钢材及焊缝无损检测报告模板(磁粉法)
磁粉报告模板格式

磁粉报告模板格式
1.概述
本文档为磁粉检测报告的模板格式说明文档,旨在提供报告模板的格式规范和标准,以保证报告的准确性和可读性。
2.报告基本信息
在磁粉检测报告中应包含如下基本信息:
•项目名称
•报告编号
•检验日期
•检验机构
•报告编制人员
3.试件信息
在磁粉检测报告中应包含如下试件信息:
•试件名称
•材质
•尺寸
•检测位置
•检测标准
•检测方法
•试件表面处理
4.检测结果
在磁粉检测报告中应包含如下检测结果:
•检测表面缺陷
•所在位置
•缺陷类型
•大小及长度
•检测结果
•缺陷等级和评价
5.技术评定
根据磁粉检测的检验标准和技术要求,对检测结果进行评定,包括缺陷等级评定和技术状况评定。
同时应将评定结果与相应的标准进行比较,以确定试件的合格性。
6.报告结论
根据磁粉检测的检验结果和技术评定,对试件的检测结果进行结论,明确试件的合格性或不合格性,并提出相关建议。
7.备注
在磁粉检测报告中,应注明与试件相关的特殊情况或需要特别说明的地方,以帮助报告的读者更好地理解和处理试件。
8.附录
在磁粉检测报告中,应包括试件的相关图纸和照片,以便报告的读者更好地理解试件的情况和检测结果,同时还应包括相关的检验记录和签名确认信息。
以上是磁粉检测报告模板的格式规范和标准,希望可以对相关人员在编写磁粉检测报告时提供帮助和指导,使得报告的准确性和可读性更好。
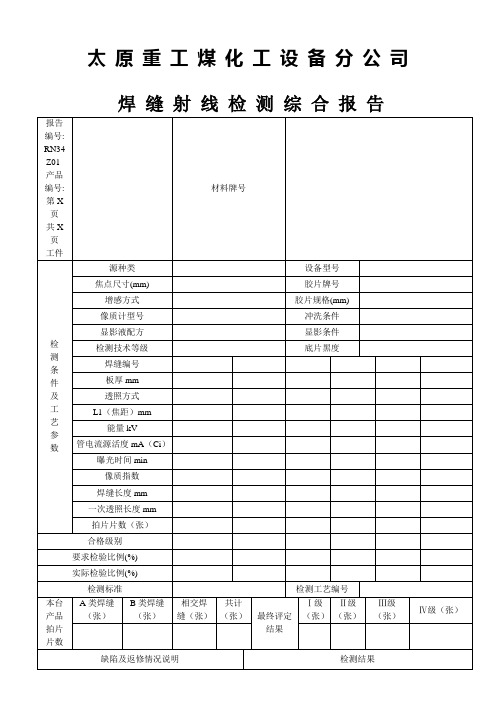
无损检测报告格式
磁悬液浓度
磁化方向
磁化电流
提升力
磁化时间
触头(磁轭)间距
技术
要求
检测比例
合格级别
检测标准
检测工艺编号
检
测
部
位
及
缺
陷
情
况
序号
焊缝(工件)部位编号
缺陷编号
缺陷类型
缺陷磁痕尺寸mm
缺陷处理方式及结果
最终评级(级)
打磨后复检缺陷
补焊后复检缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
1
2
3
4
5
6
7
8
9
10
产品名称/类别
表面状况
工作令
材质
工件名称/编号
数量
工件图号
工件类别
工件尺寸
焊接方法
工艺状况
检测日期
依据标准
验收等级
仪器型号/名称
仪器编号
检测方法
检测温度
标准试片
观察方式
渗透时间
显像时间
检测部位/方向/缺陷分布图:
以下部位表面渗透检测:
检测结果:
未发现表面缺陷显示。
评定
依据JB/T 4730.5-2005标准评定为:符合标准 □不符合标准
11
12
13
14
15
16
17
18
检测结论:1、符合JB/T4730.4-2005标准的要求,评定为合格。2、检验部位及缺陷位置详见记录。
报告人(资格)
年月日
审核人(资格)
年月日
无损检测专用章
太原重工煤化工分公司
射 线 底 片 评 定 表
(焊缝)磁粉检测报告
受控编号:
工程质量检测报告
工程名称:
检测内容: 钢结构磁粉检测
单位名称
委托单位:
设计单位:
施工单位:
见证单位:
检测单位:
声明
1、本报告无检验检测报告专用章及其骑缝章无效;
2、本报告无检测、审核、批准人签名无效;
3、本报告涂改、增删无效;
4、报告复印页数不全、未加盖检验检测报告专用章无效;
5、对本报告若有异议,应于收到报告之日起十五日内向本检测单位提出。
检测单位资质证书编号:
检测单位地址:
邮政编码:
电话:
钢结构磁粉检测结果
检测: (证号: ) (证号: ) 审核:
批准:
钢结构磁粉检测结果汇总表
注(根据需要自行增加或删除):
附图:检测构件/节点/焊缝示意图
现场检测工作及关键节点照片
附件
说明:1、本表由见证单位填写,作为检测报告的附件。
2、见证单位由监理单位担任,如无监理单位则由委托方担任。
磁粉检测报告格式(MT report)

Inspectiondrawing/检验图纸:
Equipment/设备:
Field indicator/Lifting Capacity Check:
现场指示器/提升能力是否检查:
Consumables
消耗材料
Degreaser
清理脱脂剂
Background
反差增强介质
Detecting Medium
Magnetic Particle Test Report
磁粉检验报告
Job /工作编号:
Report /报告编号:
Client /客户:
Date of Test/检验日期:
Project/项目:
Identification no :产品识别号:
Location/地点:
Material (Type/Thk):
检查介质
OBSERVATION & RESΒιβλιοθήκη LT观察结果:No结果
Weld Joint No
接头编号
Process
焊接方法
Welder No
焊工编号
Technician检验(Level/级II)
Verify审核
(Level/级II)
Client Representative
客户
Name姓名
Company公司
Signature签名
Date日期
材料(类型/厚度):
Surface Condition:
表面状态:
PWHT:
焊后热处理:
Technique :
磁化技术:
Method:
磁粉施加方法:
Test Temp.
试验温度:
无损检测探伤报告

CLEANING
渗透剂
PENETRANT
渗透时间
DWELL TIME
清洗剂
REMOVER
干燥时间
DRYING TIME
显象剂
DEVELOPER
显象时间
施加方式
APPLICATION
检测温度
照 明
LIGHT (EQUIP.)
规程编号
PROCEDURE (ID.& REV)
检测示意图
SKETCH
备注
示意图:
结论
探伤员
日期
锻件超声波探伤报告
计划材质
锻件厚度
mm
试件编号
仪器型号
探头型号
参考试块
耦合剂
表面补偿
灵敏度
探伤标准
验收级别
缺陷序号
X
(mm)
Y
(mm)
H
(mm)
L
(m
Bm)
SF/S
(%)
BC/BF
(dB)
Amax
(¢4±dB)
评定级别
备注
示意图:
结论
探伤员
日期
渗透探伤报告
工程号
JOB NO.
厚度
应识别
丝号
缺陷性质、数量、位置
结果
评定人员/日期
1
14-0002Ⅰ
A1
2-4
4
15
/
合格
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
磁粉探伤检测报告

磁粉探伤检测报告
这是磁粉探伤检测的报告:
项目:磁粉探伤检测
检测对象:XXX 零件
检测日期:YYYY年MM月DD日
检测方法:磁粉探伤
检测仪器:磁粉探伤仪
检测结果:经过磁粉探伤检测,以下为检测结果:
1. 缺陷部位:在零件表面发现了一处缺陷。
2. 缺陷类型:缺陷为裂纹。
3. 缺陷尺寸:缺陷长度为X mm,宽度为Y mm。
4. 缺陷位置:缺陷位于零件的Z区域。
5. 缺陷评级:根据ASTM E-709标准,将缺陷评为等级A。
6. 缺陷影响:缺陷对零件的功能没有明显影响,但在长期使用过程中可能引发裂纹扩展的风险。
结论:根据磁粉探伤检测结果,建议对该零件进行进一步的检修或处理,以防止缺陷的扩展并确保零件的可靠性和安全性。
备注:本报告仅为磁粉探伤检测结果,不涉及其他方面的评估
和建议。
请根据实际需求进行后续处理。
如需要更详细的信息或有任何疑问,请联系我们。
检测单位:XXX 检测中心
联系人:XXX
联系方式:电话/邮箱。
钢材检测报告样本
钢材检测报告样本1. 引言本文档旨在提供钢材检测报告的样本,以便于进行钢材质量评估和合格性判定。
本报告旨在提供一个标准化的格式,并包含了一般性的检测项目和方法。
2. 检测项目和方法2.1 钢材外观检测钢材外观检测主要用于评估钢材的表面质量和是否存在明显的缺陷。
外观检测通常通过肉眼观察和简单的测量实施。
2.1.1 表面质量评估钢材的表面质量评估应遵循国家或行业标准规定的标准,检测过程中应注意以下几个方面: - 表面是否有明显的划痕、凹陷或凸起。
- 表面是否有氧化或锈蚀迹象。
- 表面光洁度是否符合要求。
2.1.2 尺寸测量对于需要满足特定尺寸要求的钢材,尺寸测量是一个重要的检测项目。
常用的尺寸检测包括: - 钢材的宽度、厚度和长度测量。
- 钢材截面尺寸和形状测量。
2.2 钢材化学成分检测钢材的化学成分分析是评估钢材质量的关键步骤之一。
常用的化学成分检测方法包括: - 光谱分析法:如原子吸收光谱法、光电发射光谱法等。
- 化学滴定法:如氧化还原滴定法、络合滴定法等。
2.3 钢材力学性能检测钢材的力学性能是评估钢材用途和耐久性的重要指标。
常用的力学性能检测项目包括: - 强度测试:如屈服强度、抗拉强度等。
- 韧性测试:如断裂伸长率、冲击韧性等。
- 硬度测试:如布氏硬度、洛氏硬度等。
2.4 钢材非破坏性检测钢材的非破坏性检测旨在评估钢材的内部质量,而无需损坏实物。
常用的非破坏性检测方法包括: - 磁粉检测:通过施加磁粉并观察磁粉的集聚情况来检测钢材内部的裂纹。
- 超声波检测:通过向钢材发射超声波并分析回波来评估钢材的内部缺陷。
- 射线检测:如X射线检测、γ射线检测等,用于检测钢材的内部缺陷和异物。
3. 结果和评估3.1 外观检测结果根据对钢材外观的检测,本次检测结果如下: - 表面质量评估:符合国家标准要求。
表面无明显划痕、凹陷、凸起、氧化或锈蚀。
- 尺寸测量:满足设计要求。
3.2 化学成分检测结果钢材的化学成分检测结果如下: - 碳(C)含量:XX% - 硫(S)含量:XX% - 磷(P)含量:XX% - 锰(Mn)含量:XX% - …3.3 力学性能检测结果钢材的力学性能检测结果如下: - 屈服强度:XXX MPa - 抗拉强度:XXX MPa -断裂伸长率:XX%3.4 非破坏性检测结果根据对钢材的非破坏性检测,结果如下: - 磁粉检测:未检测到裂纹。
产品磁粉探伤检测报告(模版1
产品磁粉探伤检测报告
产品编号:
委托单位
部件名称
工 件
部件编号
检测部位
仪器型号
器
磁粉种类
材
及
磁悬液浓度
参
数
磁化电流
磁化时间
技
检测比例
术
要
检测标准
求
序 焊缝(工件) 缺陷
号 检
部位编号
编号
测
部
位
缺
陷
情
况
报告编号:
材料牌号 表面状态
QY/JL10-6
缺陷 类型
磁化方法
灵敏度试片型号
磁化方向
提升力
N
触头(磁轭)间距
mm
合格级别 检测工艺编号
级
一
探
缺陷磁痕
缺陷处理方式及结果
最终
伤
尺寸
打磨后复检缺陷 补焊后复检缺陷
评级
室
mm
性
磁痕尺 性 磁痕尺寸 (级)
质
寸 mm
质
mm
二
质
检
部
检测结论: 1、本产符合 2、检验部位及缺陷位置详见检测部位示意图(资格)
标准的要求,评定为合格。 无损检测专用章
年月日
年月日 日
年
月
磁粉探伤报告
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
检验结论
该构件经磁粉探伤未发现裂纹。
批准:×××
审核:×××
校核:×××
检验:×××
磁粉探伤检验报告
编号:×××
工程名称
××工程
委托单位
××钢结构工程公司
检验日期
××××年××月××日
见证单位
××建设监理咨询公司
见证人
×××
检验依据
《无损检测磁粉检测第1部分:总则》(GB/T 15822.1—2005)
检测仪器
仪器名称:多功能磁粉探伤仪检定证书编号:×××
检验条件
母材材质
Q235
试块/试片
A型试片
检验地点
检测中心
磁粉种类
非荧光磁粉
施加方法
湿粉法
磁化方法
磁轭化
金属表面磁粉探伤检验结果
样品编号
型号规格
磁粉探伤结果
样品编号
型号规格
磁粉探伤结果
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
未发现裂纹
××××
磁粉探伤检测报告
提升力测试
检测仪器名称
电流种类
交流
产品编号
检验比例
母材材质
光照度
磁化方法
电磁扼湿法
磁化方向
纵横90º
表面状态
□ 打磨 □ 毛坯 □机加工
检验状态
□机加工后□整形后□焊接后
磁悬液型号
磁悬液批号
热处理状态
□热处理前 □热处理后
磁悬液施加方法
□喷 □浇 □洒
工件温度
应用标准
探伤部位缺陷情况
磁粉探伤检测报告产品名称除臭设备产品图号p14004图纸版本00检测仪器名称cdx探伤仪提升力44n电流种类交流产品编号ccbhxy04检验比例10母材材质q235光照度磁化方法电磁扼湿法磁化方向纵横90o表面状态打磨毛坯机加工检验状态机加工后整形后焊接后磁悬液型号非荧光磁粉热处理状态热处理前热处理后磁悬液施加方法喷浇洒工件温度28应用标准en12912x探伤部位缺陷情况简图焊缝序号缺陷类型缺陷尺寸判定处理方式检验员备注b1b2检验员日期
简图
序号
缺陷类型
缺陷尺寸
判定
处理方式
检验员
备注
(1)判定合格划“√”不合格划“×”(2)返修以“R"表示,报废以”S"表示(3)引用磁粉探伤检验规程
文件编号:报告号:MT-
单位名称:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢材及焊缝无损检测(磁粉法)
检测报告
报告日期:2019年01月20日
钢材及焊缝无损检测(磁粉法)检测报告
工程名称/ 委托/任务编号RW-2019-0012 委托单位/ 样品编号2019-0012-0001 施工单位/ 设计单位/
监理单位/ 检测地点室内
构件名称对接焊钢板构件编号/
构件状态表面打磨至光洁检测环境条件室内
检测比例100% 检测日期2019年01月20日设计要求一级焊缝检测类别现场考核
检测依据1、《钢结构现场检测技术标准》GB/T 50621-2010
2、《焊缝无损检测磁粉检测》GB/T 26951-2011
3、《焊缝无损检测焊缝磁粉检测验收等级》GB/T 26952-2011
4、设计图纸及相关技术资料
检测项目分项检测结论及存在问题
磁粉检测1、检测构件共1 件,检测焊缝共1 条,检测焊缝总长554 mm,合格。
2、返修构件共/ 件,返修焊缝共/ 条,返修焊缝总长/ mm,同一部位经/ 次返修后合格。
检
测
部
位
示
意
图
/ 备注/
钢材及焊缝无损检测(磁粉法)检测报告附页
工程名称/
构件名称对接焊钢板焊缝种类●平板○环缝○T型○管座
焊接方式●手工电弧焊○CO2保护焊
○埋弧焊
材质及规格
Q235B
452×293×20mm
仪器名称磁粉探伤仪(自编号:17-57)仪器型号B310
检测工艺编号/ 磁化方法连续法磁粉种类黑油磁悬液灵敏度试片型号A1-30/100μm 磁悬液浓度2ml/100mL 磁化方向单磁轭交叉垂直磁化电流交流电提升力≥45N 磁化时间2S 触头(磁轭间距)75-200mm
检测等级1级依据标准GB/T 50621-2010 GB/T 26951-2011 GB/T 26952-2011
检测部位缺陷情况
序号焊缝部
位编号
焊缝
长度
(mm)
检测
长度
(mm)
缺陷
编号
缺陷
类型
缺陷
磁痕
尺寸
(mm)
缺陷处理方式及结果
最终
评级
打磨后复检缺陷补焊后复检缺陷
性质
磁痕尺
寸(mm)
性质
磁痕尺
寸(mm)
1 1# 554 554 / / 0 ∕∕∕∕I级/ / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / /。