为2,5,10和15 min,取出淬火。
从水淬后的试样上切取金相和拉伸试样,金相试样在其水淬试样1/4处切取长×宽为10 mm×10 mm的试样,拉伸试样切取在水淬试样1/4处垂直于轧制方向进行取样,其拉伸试样尺寸如图3所示。
切好的金相试样经过机械研磨、抛光后,采用体积分数为4%的硝酸酒精溶液进行腐蚀,利用扫描电镜(SEM)观察其组织形貌;在MTS810电子万能试验机上按照标准GB/T 228.1—2010进行拉伸,拉伸速率为2 mm/s;将经过机械研磨、抛光后的金相试样在70 ℃的饱和苦味酸中保温90 s后,在光学显微镜下观察原始奥氏体晶粒。
用Image-tool软件测量晶粒并进行统计。
最后根据试验结果得出38MnB5最佳热冲压工艺参数。
热冲压过程的主要工艺参数包括:加热温度、保温时间、淬火速度及保压时间等,都对热冲压零件的最终质量有很大的影响[11]。
在该文中,只对加热温度和保温时间进行研究。
加热温度应确保温度在钢板再结晶温度以上从而实现板料的奥氏体化,温度不宜过高或过低,加热温度如果过低,奥氏体化会不完全,会有部分的铁素体和珠光体没有转变成奥氏体组织,导致组织不均匀,并使淬火后的马氏体减少,影响力学性能;若加热温度过高,则会导致板料表面过烧和晶粒粗大进而影响淬火后钢板的力学性能。
通过NADERI等[12]的实验证实细致光滑的晶粒也会促使马氏体转变升高,而粗糙的晶粒使马氏体的转变温度降低,进而影响最终材料性能。
将38MnB5钢在不同奥氏体化加热温度下保温5 min,淬火后的微观组织如图4所示。
可以看出试样在加热温度为850 ℃时,虽然组织为马氏体,但马氏体板条块分界并不清晰,钢板基体中应仍存在小部分残余奥氏体组织;当温度达到900 ℃,板料基体中的马氏体板条开始清晰。
当温度上升到950 ℃以上时,开始出现明显的马氏体板条,且分界清晰。
特别是在奥氏体化温度为1 000 ℃时,马氏体板条束呈现出明显的长大趋势,出现了明显的宽化和锐化。
马氏体的板条束越宽,越容易对晶体造成割裂,从而降低材料的力学性能[13]。
此外,奥氏体化的保温时间也是影响38MnB5钢淬火后组织的重要因素之一。
板料经过奥氏体化后,需经过一定时间的恒温处理以保证组织的均匀性,从而获得稳定的质量和性能。
保温时间过短,达不到恒温均热的效果;保温时间过长,会导致原始奥氏体晶粒长大,从而因为遗传作用影响淬火后的马氏体组织,进而影响力学性能。
图5所示为38MnB5钢在加热温度为950 ℃时,不同保温时间下淬火后的微观组织。
由图5可以看出:当保温时间为2 min时,淬火后组织基体已成为马氏体组织,但随着保温时间延长,马氏体组织更加均匀化,而当保温时间达到15 min时,马氏体出现了非常明显的长大和宽化,从而导致材料的力学性能降低。
多晶金属材料的强度和韧性与其晶粒粒径有着密切的关系,并遵循Hall−Petch关系:σs=σ0+Kyd−1/2[14]。
式中:σs为屈服应力,σ0和Ky皆为常数,前者表示晶内对形变的抗力,后者表征晶界对形变的影响,随结构而定;d为晶粒平均直径。
原始奥氏体的晶粒粒径和均匀程度决定着热冲压板的组织和力学性能,因此,通过实验研究加热温度和保温的时间对原始奥氏体晶粒粒径和均匀程度的影响,再通过组织和力学性能得出最佳工艺参数。
图6所示为不同加热温度下保温时间为5 min时,采用晶粒边界腐蚀法所得原始奥氏体晶界的金相显微照片。
从图6可以看出:随着奥氏体化温度升高晶粒粒径增大,奥氏体化温度为950 ℃时相比于900 ℃时晶粒要更加均匀;当奥氏体化温度高于950 ℃时,晶粒均匀度增加,但晶粒增大显著。
从晶粒粒径和晶粒均匀度2个方面综合考虑,最佳奥氏体化加热温度为950 ℃。
图7所示为38MnB5钢在奥氏体化加热温度为950 ℃,保温时间分别为2,5,10和15 min时原始奥氏体的金相图。
从图7可以看出:当保温时间为 2 min和5 min时,虽然晶粒较小,但晶粒不均匀,其原因可能是保温时间不足,晶粒分布不够均匀。
当保温时间为10 min时,晶粒粒径虽然相较于2 min和 5 min 时略有增大,但是晶粒粒径趋于稳定。
当保温时间为15 min时,由于保温时间过长,部分晶粒再次开始长大,使原始奥氏体晶粒过于粗大且出现不均匀性。
因此,可以得出:板料在保温时间为10 min左右时,可以获得较为理想的原始奥氏体晶粒。
图8所示为在不同温度不同时间下原始奥氏体晶粒粒径。
从图8可以看出:当保温时间一定时,原始奥氏体晶粒粒径随着加热温度的升高而增加。
而且增长趋势大体相同;当加热温度一定时,原始奥氏体晶粒粒径随着保温时间的增加而增加;当温度高于950℃时,原始奥氏体晶粒粒径的增长速率明显加快;特别是当保温时间为15 min时,晶粒变得明显粗大,曲线的最低值也与其他3条曲线最高值相当。