焊缝无损检测报告样本
钢材及焊缝无损检测报告模板(磁粉法)
钢材及焊缝无损检测(磁粉法)检测报告报告日期:2019年01月20日钢材及焊缝无损检测(磁粉法)检测报告工程名称/ 委托/任务编号RW-2019-0012 委托单位/ 样品编号2019-0012-0001 施工单位/ 设计单位/监理单位/ 检测地点室内构件名称对接焊钢板构件编号/构件状态表面打磨至光洁检测环境条件室内检测比例100% 检测日期2019年01月20日设计要求一级焊缝检测类别现场考核检测依据1、《钢结构现场检测技术标准》GB/T 50621-20102、《焊缝无损检测磁粉检测》GB/T 26951-20113、《焊缝无损检测焊缝磁粉检测验收等级》GB/T 26952-20114、设计图纸及相关技术资料检测项目分项检测结论及存在问题磁粉检测1、检测构件共1 件,检测焊缝共1 条,检测焊缝总长554 mm,合格。
2、返修构件共/ 件,返修焊缝共/ 条,返修焊缝总长/ mm,同一部位经/ 次返修后合格。
检测部位示意图/ 备注/钢材及焊缝无损检测(磁粉法)检测报告附页工程名称/构件名称对接焊钢板焊缝种类●平板○环缝○T型○管座焊接方式●手工电弧焊○CO2保护焊○埋弧焊材质及规格Q235B452×293×20mm仪器名称磁粉探伤仪(自编号:17-57)仪器型号B310检测工艺编号/ 磁化方法连续法磁粉种类黑油磁悬液灵敏度试片型号A1-30/100μm 磁悬液浓度2ml/100mL 磁化方向单磁轭交叉垂直磁化电流交流电提升力≥45N 磁化时间2S 触头(磁轭间距)75-200mm检测等级1级依据标准GB/T 50621-2010 GB/T 26951-2011 GB/T 26952-2011检测部位缺陷情况序号焊缝部位编号焊缝长度(mm)检测长度(mm)缺陷编号缺陷类型缺陷磁痕尺寸(mm)缺陷处理方式及结果最终评级打磨后复检缺陷补焊后复检缺陷性质磁痕尺寸(mm)性质磁痕尺寸(mm)1 1# 554 554 / / 0 ∕∕∕∕I级/ / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / /。
钢材及焊缝无损检测报告模板(超声法)
/
/
/
/
检
测
部
位
示
意
图
/
备注
1、检测的构件已安装成型,检测的焊缝外观基本无异常。
2、NI:无应记录缺陷,RI:有应记录缺陷,UI:有应返修缺陷。
钢材及焊缝无损检测(超声法)检测报告附页
试验室名称:/报告编号:/
工程名称
试块
CSK-IA
检测等级
B级
依据标准
GB/T 11345-2013、
GB/T 50621-2010
序号
构件名称(编号)
检测部位(编号)
检测长度
检测结果
备注
1
1#
构件中部
554mm
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
/
/
/
○NI○RI○UI
/
/
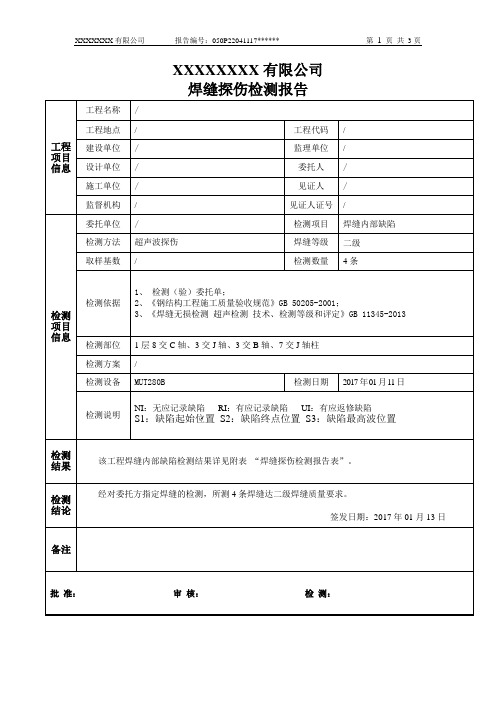
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
焊缝的射线检测无损检测大作业射线检测应用
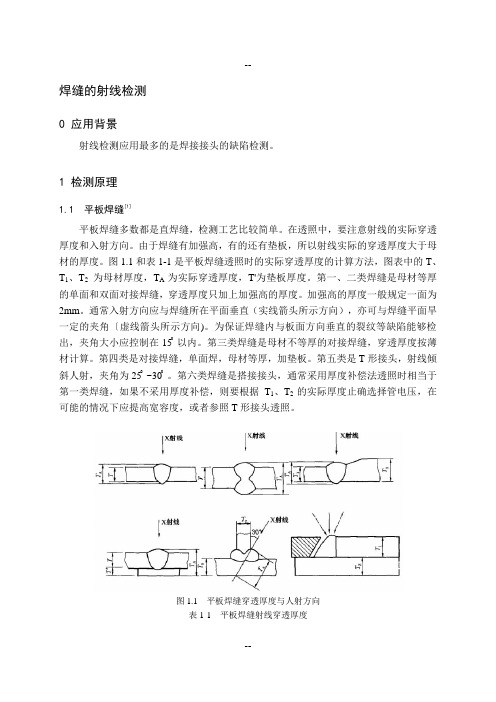
焊缝的射线检测0 应用背景射线检测应用最多的是焊接接头的缺陷检测。
1 检测原理1.1 平板焊缝[1]平板焊缝多数都是直焊缝,检测工艺比较简单。
在透照中,要注意射线的实际穿透厚度和入射方向。
由于焊缝有加强高,有的还有垫板,所以射线实际的穿透厚度大于母材的厚度。
图1.1和表1-1是平板焊缝透照时的实际穿透厚度的计算方法,图表中的T、T1、T2为母材厚度,T A为实际穿透厚度,T'为垫板厚度。
第一、二类焊缝是母材等厚的单面和双面对接焊缝,穿透厚度只加上加强高的厚度。
加强高的厚度一般规定一面为2mm。
通常入射方向应与焊缝所在平面垂直(实线箭头所示方向),亦可与焊缝平面旱一定的夹角〔虚线箭头所示方向)。
为保证焊缝内与板面方向垂直的裂纹等缺陷能够检出,夹角大小应控制在15̊以内。
第三类焊缝是母材不等厚的对接焊缝,穿透厚度按薄材计算。
第四类是对接焊缝,单面焊,母材等厚,加垫板。
第五类是T形接头,射线倾斜人射,夹角为25̊~30̊。
第六类焊缝是搭接接头,通常采用厚度补偿法透照时相当于第一类焊缝,如果不采用厚度补偿,则要根据T1、T2的实际厚度止确选择管电压,在可能的情况下应提高宽容度,或者参照T形接头透照。
图1.1 平板焊缝穿透厚度与人射方向表1-1 平板焊缝射线穿透厚度1.2 环焊缝环焊缝,即管件、筒件和容器等的圆周焊缝,按照工件直径、壁厚的不同和结构的特点,可以采用不同的检测方法进行检测。
概括起来可分为下三种:源在外单壁检测方法;源在外双壁检测方法;源在内.单壁检测方法,包括周向检、偏心检测。
X射线扫描检测技术是射线照相检测技术的延伸,主要应用于可将胶片放置于环焊缝内部的中小直径管的大批量的射线检测,是一种非常行之有效的、较为特殊的X射线检测方法。
(1)源在外单壁检侧方法[1]源在外单壁检测方法的透照布置如图1.2所示。
射线源置于焊缝的中心线上,中心射线束垂直于被透照焊缝。
在这种透照布置中,胶片暗盒背面必须放置铅板。
分享无损检测报告格式

细分招聘专家,精准求职首选:检测就业网磁粉检测报告REPORT OF MAGNETIC PARTICLE DETECTION客户/Client:报告号/Report No.:工程名称Project Name 检测地点Test Position材质Material 接头种类Joint Type焊接方法Welding Method验收标准Acc. Criterion 合格级别Acc. Grade磁化方法Magnetization Method仪器型号Instrument Type编号Serial No.磁轭类型Yoke Type提升力Lifting Power灵敏度试片Sensitivity Black表面状态Surface Condition磁粉Magnetic Ink反差剂Contrast Paint检测日期Testing Date序号No.构件号Item No.节点号Joint No.焊缝号Weld No.缺陷情况(定性/定量)Defect Condition级别Grade评定Evaluation备注Remarks备注/Notes:NSD—未见应记录缺陷L—缺陷指示长度(mm)检测Tested By技术监督Tech. Supervisor批准Approved By细分招聘专家,精准求职首选:检测就业网日期/Date日期/Date日期/DateSFT-3-07-01-F 第页共页Page: /超声检测报告REPORT OF ULTRASONIC EXAMINATION客户/Client:报告号/Report No.:工程名称Project Name 检测地点Test Position材质Material 接头种类Joint Type焊接方法Welding Method验收标准Acc. Criterion 检验等级Exam. Level合格级别Acc. Grade仪器型号Instrument Type编号Serial No.试块Test Block探头Probe 耦合剂Couplant表面状态Surface Condition扫描调节Sweep Range Calibration 扫查灵敏度Scanning Sensitivity检测日期Testing Date序号No.构件号Item No.焊缝号Weld No.板厚THK(mm)检测长度Test Length(mm)缺陷情况Defect Condition级别Grade评定Evaluation备注Remarks备注/Notes:NSD—未见应记录缺陷D—缺陷至检测面的深度(mm) L--缺陷指示长度(mm)细分招聘专家,精准求职首选:检测就业网 检测Tested By日期/Date技术监督Tech. Supervisor日期/Date批准Approved By日期/Date第 页共 页Page: /射 线 检 测 报 告REPORT OF RADIOGRAPHIC EXAMINATION客户/Client: 报告号/Report No.:工程名称 Project Name 检测地点 Test Position材质 Material 接头种类 Joint Type 焊接方法Welding Method验收标准 Acc. Criterion 合格级别 Acc. Grade 照相质量等级 Exam. Level 仪器型号Instrument Type编号 Serial No. 透照技术 Radiographic Tech. 胶片Film Type增感屏Intensifying Screen象质计 I.Q.I.管电压(Kv) Tube Voltage 透照距离L1(mm) Distance L1曝光量(mA.min)Exposure底片黑度 Film Density 灵敏度 Sensitivity 检测日期Test Date序号 No. 构件规格 Item Size 焊缝号 Weld No. 底片编号 Film No. 缺陷情况(定性/定量) Defect Condition级别 Grade 评定Evaluation 备注Remarks细分招聘专家,精准求职首选:检测就业网备注/Notes:NSD—未见应记录缺陷L—缺陷长度(mm) Φ—缺陷直径(mm)评片Evaluated By 日期/Date技术监督Tech. Supervisor日期/Date批准Approved By日期/Date第页共页Page: / 渗透检测报告REPORT OF PENETRANT FLAW DETECTION客户/Client:报告号/Report No.: 工程名称Project Name材质Material 接头种类Joint Type焊接方法Welding Method验收标准Acc. Criterion 合格级别Acc. Grade表面状态Surface Condition清洗剂Cleaner 渗透剂Penetrant显像剂Developer工件温度(℃) Item Temp.渗透时间(min)Penetrant Time显像时间(min)Developing Time对比试块Sensitivity Block 检测地点Test Position检测日期Testing Date序号No.构件号Item No.节点号Joint No.焊缝号Weld No.缺陷情况(定性/定量)Defect Condition级别Grade评定Evaluation备注Remarks细分招聘专家,精准求职首选:检测就业网备注/Notes:NSD—未见应记录缺陷L—缺陷指示长度(mm)第页共页Page: /。
焊缝内外观检验报告
焊缝内外观检验报告1. 引言焊缝内外观检验是焊接质量控制的重要环节之一。
焊缝内外观的检验能够评估焊接接头的质量及其可靠性,检测并排除潜在的缺陷,确保焊接工艺的稳定性和可靠性。
本报告旨在对焊缝内外观检验进行详细描述,包括检验方法、标准要求、检验结果以及结论。
2. 检验方法焊缝内外观的检验方法主要包括目视检查、放射性检测和超声波检测等。
2.1 目视检查目视检查是最常用、最简单的焊缝内外观检验方法之一。
通过裸眼观察焊缝的外观,判断焊缝是否存在裂纹、气孔、夹渣等缺陷。
目视检查可以迅速判断焊缝的质量,但无法对焊缝进行定量评估。
2.2 放射性检测放射性检测是一种利用放射性射线(如X射线或γ射线)穿透被测焊缝材料的方法来检测焊缝内部缺陷的方法。
通过观察放射线照片,可以检测出焊缝内部的缺陷,如气孔、夹渣、裂纹等。
放射性检测具有高灵敏度和高精度的优点,可以在焊接接头材料中发现微小的缺陷。
2.3 超声波检测超声波检测是利用超声波在材料内部传播时与缺陷相互作用,通过接收和分析反射、折射、散射等超声波信号来检测焊缝内部缺陷的方法。
超声波检测可以检测出焊缝内部的各种缺陷,如裂纹、夹渣、气孔等,并能够定量评估缺陷的尺寸、位置及其对焊接接头的影响。
3. 标准要求焊缝内外观检验的标准要求通常由国家或行业标准规定。
以下列举了常见的标准要求:•国家标准 GB/T 9443-2008《金属焊接焊缝放射性检测》•行业标准 JB/T 4730-2005《压力容器焊缝无损检测》•国际标准 ISO 17640:2010《无损检测.焊接透射射线检测焊缝》根据不同的焊接材料、焊接接头类型和使用环境要求,具体的标准要求会有所差异。
4. 检验结果根据焊缝内外观检验所采用的不同方法,检验结果也会有所区别。
以下是一些可能的检验结果:•目视检查:良好、有缺陷(如裂纹、气孔、夹渣等)•放射性检测:缺陷类型、缺陷位置、缺陷尺寸等•超声波检测:缺陷类型、缺陷位置、缺陷尺寸、缺陷对焊接接头性能的影响等根据检验结果,可以对焊缝进行合格/不合格的评定,并采取相应的措施进行修复或者改进。
焊评报告
焊接工艺评定报告(PQR)焊接工艺代号20#-Ø57×3.5工艺评定编号PQR-2015-07山东全兴机电安装工程有限公司母材20# 与20# 相焊规格Ø57×3.5焊材ER50-6+E4315焊接方法GTAW + SMAW预热温度——焊后热处理规范——评定厚度范围 1.5—8mmNB/T 47014—2011(JB/T 4708)焊接工艺评定报告单位名称山东全兴机电安装工程有限公司焊接工艺评定报告编号 PQR-2015-07 预焊接工艺规程编号: PWPS-2015-07焊接方法 GTAW+SMAW 机动化程度:手动接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)母材:材料标准GB3087-2008材料代号20#类、组别号FeI、FeI-1与类、组别号FeI、FeI-1相焊厚度≤8mm直径4mm其他/ 焊后热处理:保温温度(℃) / 保温时间(h) / 保护气体:气体混合比流量(L/min)保护气体氩气99.99%9L/min尾部保护气/ / /背部保护气/ / /填充金属:焊材类别低氢钠型焊材标准E4315 焊材型号J427焊材牌号ER50-6 焊材规格Ø3.2mm 焊缝金属厚度4mm 其他/ 电特性:电流种类直流极性GTAW正接SMAW 反接钨极尺寸Ø2.5mm焊接电流(A)GTAW180,SMAW115 电弧电压(V)GTAW16,SMAW22 焊接电弧种类短路弧其他/焊接位置:对接焊缝位置1G 方向:(向上、向下)角焊缝位置向上方向:(向上、向下)技术措施:焊接速度:(cm/min)10.2 摆动或不摆动摆动预焊接工艺规程(pWPS)单位名称:山东全兴机电安装工程有限公司预焊接工艺规程编号:pWPS-2015-07 日期:2014-11 所依据焊接工艺评定报告编号:PQR-2015-07 焊接方法:GTAW+SMAW 机械化程度:手动焊接接头:坡口形式:V型衬垫(材料及规格):无其他:无简图:1层打底焊,2、3层填充盖面,层间清渣、接头错开焊后焊工自检合格母材:类别号FeI 组别号FeI-1 与类别号FeI 组别号FeI-1 相焊或标准号GB3087 材料代号20# 与标准号GB3087 材料代号20# 相焊对接焊缝焊件母材厚度范围: 1.5mm-8mm角焊缝焊件母材厚度范围: 1.5mm-8mm管子直径、壁厚范围:对接焊缝 1.5mm-8mm 角焊缝 1.5mm-8mm其他/填充金属:焊材类别:焊丝焊条焊材标准:GB/T8110-2008 GB/T5117-2012填充金属尺寸:Ø2.5Ø3.2焊材型号:ER50-6 E4315焊材代号(金属材料代号):T50-6 J427填充金属类别:- -其他:——对接焊缝焊件焊缝金属厚度范围: 1.5mm-8mm 角焊缝焊件焊缝金属厚度范围: 1.5mm-8mm耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb0.07 0.33 0.70 0.015 0.007 0.03 0.01 0.004 0.003 - - 其他:——910山东全兴机电安装工程有限公司焊评试验施焊记录表焊评编号(PRT NO.)PQR-2015-07焊工钢印检验员记录员母材名称钢号规格炉批号材质证明其他碳素钢管20# Ø57×3.521541 合格——碳素钢管20# Ø57×3.521541 合格——焊材牌号规格批号烘干材质证明——TG-50 Ø2.512021560 ——合格——J427 Ø3.20326A 150℃/60min 合格——以下空白焊接位置1G 接头形式简图:施焊技术——预热温度——层间温度——焊后热处理——清根方法——保护气体氩气脉冲参数——焊接层次焊接方法焊材牌号规格电流极性电流(A)电压(V)焊接速度cm/min钨极直径喷嘴直径1 GTAW TG-50 Ø2.5直流正接180 15 12 Ø2.5Ø132 SMAW THJ427 Ø3.2直流反接115 22 12 ————3 SMAW THJ427 Ø3.2直流反接115 22 12 ————焊工日期检验员日期力学性能试验报告申请单位:山东全兴机电安装工程有限公司审核:。
管道焊口超声检测报告

管道焊口超声检测报告一、检测对象:本次超声检测的对象是一条新焊接完成的管道,总长度为XXX米,使用焊接工艺为XXX,焊接材料为XXX。
二、检测方法:采用超声波探伤仪对管道焊口进行全面检测,主要包括探测焊缝的尺寸、焊缝内的缺陷,并根据国际标准XXX进行评定。
三、检测参数:1.超声探头型号:XXX2.模式:脉冲回波法3.探头频率:XXXMHz4.声速:XXXm/s四、检测结果:1.焊缝尺寸测量结论:根据超声波探测仪的测量结果,本次管道焊接的焊缝尺寸达到了要求。
焊缝的宽度在设定的标准范围内,没有出现明显的偏差或变窄现象。
2.缺陷检测结论:本次管道焊口超声检测共发现XX处焊缝缺陷,缺陷类型主要包括焊缝内夹杂物、疏松、气孔等。
- 焊缝内夹杂物:共检测到X处夹杂物,夹杂物尺寸在Xmm以内,未对焊缝强度产生明显影响。
-疏松:检测到X处疏松,疏松程度在X%以内,未对焊缝的力学性能产生明显影响。
- 气孔:检测到X处气孔,气孔尺寸在Xmm以内,未对焊缝的密封性和强度产生明显影响。
3.评定标准:根据国际标准XXX,对管道焊口超声检测的结果进行评定。
根据检测结果,该焊缝超声检测等级为XXX级,符合标准要求。
五、检测结论及建议:根据本次超声检测结果,管道焊接的焊缝尺寸满足要求,但存在少量焊缝缺陷。
根据国际标准评定结果,该焊缝符合标准要求。
建议:1.对于存在夹杂物的焊缝,建议进行清理、打磨等处理,以提高焊缝质量。
2.对于存在疏松现象的焊缝,建议进行补焊或其他强化措施,以提高焊缝强度。
3.对于存在气孔的焊缝,建议进行打孔处理,并进行重新焊接,以确保焊缝的密封性。
六、附件:本报告附有焊缝超声检测过程中的实时图像、波形图等,具体内容详见附件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Material
/
材料厚度
Thickness
㎜
检测数量
Quantity
接头型式
Joint Type
对接焊缝
Butt weld
坡口型式
Bevel Type
V
焊接方法
Welding Method
FCAW(CO2)
仪器型号
Instrument Type
仪器编号
Serial No.
检测时机
Test time
执行标准
UT standard
GB/T11345-89
合格级别
Acc Criteria
Grade II
检测日期
Inspection Date
开工---结束
检测部位示意图和详细说明:管对接部位
Testing location sketch and description:
拍张照片插入
检测结果: Test results:
检测员:
Inspector:
证书号 Cert. No.:
日期Date:
审核者:
Manager:
证书号 Cert. No.:
日期Date:
验收者:
Surveyor:
日期Date:
XXX无损检测有限公司
超声波探伤检测报告
Non-destructive Test . UT Repor
委托单位
Consigner
报告编号:
Report No.
结构名称
Structure Name
DN200 无缝钢管对接焊
检测部位Testing Location
如图示
As figure
产品图号
Product No.
按规程对图示焊缝进行了UT检测,结果符合GB/T11345-89II级质量要求。
According to the requirementsof NDEprocedure, carriedout UT inspection of marked locations where lifting eyes removed in the figures, theresults arecomplied to grade I ofGB/T11345-89.
> Leabharlann rs探头型号Probe Type
5P 9×9 4°
参考试块
Test Block
CSK-IA/RB-2
扫查灵敏度
Scan Sensitivity
φ3-16 dB
表面状况
Surface condition
打磨
Grinding
耦合剂
Coupling
化学浆糊
CMC
综合补偿
Compensation
4 dB