产品零部件检验记录表
零件及部件加工检验批质量验收记录

零件及部件加工检验批质量验收记录编号:
填表说明:
1、检验批容量填写: 同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
1)材料进场:质量证明文件全数检查;抽样数量按进场批次和产品的抽样检验方案确定。
2)2~5:全数检查。
3)螺栓球、焊接球加工:每种规格抽查 5%, 且不应少于3个。
4)制孔:按钢构件数量抽查 10%, 且不应少于3件。
5)材料规格尺寸:全数检查。
6)钢材表面质量:全数检查。
7)切割精度:按切割面数抽查 10%, 且不应少于3个。
8)矫正质量:全数检查。
9)边缘加工精度:按加工面数抽查 10%, 且不应少于3个。
10)螺栓球、焊接球加工精度:每种规格抽查 5%, 且不应少于3个。
11)管件加工精度:按杆件数抽查 10%, 且不应少于3个。
12)制孔精度:按规格抽查 10%, 且不应少于3个。
表头中“施工依据”栏目应依照实
际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
钢构件(单节、多节钢柱)组装检验批质量验收记录编号:。
机加工检验表
项目名称 数量
零(部件)名称
图号
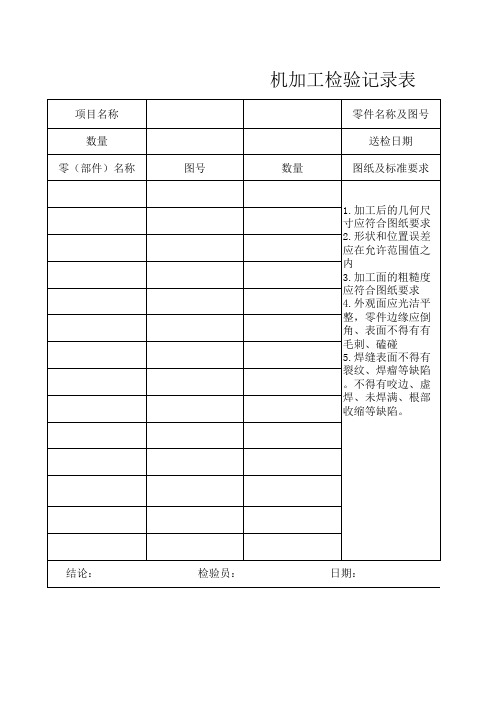
机加工检验记录表
数量
零件名称及图号 送检日期
图纸及标准要求
1.加工后的几何尺 寸应符合图纸要求 2.形状和位置误差 应在允许范围值之 内 3.加工面的粗糙度 应符合图纸要求 4.外观面应光洁平 整,零件边缘应倒 角、表面不得有有 毛刺、磕碰 5.焊缝表面不得有 裂纹、焊瘤等缺陷 。不得有咬边、虚 焊
录表
检验结果
备注
钢零部件加工检验批质量验收记录

C7陕西省建设工程质量验收技术资料统一用表检验批质量验收记录表钢零部件加工检验批质量验收记录Ⅱ一般项目7.4.2边缘加工允许偏差应符合表7.4.2的规定。
7.2.2气割的允许偏差应符合表7.2.2的规定。
检查数量:按切割面数抽查10%,且不应少于3个。
检验方法:观察检查或用钢尺、塞尺检查。
7.2.3机械剪切的允许差应符合7.2.3的规定.检查数量:按切割面数抽查10%,且不应少于3个。
检验方法:观察检查或用钢尺、塞尺检查。
7.3矫正和成型Ι主控项目7.3.1碳素结构钢在环境温度低于-16°C、低合金结构钢在环境温度低于-12°C时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构在加热矫正时,加热温度不应超过900°C。
低合金结构钢在加热矫正后应自然冷却。
检查数量:全数检查。
检验方法:检查制作工艺报告和施工记录。
7.3.2当零件采用热加工成型时,加热温度应控制在900-1000°C;碳素结构钢和低合金结构钢在温度分别下降到700°C和800°C之前,应结束加工;低合金结构钢应在自然冷却。
检查数量:全数检查。
检验方法:检查制作工艺报告和施工记录。
Ⅱ一般项目7.3.3矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0.5 mm,且不应大于该钢材厚度负允许偏差的1/2。
检查数量:全数检查。
检验方法:观察检查和实测检查。
7.3.4冷矫正和冷弯曲的最小曲率半径和最大弯曲矢高应符合表7.3.4(略)的规定。
检查数量:按冷矫正和冷弯曲的件数抽查10%,且不少于3个。
检验方法:观察检查和实测检查。
7.3.5钢材矫正后的允许偏差,应符合表7.3.5(略)的规定。
检查数量:按矫正件数抽查10%,且不应少于3件。
检验方法:观察检查和实测检查。
7.4边缘加工I主控项目7.4.1气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
外协外购零部件质量检验记录表

1
2
3
4
5
6
7
形8 位9
质 量
尺 寸
10 11
检
12
验
13
项
14
目
15
16
17
18
19
20
处 理
热 处 理 或 表 面
工 态艺
状
序 号 1 2
□调质; □镀锌; □□渗镀碳铬;;
技术要求
□淬火; □回火; □消应力;
□高频; □其它; 检验结果 超差值 合格数 不良数
合格率 值性质 (长
项 目 部 件
年月
日总装图
号: 部件图
号: 外协日
期:
□首次检验;
□复检;
□再复检;
工序: 数量: 材质:
外 观 □优; □良; □一般; □差; □其它;
表面粗糙 □达到图纸要求;□部份达到图纸要求;□全部末达到图纸要求。
度
□末达到图纸要求部份描述:
序号 图纸尺寸 实测尺寸 超差值 合格数 不良数 合格率 值性质 (长 判定
度.直径等)
判定
(√×)
整改要求
论
检 验 结
□ 合格; □ 返修;
□ 不合格; □ 部分超差,让步接
收;
会签部门
签名 会签部门 签名
会签部门
签名
检 论验
结 □ 报废; 检
说验
明: 2、 来3料、 本检
审核:
批准:
外购外协零部件检验记录卡
出厂检验结论:
入厂检验结论:
注:计量型检测项目检测情况要填写实测量值,计数型检测项目检测情况写“符合要求”或“√”。
பைடு நூலகம்
入厂检验记录(部品质量科填写) 入厂检验日期: 进货数量: 抽检数量: 入厂检测情况
检查项目 代号
A B C D
胎冠圆周无胶边、出沟,模口、模缝、花纹无错位等缺陷,条纹数符 合图纸要求; 花纹棱角无呈圆形及崩花现象; 胎冠、胎肩表面无杂质印痕、气泡及损伤等缺陷; 胎侧无重皮、损伤、裂口或接头开裂及缺胶、杂质印痕、气泡等缺 陷; 胎圈无宽窄不一,内侧无凹凸不平,外侧无露帘线、包布打摺、翘起 、破损、缺胶、重皮、裂口及等缺陷; 胎里无凹凸不平、杂质印痕、内衬层接头开裂、露帘线及帘线裂纹、 弯曲、断裂等缺陷; 胎体、胎圈无异常变形等影响产品使用寿命的缺陷; 内胎不允许有伤痕、裂口、海棉状、杂质等对使用有影响的缺陷 垫带外形不允许有残缺和带身开裂现象; 轮胎胎侧上标识完整清晰 规格 商标、厂名(或地名) 层级 生产编号、轮胎骨架材料代号、机构、速度级别代号及有 无内胎轮胎的代号; 轮胎行驶方向标志(外胎胎面花纹有行驶方向的) 标准轮辋 检验标记 3C认证标志
外观检验
E F G H I
J
标识
外观检验
K L M
胎面磨耗标志,每条轮胎沿周向等距离设置的胎面磨耗标准不少于四 个,轮胎两侧肩部处必须磨刻出指明胎面磨耗标志的位置标记; 内胎、垫带装配正确,内胎充有适量空气使与轮胎外缘相接处; 外缘尺寸符合图纸要求; 气门嘴处垫带防爆片 无遗漏 /
尺寸检验
N
检验结论
外购/外协零部件检验记录卡
供货单位 产品图号: 产品名称: 检查水平:Ⅱ AQL=0.65 标准要求或技术条件 检验项 尺寸 公差
塑料件首件检验记录表
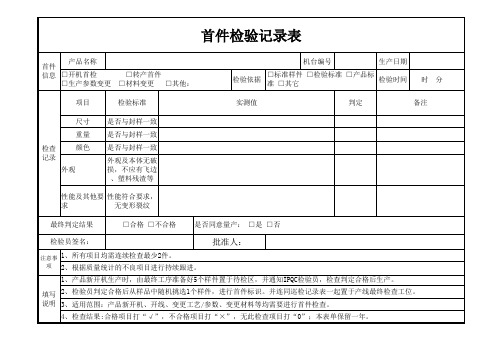
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
性能及其他要 性能符合要求,
求
无变形裂纹
最终判定结果
□合格 □不合格 是否同意量产: □是 □否
检验员签名:
批准人:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
首件检验记录表
产品名称 首件 信息 □开机首检
□生产参数变更
□转产首件 □材料变更 □其他:
机台编号
生产日期
检验依据
□标准样件 准 □其它
□检验标准
□产品标
检验时间
时分
项目
检验标准
实测值
判定
பைடு நூலகம்
备注
尺寸
重量
检查 记录
颜色
外观
是否与封样一致
是否与封样一致
是否与封样一致
外观及本体无破 损,不应有飞边 、塑料残渣等
进货检验记录
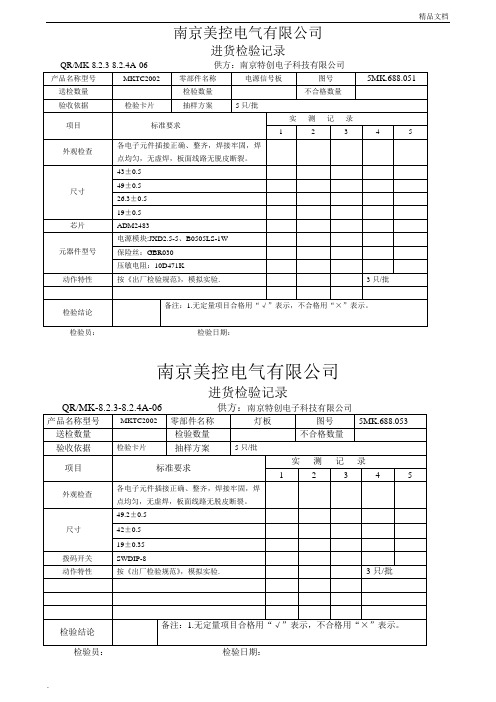
南京美控电气有限公司
进货检验记录
QR/MK-8.2.3-8.2.4A-06供方:济南圣鸿电子有限公司
产品名称型号
MKTC2002
零部件名称
电流互感器
图号
8MK.550.001.2
送检数量
检验数量
不合格数量
验收依据
检验卡片
抽样方案
5只/批
项目
标准要求
实测记录
1
2
3
4
5
外观
外观良好,无划痕、毛刺等现象
南京美控电气有限公司
进货检验记录
QR/MK-8.2.3-8.2.4A-06供方:南京特创电子科技有限公司
产品名称型号
MKTC2002
零部件名称
电源信号板
图号
5MK.688.051
送检数量
检验数量
不合格数量
验收依据
检验卡片
抽样方案
5只/批
项目
标准要求
实测记录
1
2
3
4
5
外观检查
各电子元件插接正确、整齐,焊接牢固,焊点均匀,无虚焊,板面线路无脱皮断裂。
送检数量
检验数量
不合格数量
验收依据
检验卡片
抽样方案
5只/批
项目
标准要求
实测记录
1
2
3
4
5
外观
外观良好,无划痕、毛刺等现象
尺寸
∅150
188±0.25
180±0.23
28±0.18
检验结论
备注:1.无定量项目合格用“√”表示,不合格用“×”表示。
检验员:检验日期:
南京美控电气有限公司