螺旋片下料计算
螺旋叶片下料
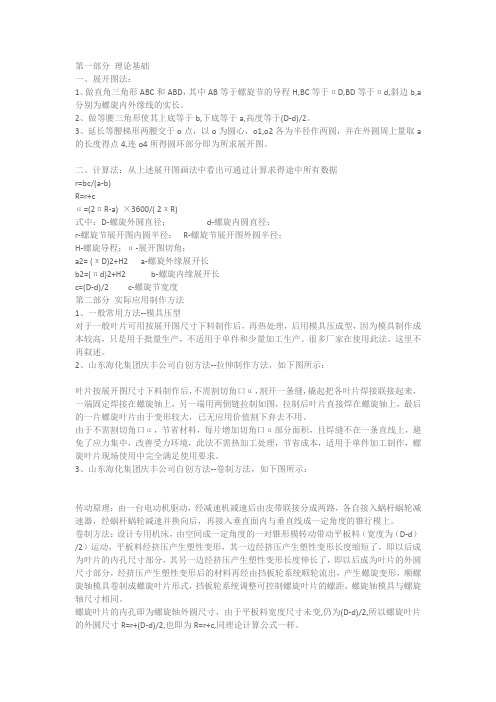
第一部分理论基础一、展开图法:1、做直角三角形ABC和ABD,其中AB等于螺旋节的导程H,BC等于πD,BD等于πd,斜边b,a 分别为螺旋内外缘线的实长。
2、做等腰三角形使其上底等于b,下底等于a,高度等于(D-d)/2。
3、延长等腰梯形两腰交于o点,以o为圆心,o1,o2各为半径作两圆,并在外圆周上量取a 的长度得点4,连o4所得圆环部分即为所求展开图。
二、计算法:从上述展开图画法中看出可通过计算求得途中所有数据r=bc/(a-b)R=r+cα=(2πR-a) ×3600/( 2πR)式中:D-螺旋外圆直径;d-螺旋内圆直径;r-螺旋节展开图内圆半径; R-螺旋节展开图外圆半径;H-螺旋导程;α-展开图切角;a2= (πD)2+H2 a-螺旋外缘展开长b2=(πd)2+H2 b-螺旋内缘展开长c=(D-d)/2 c-螺旋节宽度第二部分实际应用制作方法1、一般常用方法--模具压型对于一般叶片可用按展开图尺寸下料制作后,再热处理,后用模具压成型,因为模具制作成本较高,只是用于批量生产,不适用于单件和少量加工生产。
很多厂家在使用此法,这里不再叙述。
2、山东海化集团庆丰公司自创方法--拉伸制作方法,如下图所示:叶片按展开图尺寸下料制作后,不需割切角口α,割开一条缝,撬起把各叶片焊接联接起来,一端固定焊接在螺旋轴上,另一端用两倒链拉制如图,拉制后叶片直接焊在螺旋轴上,最后的一片螺旋叶片由于变形较大,已无应用价值割下弃去不用。
由于不需割切角口α,节省材料,每片增加切角口α部分面积,且焊缝不在一条直线上,避免了应力集中,改善受力环境,此法不需热加工处理,节省成本,适用于单件加工制作,螺旋叶片现场使用中完全满足使用要求。
3、山东海化集团庆丰公司自创方法--卷制方法,如下图所示:传动原理:由一台电动机驱动,经减速机减速后由皮带联接分成两路,各自接入蜗杆蜗轮减速器,经蜗杆蜗轮减速并换向后,再接入垂直面内与垂直线成一定角度的锥行模上。
冷拉螺旋叶片开料计算酒风假想公式V3.0的一些说明
冷拉螺旋叶片开料计算酒风假想公式V3.0的一些说明冷拉螺旋叶片开料计算酒风假想公式V3.0的一些说明酒风(jiufng)2010.5.21公式在这里下载:螺叶开料相关资料.rar(含V1.0,2.5,3.0版程序)计算程序的适用条件适用于生产的螺旋机螺旋外径、螺旋轴直径、螺距、板厚、材料等经常无规律变化;螺叶维修更换;初次生产某一规格的新螺旋等不需要螺距特别精确的场合。
适合通用规格D<1000,d>50,S<D,(D-d)/2<400,t<16。
螺叶加工方法的比较连续冷轧叶片机械化程度高,节省材料,外观整洁,表面冷作硬化,适合定型产品批量生产,要有稳定合理的供应商供货,极少有设备厂家为了产值不大的螺旋机购买价值不菲的叶片成型设备。
由于设备加工能力的限制,叶片一般直径、板厚都有限制,适合粮油、饲料等行业。
论坛里有人说他们加工螺叶是先拉好螺叶,而后上车床车,这一点我难以理解。
可能是行业不同吧。
如果不是用于精确的计量,仅仅是输送物料,有必要把外圆精确到拉伸焊接后再上车床的地步吗?外径大,螺旋长的车加工不现实,成本太高。
我们通常是气割开料,车床加工内孔外圆,然后拉伸焊接,这样出来的外圆可能会小一点,但误差一般在1mm以内,而螺旋单边间隙都在3~10mm。
对于整条螺旋弯曲问题,需要用顶针旋转,气焊调直,转速越高,对刚度、直线度、同轴度要求越高。
本程序适合的加工方法,开圆片车加工,再用葫芦夹具锤击拉伸,然后焊接。
这种方法比较灵活,可以加工各种各样的螺旋叶片,生产上不受供应商限制,只要工人素质高,拉出来的螺叶最终也是比较美观的。
综合成本划得来我们才如此加工,老板当然会算经济账。
对于粮油、饲料加工行业维修部门,如果没有螺叶加工经验和能力,建议购买一扎一扎单片的那种成型叶片。
或者整条委托给有加工能力的厂家加工。
再谈叶片富裕角(开切口)的问题还有太多人在理论上、实践上都对叶片“余角”(切口)存在错误认识,几乎所有手册在“满面式螺旋叶片的下料尺寸”表里都提供了富裕角一项,意思当然是误导让制作者把该余角切掉。
关于螺旋机螺旋叶片下料的探讨

关于螺旋机螺旋叶片下料的探讨螺旋机叶片下料是螺旋机制作过程中的一个工艺过程,不同厂家有自己的一套计算方法,本文就手册的理论计算结合我厂多年的螺旋机实际生产经验,总结的一套计算方法进行探讨。
1、冷拉叶片的加工方法:我厂采用的加工方法是将螺旋轴管一端套在固定的细轴上(该固定轴固定在车间某个立柱上),另一端用螺丝顶针顶住便于旋转螺旋体,又可以调节轴管长度。
数控离子切割下料的整圆叶片,割口切割成型后,拉开豁口,将所有叶片焊连接成串;整个穿进螺旋管轴,一端焊在管轴顶针端(或焊在已经拉伸的叶片一个端头上),另一端用螺丝夹具夹牢,套在钢丝绳上。
钢丝绳另一端固定在手拉葫芦上,手拉葫芦另一端绑在车间立柱上,通过手拉葫芦对叶片产生拉力。
随着叶片 S 的变长,叶片内孔越来越贴近轴管,拉力也越来越大,一边葫芦拉,同时还要用铁锤锤击辅助变形,使弹性变形部分变为实在的塑变,减少葫芦一直紧绷的拉力,加工很快。
如果叶片大,比较难拉,也可以在地面固定一个 90 度改向滑轮连接到行吊上。
点动行吊就可以提供数吨的拉力,比用手葫芦省力轻松得多。
当叶片贴紧轴管时,拉伸仍然能够进行,此时如果还没有达到要求的螺距,可以继续拉伸,直到达到要求或拉伸太困难停止。
如果已经超过要求的螺距叶片内孔还没贴紧轴管,那么只有继续拉伸,直到叶片基本上贴近轴管才停止拉伸。
一边拉,一边锤击,达到要求还要一边点焊。
拉伸结束,叶片已经围绕轴管上升了S+ΔS 的距离,同时拉伸端也比焊接的固定端超出了 360o,多转了α的余角。
因为夹具固定部位以及另一端焊接部位无法象中间其它部分那样延伸变形,所以叶片接口部位显得有些直,不象螺旋线那么顺滑。
以至于接口部位不能连贯的对齐,而且也影响螺距。
连续冷拉叶片就比这种方法好些。
不过这对输送物料影响很小,使用一段时间焊缝磨损后也光滑连续了。
2、螺旋叶片的理论计算与实际下料情况:我厂在实际生产中实测下料叶片尺寸数据见下表:见表中λ=α/360,λ'=(l'-l)/l',δ=(l'-2πr')/2πr'内孔伸长率,γ=arctg(S/πd)内螺旋升角。
螺旋叶片展开假想计算
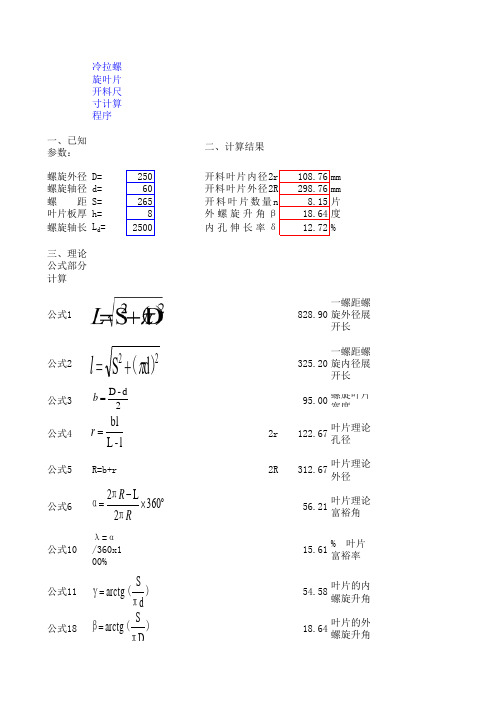
冷拉螺旋叶片开料尺寸计算程序
一、已知参数:
二、计算结果螺旋外径
D=
开料叶片内径
螺旋轴径
d=开料叶片外径
螺 距
S=
开料叶片数量叶片板厚
h=外螺旋升角β螺旋轴长L d =内孔伸长率δ三、理论公式部分计算
公式1828.90一螺距螺旋外径展开长公式2
325.20一螺距螺旋内径展开长公式3
95.00螺旋叶片宽度公式4
2r 122.67叶片理论孔径公式5
R=b+r 2R 312.67叶片理论外径公式6
56.21叶片理论富裕角公式10λ=α/360x100%15.61% 叶片富裕率公式11
54.58叶片的内螺旋升角公式1818.64叶片的外螺旋升角三、酒风假想公式部分
公式12
α'=(1-δ)α49.06叶片假想富裕角公式13δ=sin γ·λ12.72% 叶片内孔伸长率
五、计算结果
公式17公式14
111.51经验公式孔径公式9
R'=r"+b 公式16n=(1-α'/360)L d /S
22D S )(π+=L 22d S )(π+=l 2d -D =b l -L bl =r o 3602L 2⨯-=R R ππα)π(γd S arctg =)π(βD
S arctg =2sin )2(360
'112'γ)αδ)(δ)π((-++-+=h l r h S r ++=π)π22d (2
展开长旋内径展开长。
自制螺旋叶片下料的实用计算新方法

自制螺旋叶片下料的实用计算新方法
唐军
【期刊名称】《江苏建材》
【年(卷),期】2009(000)004
【摘要】采用螺旋叶片下料经验公式解决了传统的螺旋叶片下料计算方法复杂的难题.经验公式计算叶片下料圆环外径时,仅需已知螺旋外径和螺距;对同一规格的螺旋,无论螺旋轴直径如何取值,下料圆环外径值唯一.经验公式突破了传统理论,计算简便,实用性强.
【总页数】2页(P6-7)
【作者】唐军
【作者单位】唐军建材机械经营部,江苏,建湖,224751
【正文语种】中文
【相关文献】
1.螺旋叶片的3种下料方法 [J], 何剑会
2.螺旋叶片的下料及成形方法 [J], 周聪;汪子卜
3.螺旋叶片的下料及加工方法 [J], 吴淑芳
4.基于AutoCAD的采煤机滚筒螺旋叶片下料设计 [J], 毛君;张利蓉;丁飞
5.采煤机滚筒螺旋叶片的下料及辗压成形 [J], 周生俊;曲博;毛君
因版权原因,仅展示原文概要,查看原文内容请购买。
拉螺旋叶片开料计算的酒风假想公式
拉螺旋叶片开料计算的酒风假想公式一、前言冷拉螺旋叶片开料问题已经存在很多年了,手册的理论公式在生产实践中有很大局限,太多资料手册大家抄来抄去,以讹传讹。
这一问题不仅长时间困扰着我,相信也同样困扰着多数设计制作螺旋机的同行。
二、理论计算公式理论公式在各手册都有,只要有中学几何知识就可以推导出来,不必用微积分来虚张声势。
我很早就怀疑过公式,因为公式的错误先例不是没有。
几年前曾推导过一遍发现公式没有问题,又不想在机械行业深入,所以此事就不了了之。
生产时靠工人的简易公式自己掌握开料的富余量,忍受其螺距误差,得过且过。
理论公式:S——螺距D——螺旋体外径d—螺旋轴直径——一螺距的螺旋外径展开长——一螺距的螺旋内径展开长——螺旋叶片宽度——开料叶片内孔半径R=b+r————(公式5)——开料叶片外圆半径——整圆开料理论上拉伸后的富裕角手册上不仅给出了这些公式,还给出了不同规格螺旋机的叶片开料尺寸表格,都是理论值,可以说用在实践中就是错误的,根本没用。
手册公式表格如果不能用于指导生产,那么它又有何价值?三、关于叶片下料切口(富裕角)的问题上面的理论公式中有一项α—整圆开料理论上拉伸后的富裕角,这个问题是我耗费精力深入大论的引子。
手册上引出这样一个项目给了无数人误导,以为α缺口应该开料切除,论坛帖子里甚至有人解释说“这么做一定有其道理,我们不用知道为什么,照做就行了”。
有的说去缺口为了焊接时接缝整齐。
还有一杂志上的一篇技术文章对不带缺口的叶片发现新大陆似的进行“理论计算”,结论是不开切口如何省料。
这些观点都让我“忍无可忍”。
我在这里讲两点:1、我们厂十几年来制作螺旋机,下料一直是不开缺口的整圆。
2、开缺口的叶片开料方法从理论上就是错误的。
一个圆环的缺口部分与其他部分性质上有区别吗?仅仅是占据的圆心角大小不同而已。
,在理论上叶片开料内径及外径对应的富裕角α相同,这一点手册上没有列出来,也没有必要列出来。
公式里列出α富裕角仅仅是表明,开料为一个整圆时,圆环拉伸后理论上对应的螺旋叶片大于一个整螺距,手册上画的带缺口的图是对应一个螺距的,是正确的,并没有说下料时要把长出部分切除呀。
绞龙叶片下料计算及加工方法
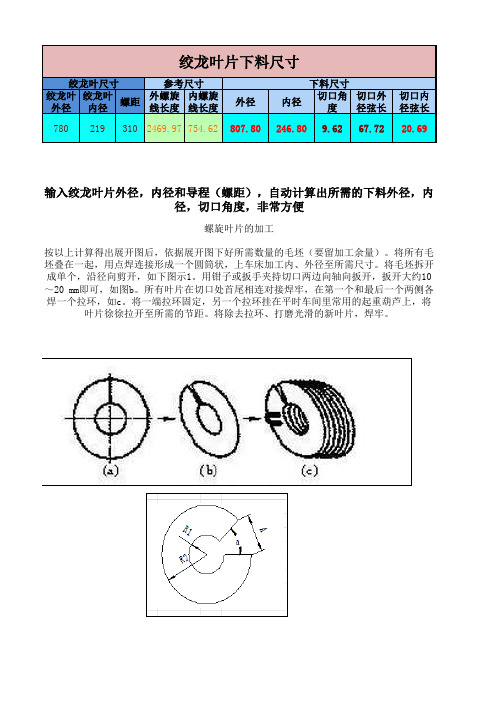
输入绞龙叶片外径,内径和导程(螺距),自动计算出所需的下料外径,内
径,切口角度,非常方便
螺旋叶片的加工
按以上计算得出展开图后,依据展开图下好所需数量的毛坯(要留加工余量)。
将所有毛坯叠在一起,用点焊连接形成一个圆筒状,上车床加工内、外径至所需尺寸。
将毛坯拆开成单个,沿径向剪开,如下图示1。
用钳子或扳手夹持切口两边向轴向扳开,扳开大约10~20 mm即可,如图b。
所有叶片在切口处首尾相连对接焊牢,在第一个和最后一个两侧各焊一个拉环,如c。
将一端拉环固定,另一个拉环挂在平时车间里常用的起重葫芦上,将叶片徐徐拉开至所需的节距。
将除去拉环、打磨光滑的新叶片,焊牢。
螺旋计量计算

厦门轴D螺旋间距S宽度B8319086b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号104022.7844322.5256337l2=S²+b2²开根号677220.49822.9340739R1=Bl1/l2-l155.42913003110.8582601 R2=R1+B141.42913282.8582601轴D螺旋间距S宽度B8320086b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号107922.7844328.5160337l2=S²+b2²开根号681120.49825.3002423R1=Bl1/l2-l156.87052529113.7410506R2=R1+B142.8705253285.7410506轴D螺旋间距S宽度B8320086b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号107922.7844328.5160337l2=S²+b2²开根号681120.49825.3002423R1=Bl1/l2-l156.87052529113.7410506 R2=R1+B142.8705253285.7410506轴D螺旋间距S宽度B8320086b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号107922.7844328.5160337l2=S²+b2²开根号681120.49825.3002423R1=Bl1/l2-l156.87052529113.7410506 R2=R1+B142.8705253285.7410506轴D螺旋间距S宽度B8317586b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号98547.7844313.9232142l2=S²+b2²开根号671745.49819.6008114R1=Bl1/l2-l153.38855541106.7771108 R2=R1+B139.3885554278.7771108轴D螺旋间距S宽度B8317586b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号98547.7844313.9232142l2=S²+b2²开根号671745.49819.6008114R1=Bl1/l2-l153.38855541106.7771108 R2=R1+B139.3885554278.7771108轴D螺旋间距S宽度B8317586b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号98547.7844313.9232142l2=S²+b2²开根号671745.49819.6008114R1=Bl1/l2-l153.38855541106.7771108 R2=R1+B139.3885554278.7771108轴D螺旋间距S宽度B8318086b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号100322.7844316.7377218l2=S²+b2²开根号673520.49820.6829412R1=Bl1/l2-l154.0523*******.1047821 R2=R1+B140.0523911280.1047821轴D螺旋间距S宽度B8318086b1=3.14*D260.62b2=3.14(D+2B)800.7l1=S²+b1²开根号100322.7844316.7377218l2=S²+b2²开根号673520.49820.6829412R1=Bl1/l2-l154.0523*******.1047821 R2=R1+B140.0523911280.1047821料仓下方2件 中推料1填充系数输送系数密度(t/m³)t/h0.8510.811.8计量1件中心距填充系数输送系数密度(t/m³)t/h0.8510.812.4推料1件中心距填充系数输送系数密度(t/m³)t/h0.8510.812.4风选机细料 推料1填充系数输送系数密度(t/m³)t/h0.8510.812.4风选机粗料 推料1填充系数输送系数密度(t/m³)t/h0.8510.8 5.0粗料仓到磨粉机长度未定1填充系数输送系数密度(t/m³)t/h0.8510.8 5.0磨粉机到斗式提升机1填充系数输送系数密度(t/m³)t/h0.8510.8 5.0成品仓下11500暂定填充系数输送系数密度(t/m³)t/h0.8510.8 5.1成品仓下11500暂定填充系数输送系数密度(t/m³)t/h0.8510.8 5.1。