分享无损检测报告格式
各种无损检测中英文报告格式

Developing Time
对比试块
Sensitivity Block
检测地点
Test Position
检测日期
Testing Date
序号No.
构件号
Item No.
节点号
Joint No.
焊缝号
Weld No.
缺陷情况(定性/定量)
Defect Condition
级别
Grade
续表(Contd)
报告号/Report No.:
序号No.
构件号
Item No.
焊缝号
Weld No.
板厚
THK(mm)
检测长度
Test Length(mm)
缺陷情况
Defect Condition
级别
Grade
评定Evaluation
备注
Remarks
第页
共页
Page: /
射线检测报告
REPORT OF RADIOGRAPHIC EXAMINATION
检测
Tested By
日期/Date
技术监督
Tech. Supervisor
日期/Date
批准
Approved By
日期/Date
SFT-3-07-01-F
第页
共页
Page: /
续表(Contd)
报告号/Report No.:
序号No.
构件号
Item No.
节点号
Joint No.
焊缝号
Weld No.
Instrument Type
编号
Serial No.
透照技术
无损检测考试报告
无损检测考试报告引言无损检测是一种非破坏性测试方法,用于检测材料和结构的缺陷和隐患,以确保其质量和完整性。
本报告旨在总结和分析无损检测考试的结果,并提出相应的建议。
背景无损检测在工业、航空航天、建筑和交通运输等领域发挥着重要作用。
其主要目的是通过使用各种无损检测方法,例如超声波、磁粉检测、涡流检测等,对材料和结构进行全面评估,以找出可能存在的缺陷和隐患,从而避免潜在的事故和损失。
方法本次无损检测考试采用了超声波检测和磁粉检测两种常用方法。
超声波检测通过发射和接收超声波来检测材料内部的缺陷,而磁粉检测则利用涂有磁粉的表面来检测材料表面的裂纹和缺陷。
结果经过对样本进行超声波检测,我们发现样本中存在一处隐患,即裂纹。
裂纹的长度为2厘米,深度为0.5毫米。
此外,经过磁粉检测,我们还发现了样本表面的微小裂纹,这可能会导致材料在应力下更容易断裂。
分析通过对检测结果的分析,我们可以得出以下结论: 1. 样本存在一处较大的裂纹,可能会导致材料的强度和稳定性下降。
2. 样本表面的微小裂纹可能会逐渐扩大,进而引发更严重的问题。
3. 进行无损检测是发现材料和结构缺陷的有效手段,可以帮助我们及早发现问题并采取相应的修复措施。
建议基于以上分析,我们提出以下建议: 1. 对于存在较大裂纹的样本,建议立即进行修复或更换,以避免潜在的事故和损失。
2. 对于表面微小裂纹的样本,建议采取预防措施,例如增加材料的保护层或定期进行检测和维护,以防止裂纹扩大。
3. 加强对无损检测方法的研究和培训,以提高检测的准确性和可靠性。
结论无损检测是保障材料和结构完整性的重要手段,通过采用超声波和磁粉检测等方法,我们可以有效地发现材料和结构的缺陷和隐患。
本次考试结果显示样本存在一处较大裂纹和表面微小裂纹,为此我们提出了相应的建议,以确保材料和结构的安全和稳定。
注意:本报告是基于虚构数据的示例报告,用于演示无损检测考试报告的写作方法和结构。
实际报告应根据具体情况进行撰写,并遵循相关行业标准和规范。
超声波无损检测报告

超声波无损检测报告一、目的本次超声波无损检测的目的是对被测材料进行缺陷检测,以评估其质量,并给出相应的建议。
二、被测材料被测材料为一块厚度为30mm的钢板。
三、检测设备和参数本次检测采用的超声波无损检测设备为XX型号,检测参数设置如下:-超声波频率:5MHz- 发射脉冲宽度:100ns-接收通道增益:40dB四、检测方法本次检测采用了传统的接触式超声波检测方法。
将超声传感器与被测材料接触,通过向材料中发射超声波脉冲,并记录其反射信号,从而分析材料的内部结构和缺陷情况。
五、检测结果与分析经过对被测材料进行超声波无损检测,得到如下检测结果:1.结构分析通过对材料的超声波回波信号分析,可以得出材料的内部结构。
根据回波信号的强度和延迟时间,可以判断材料中存在的层次、孔隙或夹杂物。
根据本次检测结果,被测材料的内部结构均匀且无明显缺陷。
2.缺陷检测本次检测的目的是检测被测材料中的缺陷情况。
经过对材料各部分的超声波回波信号进行分析,未发现任何缺陷信号。
可判断被测材料表面和内部无明显缺陷。
六、结论与建议根据上述检测结果分析,可以得出以下结论:1.被测材料的内部结构均匀,无明显结构层次和孔隙。
2.被测材料表面和内部未发现任何可见缺陷。
综上所述,被测材料质量良好,符合要求。
建议继续定期进行无损检测,以确保其质量稳定。
七、附图附图展示了本次检测中的超声波回波信号示意图,其中显示了材料内部结构与缺陷情况。
八、检测人员本次检测由XXX公司的XXX工程师进行,具有相关无损检测经验和资质。
九、报告编制本次报告由XXX工程师负责编制。
十、备注本次检测报告仅针对被测材料的现状进行分析和评估,如需进一步了解材料的性能和可靠性,请查阅相关材料技术文件或进行更加详尽的检测。
[1]超声波无损检测技术手册[2]XX国家标准-超声波无损检测方法。
无损检测射线报告模板

无损检测射线报告模板1. 引言无损检测射线报告是对材料进行无损检测后所得到的数据和结果的汇总和分析。
该报告旨在提供对被检测材料的可靠性和安全性的评估,以及可能存在的缺陷和问题的诊断和解决方案。
2. 被检材料信息- 被检材料名称:- 被检材料型号:- 被检材料批次号:- 检测日期:- 检测单位:3. 检测方法及参数在本次检测中,采用了以下无损检测方法:- X射线检测- 射线能量:XXX kV- 焦点尺寸:XXX- 照射时间:XXX4. 检测结果和分析经过无损检测,我们得到了以下结果和分析:4.1 图像结果图1:被检材料的X射线检测图像4.2 缺陷分析在X射线检测中,我们发现了以下缺陷:- 缺陷1:位置、形状、尺寸、密度等信息- 缺陷2:位置、形状、尺寸、密度等信息- ...4.3 缺陷等级评定根据我们的评估,我们将缺陷分为以下等级:- 等级1:严重缺陷,对材料的可靠性和使用安全性产生重大影响- 等级2:中等缺陷,对材料的可靠性和使用安全性产生一定影响- 等级3:轻微缺陷,对材料的可靠性和使用安全性影响较小4.4 解决方案和建议针对上述缺陷,我们提出了以下解决方案和建议:- 解决方案1:详细描述解决方案和实施步骤- 解决方案2:详细描述解决方案和实施步骤- ...5. 结论通过本次无损检测,我们对被检材料的缺陷和问题进行了全面的评估和分析,并提出了相应的解决方案和建议。
我们建议采取必要的措施来修复和改进被检材料,以确保其可靠性和使用安全性。
6. 参考文献- 参考文献1:作者,题名,刊物名称,年份,页码- 参考文献2:作者,题名,刊物名称,年份,页码- ...。
各种无损检测中英文报告格式
REPORT OF MAGNETIC PARTICLE DETECTION
客户/Client:
报告号/Report No.:
工程名称
Project Name
检测地点
Test Position
材质
Material
接头种类
Joint Type
焊接方法
Welding Method
验收标准
Acc. Criterion
表面状态
Surface Condition
扫描调节
SweepRangeCalibration
扫查灵敏度
Scanning Sensitivity
检测日期
Testing Date
序号No.
构件号
Item No.
焊缝号
Weld No.
板厚
THK(mm)
检测长度
Test Length(mm)
缺陷情况
Defect Condition
L—缺陷长度(mm)Φ—缺陷直径(mm)
评片
Evaluated By
日期/Date
技术监督
Tech. Supervisor
日期/Date
批准
Approved By
日期/Date
第页
共页
Page: /
续表(Contd)
报告号/Report No.:
序号No.
构件规格
Size
焊缝号
Weld No.
底片黑度
Film Density
灵敏度
Sensitivity
检测日期
Test Date
序号No.
构件规格
Item Size
无损检验(探伤)报告

说明此文档非专业性报告,非常简单粗略,只是给后来的人(可能是我的学弟学妹)借鉴。
所以请勿把此报告和专业的报告相比。
12000DWT成品油船106分段1.1焊缝种类1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
接头形式:对接接头角接接头T型接头主要数据No. 序号构件名称厚度型式k(mm)焊脚L(mm)焊脚长度S(mm)间距1 肋板12与外板12 DC 5/5 与平板龙骨18 DC 5/5 与旁龙骨12 DC 5/5 与面板14 DC 5/5 与纵舱壁8.10 DC 5/52 旁内龙骨12与外板12 DC 5/5与肋板10,12 DC 5/5与横舱壁8,10 DC 5/5与面板14 DC 5/5尾封板12 DC 5/54 平台板(7000WL) 9周界DC 5/51.2焊接工艺过程(1)胎架制造:通常选择正切基准面。
(2)安装外板:吊装K行板,使其中心线对准,X行板的纵横位置确定后,用马板雨胎架固定。
依次吊装X行板左右两扔的板,纵缝以胎架模板上的纵缝位置线为准,端接缝则以胎架平台上的端缝位置线为准,划线,切割余量。
板缝拼接,定位焊接结束后,用小块钢板格外板与胎架固定,此外板与胎架必须贴禁。
(3)划纵横构件线,外板拼焊结束后即可进行分段纵横构架的划线,划线的方法很多,可根据分段的具体情况采用不同的方法。
主要有拉线架构吊线锤法,基准线对线法、对角线法、激光经纬仪划线法。
(4)安装纵横架构:双层底架构装配一般可采用分离法,放射法和插入法。
(5)分段焊接:双层底内的管系及其附件应放在纵横管架装焊结束,吊装内底板之前进行,内地板上的焊装件,则在内底板装焊结束并待分段整个矫正完毕后再进行。
(6)安装内底板是预先拼焊成长板列,将内底板依次吊上分段进行装配定位和板缝及架构的焊接,另一种方法是在平台上拼装内底板,在拼焊好的内底板上装焊内底纵骨,再将内底板平面分段吊上胎架,与船底骨架,船底外板定位焊。
无损检验报告

无损检验报告
报告编号:XXXX
委托单位:XXX公司
被测物品:XXX产品
检测单位:XXX检验有限公司
检验人员:XXX
一、检验目的及范围
本次检验旨在对委托单位提供的被测物品进行无损检测,检测范围包括但不限于:外观检测、超声波检测、射线检测、涡流检测。
二、检验结果
经过多项无损检测手段,本次检测获得以下结果:
1.外观检测:被测物品表面无明显破损,无影响使用的划痕。
2.超声波检测:被测物品结构完整,无内部缺陷。
3.射线检测:被测物品内部无裂纹、过长气孔等缺陷。
4.涡流检测:被测物品表面无裂纹、不平整等缺陷。
三、检验结论与建议
根据以上检测结果,本次检验认为被测物品符合相应的质量要求,并建议委托单位可继续使用。
但仍建议定期进行相关检测,以保证被测物品的安全性和使用寿命。
四、其他事项
1.本报告系本次无损检测的真实结果,不作为任何法律证明文件。
2.对于被测物品进行检验前,请确保良好的通风、安全措施等。
3.本报告有效期为三个月。
五、联系方式
如有关于报告的任何疑问,请联系本检验单位:
XXX检验有限公司
地址:XXX
联系人:XXX
电话:XXX
传真:XXX
邮箱:XXX 六、附件
无
本次报告结束。
材料无损检测实验报告(3篇)
第1篇一、实验目的1. 理解材料无损检测(NDT)的基本原理和重要性。
2. 掌握几种常用无损检测方法(如超声波检测、射线检测、磁粉检测等)的操作流程和数据分析。
3. 通过实际操作,提高对材料缺陷的识别能力,为后续工程实践打下基础。
二、实验原理无损检测(NDT)是一种在不破坏材料的前提下,对材料内部缺陷进行检测的技术。
它广泛应用于工业、航空航天、建筑等领域。
无损检测的原理主要包括:1. 超声波检测(UT):利用超声波在不同介质中的传播特性,检测材料内部的裂纹、气孔等缺陷。
2. 射线检测(RT):利用射线穿透物体时,被内部缺陷吸收或散射的现象,检测材料内部的缺陷。
3. 磁粉检测(MT):利用磁性材料在磁场中产生磁粉聚集的现象,检测材料表面的裂纹、划痕等缺陷。
三、实验设备与材料1. 实验设备:- 超声波检测仪- 射线检测仪- 磁粉检测仪- 标准试块- 被检测材料(如钢、铝等)2. 实验材料:- 超声波检测:水、耦合剂- 射线检测:X射线胶片- 磁粉检测:磁粉、脱磁剂四、实验步骤1. 超声波检测(UT):- 将超声波检测仪的探头放置在待检测材料表面,调整探头与材料的耦合状态。
- 调整检测仪的参数,如频率、增益等。
- 对材料进行扫描,观察超声波的反射信号,分析材料内部的缺陷。
- 将检测数据记录在实验报告中。
2. 射线检测(RT):- 将待检测材料放置在射线检测仪的照射范围内。
- 调整射线检测仪的参数,如曝光时间、能量等。
- 检测过程中,观察X射线胶片上的图像,分析材料内部的缺陷。
- 将检测数据记录在实验报告中。
3. 磁粉检测(MT):- 将待检测材料放置在磁粉检测仪的磁场中。
- 涂抹磁粉,观察磁粉在材料表面的聚集情况。
- 分析磁粉聚集的位置和形态,判断材料表面的缺陷。
- 将检测数据记录在实验报告中。
五、实验结果与分析1. 超声波检测(UT):- 在超声波检测中,发现材料内部存在一定数量的裂纹和气孔。
- 根据缺陷的位置、大小和形状,判断缺陷的性质和严重程度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
细分招聘专家,精准求职首选:检测就业网
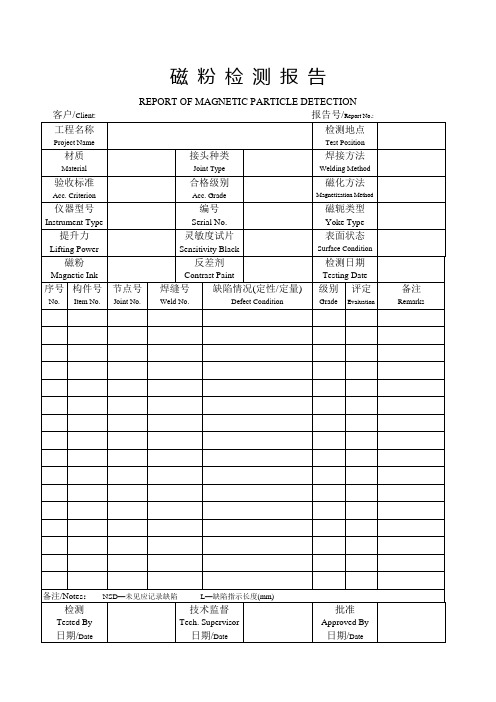
磁粉检测报告
REPORT OF MAGNETIC PARTICLE DETECTION
客户/Client:报告号/Report No.:
工程名称Project Name 检测地点Test Position
材质Material 接头种类
Joint Type
焊接方法
Welding Method
验收标准Acc. Criterion 合格级别
Acc. Grade
磁化方法
Magnetization Method
仪器型号Instrument Type
编号
Serial No.
磁轭类型
Yoke Type
提升力Lifting Power
灵敏度试片
Sensitivity Black
表面状态
Surface Condition
磁粉Magnetic Ink
反差剂
Contrast Paint
检测日期
Testing Date
序号No.构件号
Item No.
节点号
Joint No.
焊缝号
Weld No.
缺陷情况(定性/定量)
Defect Condition
级别
Grade
评定
Evaluation
备注
Remarks
备注/Notes:NSD—未见应记录缺陷L—缺陷指示长度(mm)
检测Tested By
技术监督
Tech. Supervisor
批准
Approved By
细分招聘专家,精准求职首选:检测就业网
日期/Date日期/Date日期/Date
SFT-3-07-01-F 第页共页Page: /
超声检测报告
REPORT OF ULTRASONIC EXAMINATION
客户/Client:报告号/Report No.:
工程名称Project Name 检测地点Test Position
材质Material 接头种类
Joint Type
焊接方法
Welding Method
验收标准Acc. Criterion 检验等级
Exam. Level
合格级别
Acc. Grade
仪器型号Instrument Type
编号
Serial No.
试块
Test Block
探头Probe 耦合剂
Couplant
表面状态
Surface Condition
扫描调节Sweep Range Calibration 扫查灵敏度
Scanning Sensitivity
检测日期
Testing Date
序号No.构件号
Item No.
焊缝号
Weld No.
板厚
THK(mm)
检测长度
Test Length(mm)
缺陷情况
Defect Condition
级别
Grade
评定
Evaluation
备注
Remarks
备注/Notes:NSD—未见应记录缺陷
D—缺陷至检测面的深度(mm) L--缺陷指示长度(mm)
细分招聘专家,精准求职首选:检测就业网
检测
Tested By
日期/Date
技术监督
Tech. Supervisor
日期/Date
批准
Approved By
日期/Date
第 页
共 页
Page: /
射 线 检 测 报 告
REPORT OF RADIOGRAPHIC EXAMINATION
客户/Client: 报告号/Report No.:
工程名称 Project Name 检测地点 Test Position
材质 Material 接头种类 Joint Type 焊接方法
Welding Method
验收标准 Acc. Criterion 合格级别 Acc. Grade 照相质量等级 Exam. Level 仪器型号
Instrument Type
编号 Serial No. 透照技术 Radiographic Tech. 胶片
Film Type
增感屏
Intensifying Screen
象质计 I.Q.I.
管电压(Kv) Tube Voltage 透照距离L1(mm) Distance L1
曝光量(mA.min)
Exposure
底片黑度 Film Density 灵敏度 Sensitivity 检测日期
Test Date
序号 No. 构件规格 Item Size 焊缝号 Weld No. 底片编号 Film No. 缺陷情况(定性/定量) Defect Condition
级别 Grade 评定Evaluation 备注
Remarks
细分招聘专家,精准求职首选:检测就业网
备注/Notes:NSD—未见应记录缺陷
L—缺陷长度(mm) Φ—缺陷直径(mm)
评片Evaluated By 日期/Date
技术监督
Tech. Supervisor
日期/Date
批准
Approved By
日期/Date
第页共页Page: / 渗透检测报告
REPORT OF PENETRANT FLAW DETECTION
客户/Client:报告号/Report No.: 工程名称
Project Name
材质Material 接头种类
Joint Type
焊接方法
Welding Method
验收标准Acc. Criterion 合格级别
Acc. Grade
表面状态
Surface Condition
清洗剂Cleaner 渗透剂
Penetrant
显像剂
Developer
工件温度(℃) Item Temp.渗透时间(min)
Penetrant Time
显像时间(min)
Developing Time
对比试块Sensitivity Block 检测地点
Test Position
检测日期
Testing Date
序号No.构件号
Item No.
节点号
Joint No.
焊缝号
Weld No.
缺陷情况(定性/定量)
Defect Condition
级别
Grade
评定
Evaluation
备注
Remarks
细分招聘专家,精准求职首选:检测就业网
备注/Notes:NSD—未见应记录缺陷L—缺陷指示长度(mm)
第页共页Page: /。